| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
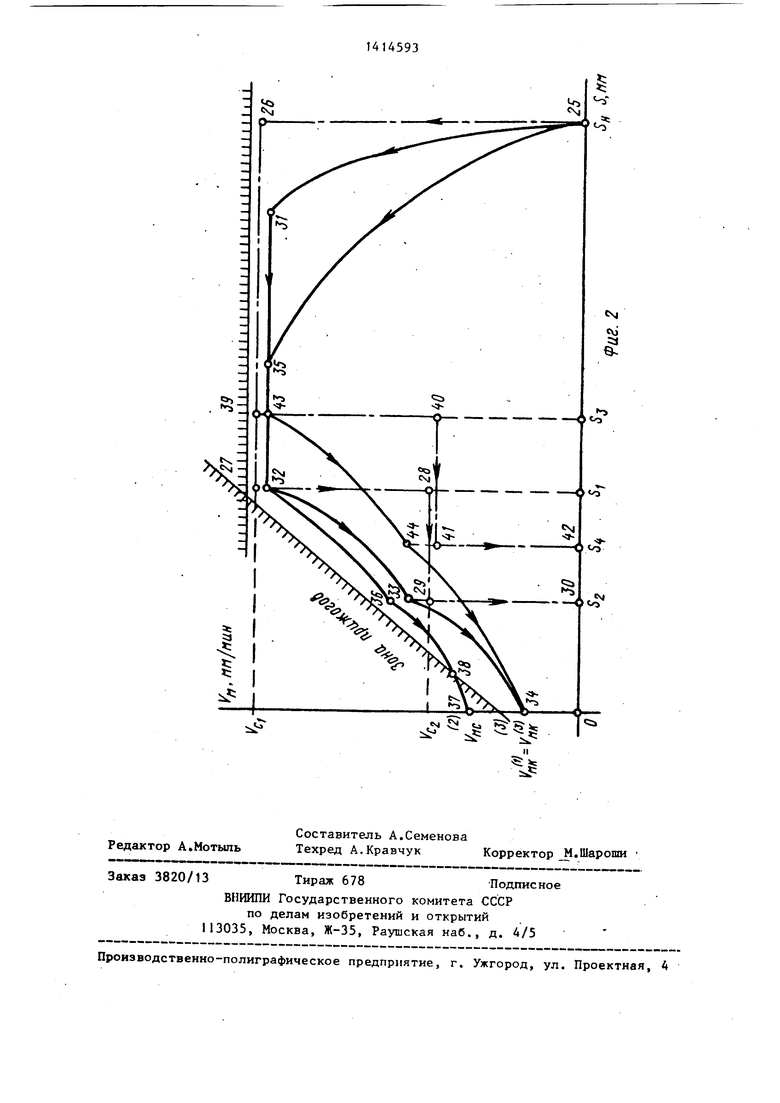
Изобретение относится к станкостроению и предназначено для автома- тического управления размерами шлифуемых деталей и рабочими циклами поперечной подачи на врезных шлифовальных станках. Цель изобретения - повышение точности и производительности, а также стабилизации качественных показателей обработки деталей за счет свойств самонастройки к изменению режущей способности шлифовального круга и к вариации жесткости упругой системы. Система содержит датчик 1 припуска, задатчики 12,13 и 14 скоростей соответственно чистовой и черновой лодачи быстрого отвода суппорта, задатчики 7 и 8 припусков соответственно на чистовую обработку и выхаживание, исполнительные элементы 9, 10 и 11 соответственно привода черновой подачи, чистовой подачи и быстрого отвода суппорта, датчик 20 измерения хода пшифовального суппорта, нуль-органы, два преобразователя 3 и 22. В систему введены два дифференцирующих уст- ро йства 17 и 23, вычитающее устройство 16, блок 18 вычисления, блок 19 измерения интервалов времени и блок 24 памяти. При обработке детали сигналы с датчика 1 припуска и датчика 20 измерения хода шлифовального суппорта передаются через преобразователи 3 и 22 в вычитакадеё устройство 16, на выходе которого получается сигнал, пропорциональный величине радиальной составляющей упругой деформации системы СПИД. Текущая величина упругой деформации используется для определения постоянной времени, автоматическая корректировка режима обработки производится в зависимости от величины постоянной времени. 2 ил. (О ел со со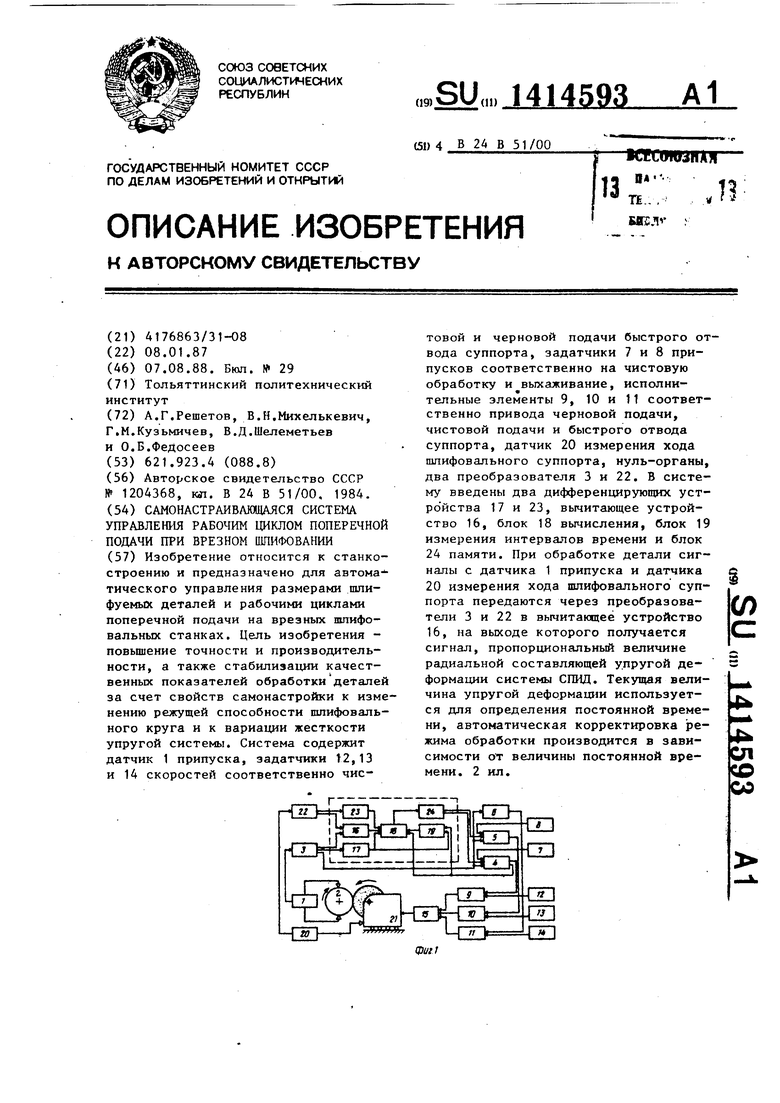
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
