О5
ьо
00
Изобретение относится к сварке в метал- рургической промышленности и может быть |использовано при сварке полос или листов, IB частности в технологических линиях произ- |водства полосового проката на предприя- |тиях Минчермета.
Цель изобретения - повышение качества сварных соединений нержавеюш,их сталей путем уменьшения внутренних напряжений.
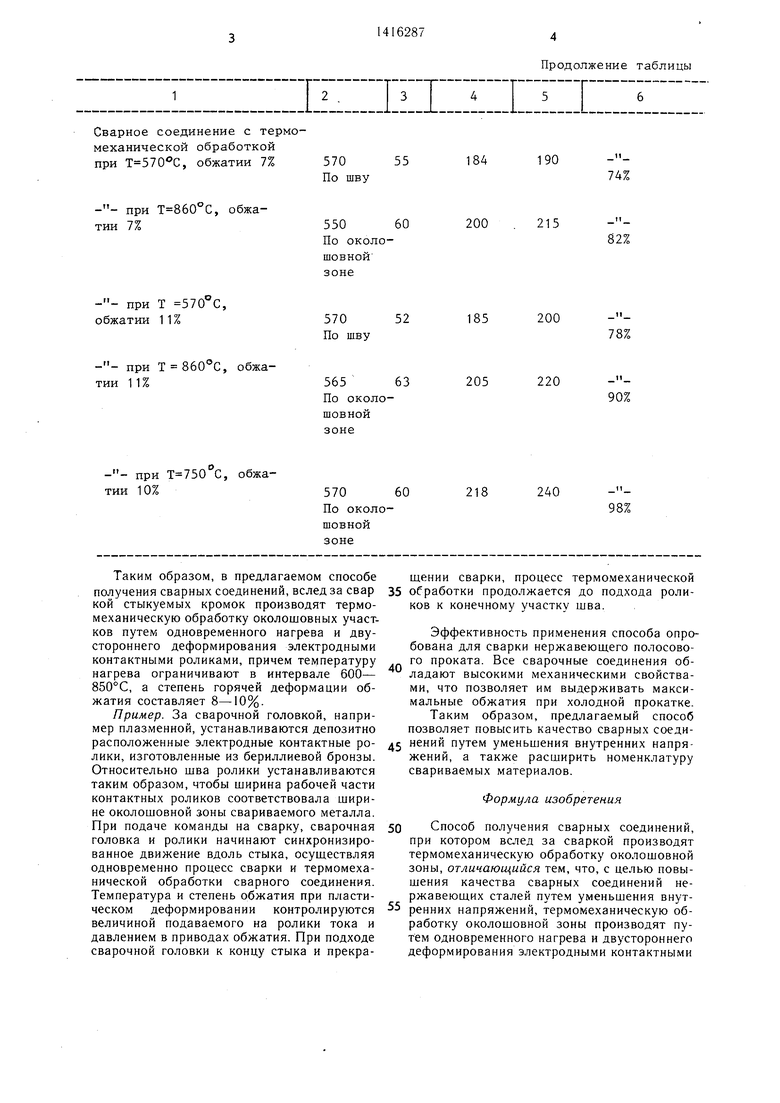
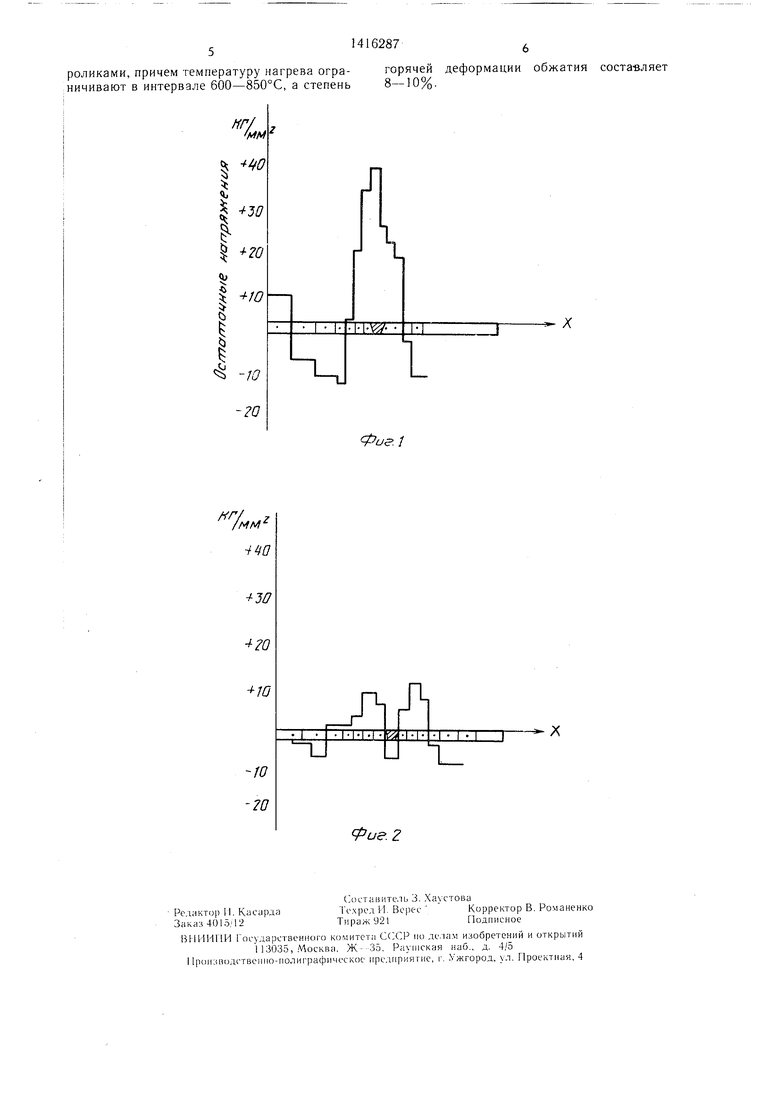
На фиг. 1 показано распределение остаточных напряжений в сварных соедине- ; ниях стали 12Х18Н10Т после сварки; на : фиг. 2 - то же, после сварки и сопутствую- I ш,ей термомеханической обработки по дан- I ному способу.
Способ осуществляют следуюш,им об- разом.
Нагревательные контактные ролики, расположенные за сварочной головкой по ходу сварки, охватывают сформировавшийся сварной шов с контактами нагрева на участке околошовных зон. Так как при послесвароч- ном охлаждении металл шва и околошовной зоны начинает испытывать высокие растя- гиваюш.ие напряжения, то для предотвраше- ния полного развития этого процесса, который, в случае трудносвариваемых материалов, приводит к охрупчиванию, создаются комг1енсируюш,ие напряжения сжатия путем нагрева этих участков проходяш.им между контактными роликами током. Околошовная зона нагревается непосредственно проходящим током, а металл шва - за счет теплопередачи от нагретых околошовных участков. Таким образом, процесс взаимного нагрева металла шва и околошовной зоны носит обратный характер относительно процесса нагрева этих участков при сварке.
Обычно при термической обработке регламентируют температуру и продолжительность нагрева. Однако исследования показывают, что напряжения снимаются в основном уже при выходе на температуру нагрева.
0
г
0
5
0
5
Если одновременно с нагревом осуществлять процесс пластического деформирования нагретого металла, то активно развиваются процессы микроползучести, способствующие полному снятию внутренних напряжений. Опытным путем устанавливают оптимальный диапазон температур нагрева под пластическое деформирование, при котором происходит релаксация напряжений в зоне сварного соединения - 600-850°С. При температуре ниже 600°С полностью не удается устранить отрицательное влияние наклепа металла от деформирования, а это не позволяет в нужной степени восстановить пластичность сварного соединения. Повышение температуры нагрева выше 850°С является нецелесообразным ввиду начала роста зерна обрабатываемого металла; снижения стойкости материала контактных роликов путем изменения формы рабочих поверхностей в процессе горячего деформирования металла околошовных зон.
В зависимости от степени пластической деформации значительно изменяются механические свойства сварных соединений. Опыт ным путем устанавливают, что если степень деформации обжатия менее 8%, то характеристики пластичности и вязкости металла околошовной зоны не превышают 0,75 уровня основного металла. При обжатии 8-10% металл имеет пластичность и вязкость около 0,9 от свойств, основного металла.
В таблице приведены свойства сварных соединений высоколегированной стали 12Х18Н10Т в зависимости от степени деформации и температуры нагрева. Дальнейшее увеличение обжатия значительно не влияет на прирост пластичности, но вызывает определенные технические трудности, вызванные эксплуатационной стойкостью материала контактных роликов и созданием мощных (габаритных) приводов механизмов обжатия.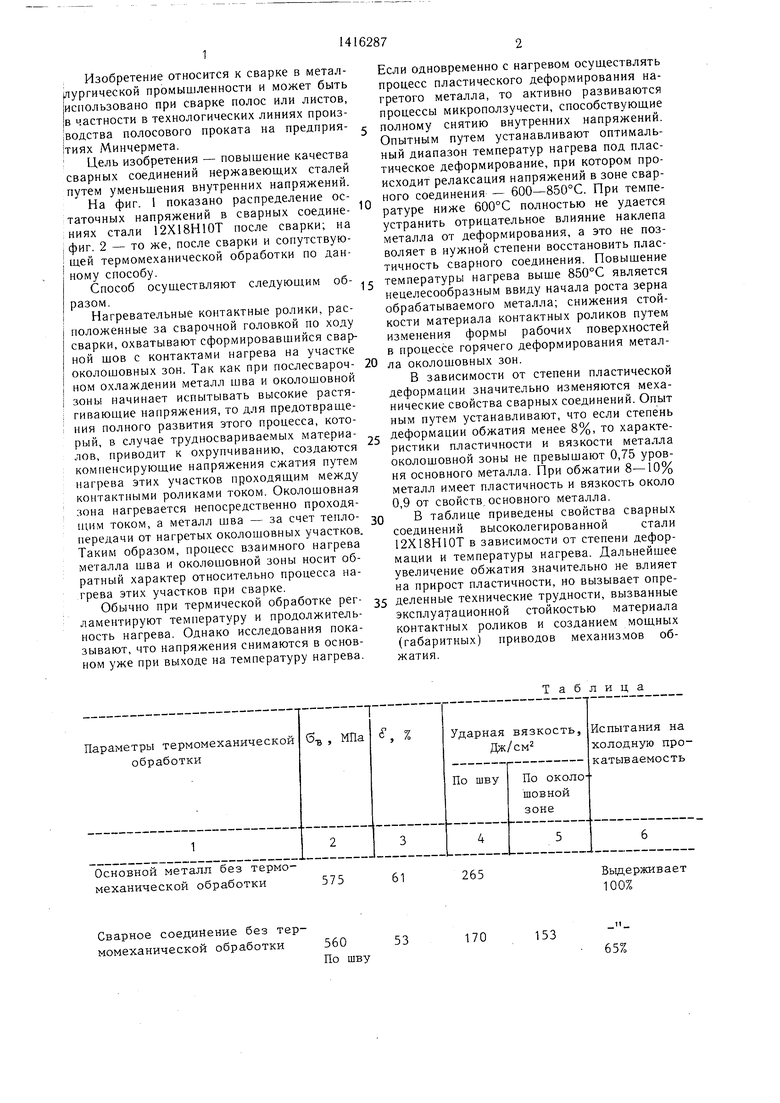
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022744C1 |
| Способ термомеханической обработки сварных соединений | 1988 |
|
SU1636462A1 |
| Способ обработки сварных соединений | 1979 |
|
SU841868A1 |
| Способ изготовления сварных соединений | 1979 |
|
SU789258A1 |
| Способ термомеханической обработки сварных соединений | 1989 |
|
SU1708565A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ получения сварных соединений | 1987 |
|
SU1449248A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
Изобретение относится к сварке, в частности к способам получения сварных соединений, и может быть использовано при производстве полосового проката. Цель изобретения - повышение качества сварных соединений нержавеюш,их сталей. Одновременно со сваркой выполняют термомеханическую обработку околошовной зоны. Для этого зону подвергают одновременному воздействию нагрева и двустороннему деформированию электродными контактными роликами. Температуру нагрева выбирают в интервале 600-850°С. Степень деформирования 8-10%. В результате такой обработки происходит перераспределение внутренних напряжений и, как результат, уменьшение внутренних напряжений посыле сварки. 2 ил. 1 табл.
Основной металл без термомеханической обработки
575
Сварное соединение без термомеханической обработки
560 По шву
Таблица
61
265
Выдерживает 100%
53
170
153
65%
iz::::iii::i::i:i::i
-
1
Сварное соединение с термомеханической обработкой при Т 570 С, обжатии 7%
при Т 860°С, обжа7%
550 60 По околошовнойзоне
при Т 570 С, обжатии 1 1 %
570 52 По шву
при Т 860°С, обжа11 %
565 63 По околошовнойзоне
при С, обжа10%
570 60 По околошовнойзоне
Таким образом, в предлагаемом способе получения сварных соединений, вслед за свар кой стыкуемых кромок производят термомеханическую обработку околошовных участков путем одновременного нагрева и двустороннего деформирования электродными контактными роликами, причем температуру нагрева ограничивают в интервале 600- 850°С, а степень горячей деформации обжатия составляет 8-10%.
Пример. За сварочной головкой, например плазменной, устанавливаются депозитно расположенные электродные контактные ролики, изготовленные из бериллиевой бронзы. Относительно шва ролики устанавливаются таким образом, чтобы ширина рабочей части контактных роликов соответствовала ширине околошовной зоны свариваемого металла. При подаче команды на сварку, сварочная головка и ролики начинают синхронизированное движение вдоль стыка, осушествляя одновременно процесс сварки и термомеханической обработки сварного соединения. Температура и степень обжатия при пластическом деформировании контролируются величиной подаваемого на ролики тока и давлением в приводах обжатия. При подходе сварочной головки к концу стыка и прекра::i
Продолжение таблицы
- 184 190
74%
82%
185
200
220
78%
11
90%
218
240
98%
щении сварки, процесс термомеханической 35 обработки продолжается до подхода роликов к конечному участку шва.
40
Эффективность применения способа опробована для сварки нержавеющего полосового проката. Все сварочные соединения обладают высокими механическими свойствами, что позволяет им выдерживать максимальные обжатия при холодной прокатке.
Таким образом, предлагаемый способ позволяет повысить качество сварных соеди- д5 нений путем уменьшения внутренних напряжений, а также расширить номенклатуру свариваемых материалов.
Формула изобретения
50 Способ получения сварных соединений, при котором вслед за сваркой производят термомеханическую обработку околошовной зоны, отличающийся тем, что, с целью повышения качества сварных соединений нержавеющих сталей путе.м уменьшения внут55 ренних напряжений, термомеханическую обработку околошовной зоны производят путем одновременного нагрева и двустороннего деформирования электродными контактными
14162876
роликами, причем температуру нагрева огра- горячей деформации обжатия составляет ничивают в интервале 600-850°С, а степень 8 -iU/o.
7мм
+Ю
-10 -20
Фиг.1
| Способ изготовления сварных соединений | 1979 |
|
SU789258A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
