Изобретение относится к сварке, 6 частности к точечной дуговой свар- Ке в среде защитных газов.
Целью изобретения является повышение качества сварки и обеспечение удобства обслуживания путем исключения выхода аэрозолей в окружающую ;среду.
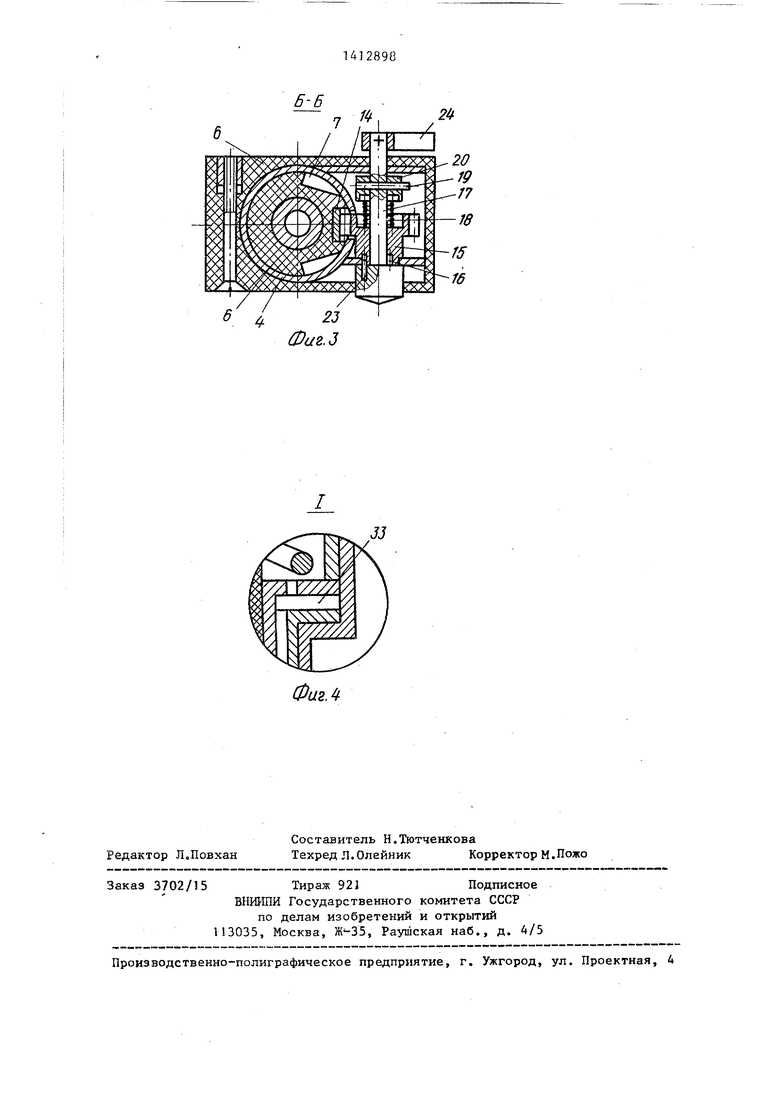
; Иа фиг,1 показано устройство с |диаметральным разрезом по электродер- :жателю; на фиг,2 - разрез на :фигИ; на фиг.З - разрез Б-Б на ;фиг.1; на фиг.4 - узел I на фиг,. Устройство для точечной дуговой I сварки содержит сопло 1 и д.е теле- I ск опические подвижные относительно )друг друга трубйи, Сопло 1 и труб- ка 2 отсоса выполнены с Г-образными : торцами. В.трубке отсоса 2 выполнены i отверстия, а на нижнем торце сопла 1 - пазы. При этом внутренний диаметр трубки отсоса 2 выполнен больше наружного диаметра сопла 1 так, что между ними образуется кольцевой канал Зв Сопло 1 своим Г-образным торцом прижато к уступу наружной трубки 4 через Г-образный торец трубки 2 отсоса при помощи регулируемой пружины 5, изоляционной втулки 6 с пазами 7 и нажимного винта В, на торце которого насажен упор 9 для нажатия на устройство второй рукой. Внутри изоляционной втулки 6 размещен элект рододержатель 10,в котором при помощи цанги 11 и резьбовой втулки 12 закреплен неплавящийся электрод 13. Б одном из пазов изоляционной втулки 6 размещена рейка 14, кинематически связанная с шестерней 15, имеющей торцовые отверстия 16. Шестерня 15 смонтирована посредством вала 17 и пружины 18 в кронштейне трубки 4., Упор 19 при помощи втулки 20 закреплен на валу 17 и взаимодействует с рычагом 21, воздействующим на выключатель 22. На одном торце вала 17 выполнена шкала для отсчета движения сопла 1 и смонтирован штифт 23, взаимодействующий с отверстиями, на другом торце вала 17 закреплен рычаг 24 для осуществления смещения упора 19.
Пазы 7 изоляционной втулки 6 при помощи трубки 25 и шлангов 26 соединены с коммуникационным шлангом 27, внутри которого размещены провода 28 токоподвод 29 и трубка 30, подающая в электродержатель защитный газ.
Трубка 4, шестерня 15, упор 19, выключатель 22, коммуникационный пшанг 27 охвачены ручкой 31, выпол- ненной из двух половинок. Для увеличения усилия сжатия на трубке 4 установлена поворотная ручка 32.
Работа устройства начинается с регулировки нажатия пружины винтом 8,
Q закрепления . неплавящегося электрода 13 на нужном расстоянии от торца сопла 1 и установки упора 19 в нужном месте относительно шестерни J5 (учитывая толщины свариваемых дета5 лей), для -чего рычаг 24 вместе с валом 17 смещается вдоль собственной оси и разворачивается в нужном направлении.
Отрегулированное под нужную толшл-f
0 ну свариваемых деталей устройство оператор берет за ручку 3J, опирает выступающей частью сопла 1 на свариваемое место, одной или двумя руками (второй рукой нажимает на упор 9 или
5 на поворотную ручку 32) создает нужное усилие сжатия свариваемых деталей за счет перемещения сопла 1 .Когда пройдена часть заданного расстояния соплом 1, в работу включается трубка 2
0 отсоса, соприкасаясь с поверхност(о свариваемой детали и образуя замкну-, тую полость, из которой газ через пазы в сопле 1 и кольцевой канал 3 попадает в кольцевую полость 33 меж5 ду Г-образными торцами трубки 2 отсоса и сопла 1. Из полости 33 через отверстия в Г-образном торце сопла .1 газ попадает в полость, соединяющую- ся с пазами 7, откуда он при помощи
40 трубки 25 и шлангов 26, соединенных с коммуникационным шлангом 27, отсасывается, -.
Когда заданное расстояние соплом 1 д5 и трубкой 2 отсоса будет пройдено, упор 19, получая движение от сопла 1 через реечный механизм посредством рычага 21, включает выключатель 22, дающий сигнал на включение сварочного процесса,
Момент включения механизма отсоса сварочных аэрозолей уйтанавливает- ся на аппаратуре управления. Окончание сварочного процесса определяется по световой индикации, расположенной на пульте управления или самом устройстве.
Предлагаемое устройство упрощает эксплуатацию и повьш1ает качество
50
55
/7шА//Фи2.JO
27
7
Фаг.2
Б-Б
16

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| Устройство для газоэлектрической вибродуговой сварки | 1982 |
|
SU1031676A1 |
| Горелка для дуговой сварки в защитных газах | 1981 |
|
SU1007874A1 |
| Устройство для перемещения сварочного электрода | 1980 |
|
SU882717A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Устройство для заварки глубоких отверстий | 1986 |
|
SU1326407A1 |
Изобретение относится к сварке и ,м.б. использовано в частности для точечной дуговой сварки в среде зап щитных газов. Цель изобретения - по- вьшение качества сварки и удобства обслуживания. Устройство опирается выступающей частью сопла 1 на свариваемое место. Оператор создает нужное усилие сжатия свариваемых деталей за счет перемещения сопла 1. Когда пройдена часть заданного расстояния соплом 1, в работу включается трубка 2 отсоса. Образуется замкнутая полость, КЗ которой защитный газ через пазы в сопле 1, кольцевой канал 3 и отверстия в Г-образном торце трубки 2 попадает в кольцевую полость между Г-образными торцами трубки 2 отсоса и сопла 1 и отсасывается Момент включения механизма отсоса сварочных аэрозолей устанавливается на аппаратуре управления. Око1 чание сварочного процесса определяется по световой индикации, расположенной на пульте управления или самом устройстве. Конструкция устройства позволяет упростить эксплуатацию за счет исключения выхода аэрозолей в окружающую среду. 4 ил. 6
ФагЛ
| Устройство для электродуговой точечной сварки | 1976 |
|
SU707720A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU326028A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ШТЫКОВОЙ ВЫСЕВАЮЩИЙ ПРИБОР ДЛЯ ГНЕЗДОВОЙ БАРАБАННОЙ СЕЯЛКИ | 1922 |
|
SU3506A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
