4
СО N5 1чЭ
IN3
No
В 12
Изобретение относится к строительству, а именно к формованию изделий сборного железобетона методом вибровакуумирова- ния, и является усовершенствованием установки но авт. св. № 1176047.
Цель изобретения - повышение производительности.
На фиг. 1 показана установка лТ,ля формования строительны.к изделий, общий вид; на фиг. 2 -- конструкция зацепного ме- .ханизма (вид А на фиг. 1); на фиг. 3 - разрез Б - Б на фиг. 2; на фиг. 4 - разрез В - В на фиг. 1; на фиг. 5 - разрез Г---Г на фиг. 4.
Установка состоит из четырехсекционно- i O барабана 1, установленного на гори- :и)нта:1ьной нолой оси 2. Грани барабана 1 представлены вакуум-н1итами, иод нижней |-рапыо установлена система трубопроводов 3 с форсунками д. 1я внешней промывки вакуум-щитов.
Установка снабжена подающим ро.1ьган- I OM 4, установленным с уклоном и снабженным ограничителями 5 перемещения рамной бортоснастки 6. На концевом участке рольганга 4 закренлены направляющие 7. Каждая рампая бортоснастка 6 снабжена катками 8, закрепленны.ми на осях с возможностью вранхения, с противоположной стороны на рампой бортоснастке 6 установлены выступающие петли 9. При этом на ребрах сочленения вакуум-щитов смонтирован заценной механизм 10 в виде двух фиксируемых крюков. Над барабаном 1 расно- ложен раздаточный бункер с дозатором 11. Установка ci a6 Keiia линией термосного выдерживания отформованных изделий в рамной бортоснастке 6, вьпюлненпой в виде ограждающих копструкций 12 и закрепленных па пих 1апривляющих 13 для перемещения изделий в ве|п-икальном положении. Направ- ляюпи1е 13 В1 1ведены за пределы ограждающих конструкций 12 в зону вращения четырехсекционного барабана 1. На ребрах сочленения вакуум-щитов барабана 1, в плоскости вертика/1ьных участков рампой бортоснастки 6, установлены с возможностью вращения ролики 14.
Неред установкой расположены распылительные форсунки 15 для смазки вакуум- nuiTOB. Форсунки закреплены на телескопических стойках, что позволяет регулировать их ноложепие для обеспечения равномерного напыления смазочного состава па вакуум-щит. При больших геометрических )азмерах вакуум-щита нанесение смазочного состава может осуществляться в процессе поворота барабана 1.
;5аие11Н()й механизм 10 выполнен в виде рычага, устанс)нлен на барабане 1 с возможностью 1 рап1ения относительно оси 16 и снабжен электромагнитным приводом 17 его поворота. 1();1ожение зацеппог О механизма 10 после включения электромагнитного привода 7 показано нункт|;|П1ой линией.
5
Установка содержит также привод 18 для вращения барабана , который связан с барабаном 1 зубчатой передачей. Полая ось 2 неподвижно закреплена на опорах 19, барабан i установлен на ней на подщип- пиках 20. Верхний канал полой оси 2 соединен с вакуум-системой (не показана) и трубопроводом 21 для промывки верхнего канала. Нижний канал полой оси 2 соединен с трубопроводом 22 для внутренней промывки вакуум-щита. Каждый из четырех вакуум-щитов образован перфорированным листом 23, па котором жестко закренлен металлический фильтр 24 с отверстиями диаметром 0,5-1,5 мм. Отверстия перфорирос ванного листа 23 и металлического фильтра 24 совпадают.
Вакуум-полости вакуум-щитов образованы перегородками 25 и имеют форму усе- чепных четырехгранных призм.
Установка работает следующим образом.
0 Технологический процесс изготовления плоских железобетопных изделий осуществляется на четырех стационарных постах. Пост формования (А) и пост мойки (В) определяются горизонтальными соответственно верх ним и нижним вакуум-щитами барабана 1. Посты смазки, установки подготовленной бортоснастки 6 (Г) и съема отформованных изделий (Б) определяются вертикальными вакуум-щитами.
На рольганг 4 устанавливается рамQ ная бортоснастка 6, производится ее чистка, смазка и натяжепие арматуры. Подготовленная бортоснастка 6 благодаря уклону скатывается до упора в ограничители 5. Осуществляется поворот барабана 1 вокруг полой оси 2 на 90°, в процессе ко5 торого зацепным механизмом 10 захватываются выступающие петли 9 бортоснастки 6 и осуществляется ее подъем. При этом катки 8 попадают в направляющие 7 и перекатываются по ним, чем обеспечивается плавное перемещение бортоснастки 6. При
0 следующем повороте барабана 1 на 90° катки 8 отрываются от направляющих 7, бортоспастка 6 перемещается в горизонтальное положение. Раздаточным бункером с дозатором 11 осуществляется укладка и упс лотнение бетонной смеси с одновременным ее вакуумированием через верхний канал оси 2, соединенный с вакуум-системой. После окончания процесса уплотнения бетонной смеси, который длится 5-10 мин, барабан 1 поворачивается па 90°, при этом из0 делие с рамной бортоснасткой 6 удерживается на вакуум-щите за счет остаточного разрежения в вакуум-полости, а катки 8 попадают на направляющие 13 линии термосного выдерживания. После этого производится открывание крюков зацепного меха низма -10.
При следующем повороте барабана 1 на 90° ролики 14 перекатываются по вертикальным участкам рамной бортоснастки 6, благодаря чему свежеотформованное изделие и весь пакет изделий перекатывается на катках 8 по направляющим 13 линии термосного выдерживания. Особенностью поста распалубки является то, что отрыв поверхности изделия от фильтра вакуум-щита осуществляется по касательной траектории. Освобожденная от изделия поверхность вакуум-щита подвергается наружной промывке системой трубопроводов 3 с форсунками и внутренней промывке через нижний канал оси 2. После очередного поворота барабана 1 промытый вакуум- щит подвергается смазке напылением.
Все описанные процессы осуществляются одновременно.
Механизация всех технологических процессов достигается использованием одного привода - привода вращения четырехсек- ционного барабана 1. Для обеспечения равномерности его загрузки рамная борт- оснастка 6 подается рольгангом 4 в горизонтальную плоскость оси 2. При этом энергия привода вращения затрачивается сначала на съем изделия с вакуум-щита и передвижение изделий на линии термосной вы
держки (первые 45° поворота), а saieNi на подъем подготовленной бортоснастки о с рольганга 4 (заключительные 45° поворота).
После этого цикл формования HOBKV ряется вновь.
Формула изобретения
1.Установка для формования строп- тельных изделий по авт. св. .ХЬ 17п047. отличающаяся тем, что, с целью повышения производительности, она снабжена устройством термосной выдержки изделий, четырехсекционный барабан - зацепным ме5 ханизмом в виде крюков с приводом поворота и роликами, установленными на гранях четырехсекционного барабана, причем бортоснастка выполнена в виде съемной рамки с катками и петлями для зацо} - ления с крюками зацепного механизма.
2.Установка по п. 1, отличающаяся тем, что устройство термосной выдержки изделий выполнено из ограждающей конструкции и направляющих, контактирующих с катками бортоснастки для снятия ее с четырехсекционного барабана.
0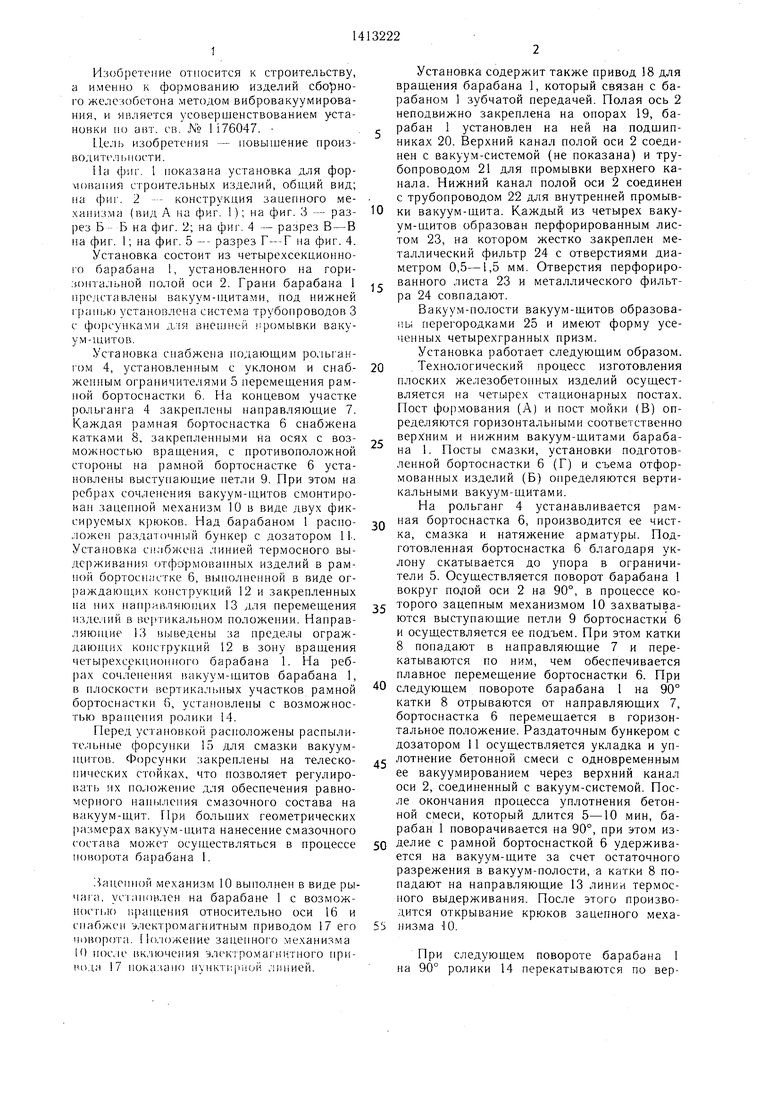

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия производства железобетонных изделий в разъемных вакуум-формах | 1989 |
|
SU1655792A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Бортоснастка для изготовления изделий из бетонной смеси | 1989 |
|
SU1662861A1 |

Изобретение относится к области строительства, а именно к формованию изделий сборного железобетона методом вибровакуумирования. Изобретение понг-.оляет повысить производительность благодаря тому, что установка снабжена линией термосной выдержки изделий, четыре.чсекционный барабан 1 - зацепными механизмами 10 в виде двух крюков с приводом поворота и роликами 14, расположенными в yrjax на торцовых поверхностях барабана, рамная бортоснастка 6 - катками 8 и ner.isi- ми 9 с возможностью зацепления с крюками зацепного механизма 10, при этом линия термосной выдержки изделий выполнена с ограждающими конструкциями 12 и направляющими 13, контактирующими с катками 8 рамной бортоснастки 6. 1 з.п. ф-.1Ы, 5 ил.
Т.
-
r
| Установка для формования строительных изделий | 1984 |
|
SU1176047A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
