с/(0.г-о.
03
ID
Vj
CO ;o
СЛ
ts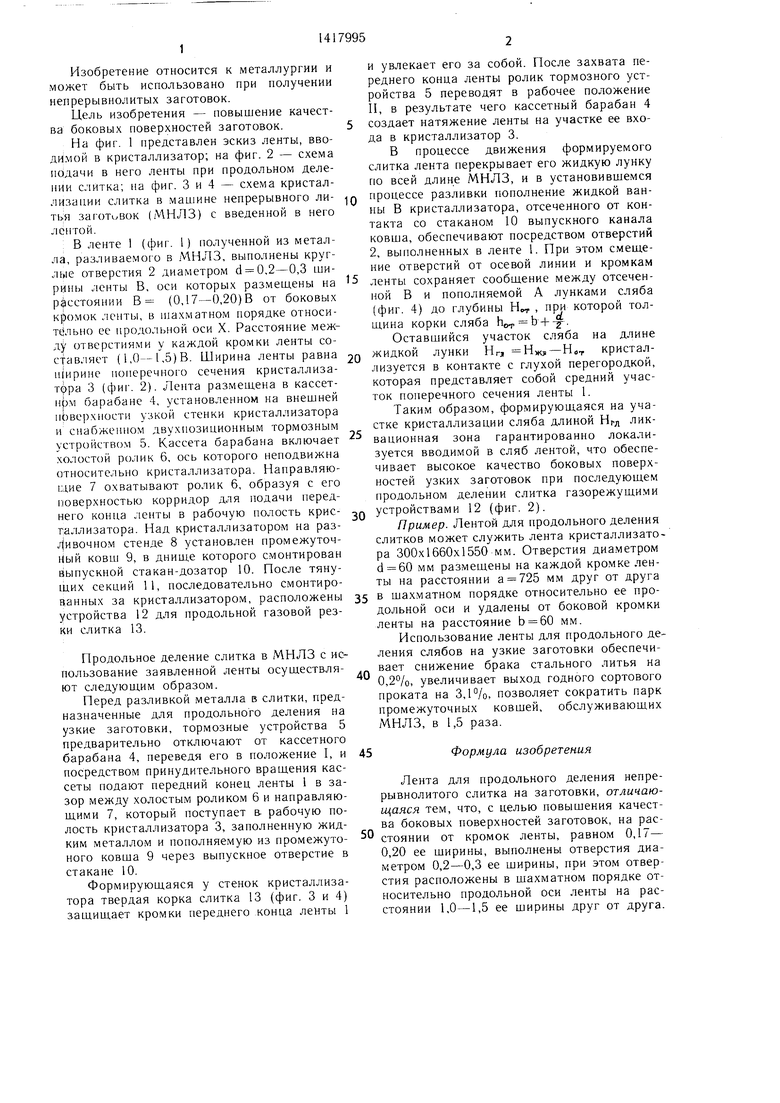
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металла при непрерывном литье заготовок и устройство для его осуществления | 1991 |
|
SU1811973A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ТОНКИХ СЛЯБОВ | 1989 |
|
RU2024348C1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
Изобретение относится к металлургии, конкретнее к непрерывному литью слитков. Цель изобретения - улучшение качества боS(o,r7-o.20)a ковы.х поверхностей заготовок. В ленте 1, полученной из .металла, разливаемого на МНЛЗ, выполнены цилиндрические отверстия 2 диаметром d (0,2-0,3) В (где В - ширина ленты), оси которых размеш,ены на расстоянии Ь(0,17-0,20) В от боковых кромок ленты, в шахматно.м порядке относительно ее продольной оси. Расстояние а между отверстиями, выполненными у каждой кромки ленты, составляет (1,0-1,5) В. Ширина ленты равна ширине поперечного сечения кристаллизатора. Лента размещена в кассетном барабане, установленном на внешней поверхности узкой стенки кристаллизатора. После тянуших секций, последовательно смонтированных за кристаллизатором, расположены устройства для продольной газовой резки слитка. 4 ил. S(0.n-0.20)B S (/
Изобретение относится к металлургии и может быть использовано при получении непрерывнолитых заготовок.
Цель изобретения - повышение качества боковых поверхностей заготовок.
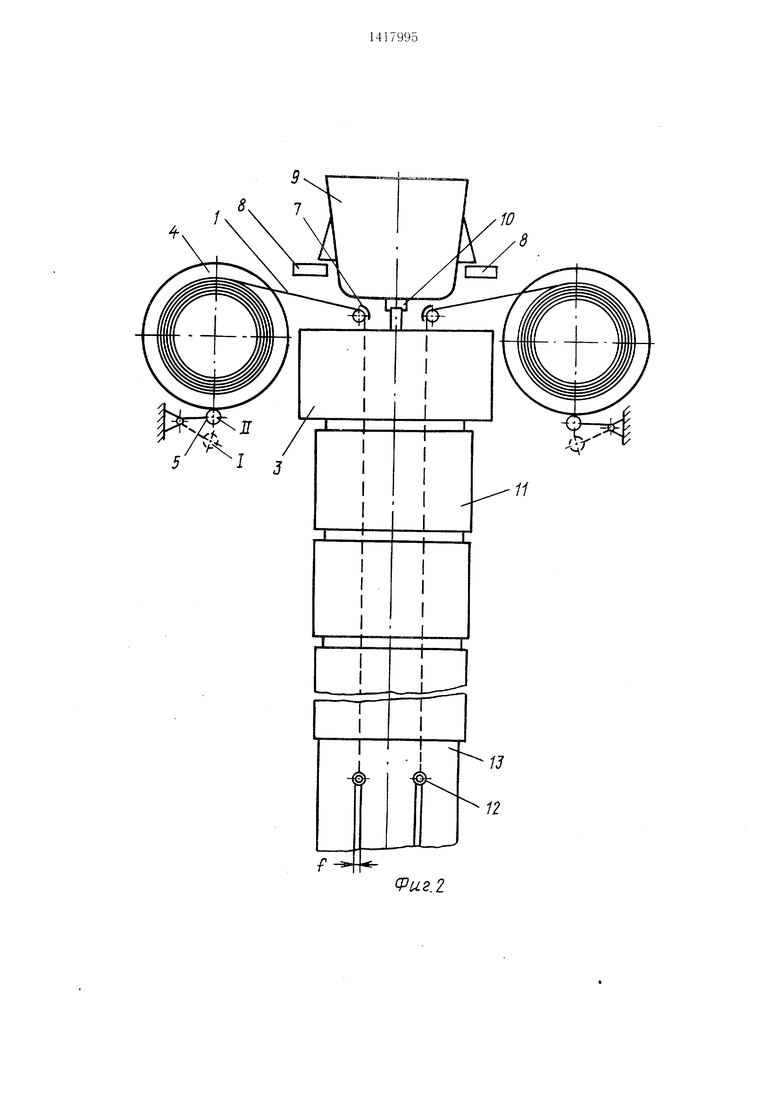
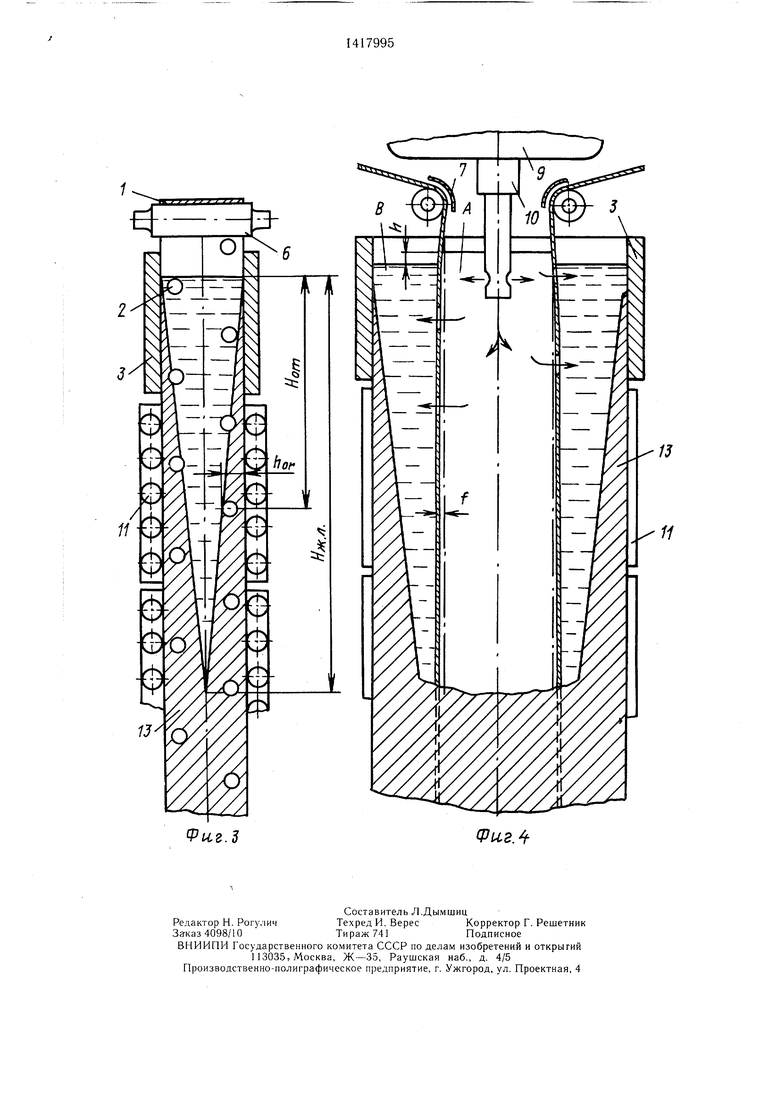
На фиг. 1 представлен эскиз ленты, вво- ди.мой в кристаллизатор; на фиг. 2 - схема подачи в него ленты при продольном делении слитка; на фиг. 3 и 4 - схема кристаллизации слитка в непрерывного литья загот1/вок () с введенной в пего лептой.
: В ленте 1 (фиг. 1) полученной из металла, разливаемого в МНЛЗ, выполнены круглые отверстия 2 диаметром d 0,2-0,3 ширины ленты В, оси которых размепдены на расстоянии В (0,17-0,20) В от боковых KjboMOK лепты, в п1ахматном порядке относительно ее продольной оси X. Расстояние между отверстиями у каждой кромки ленты составляет (1,0-1,5) В. Ширина ленты равна 11|ирине поперечного сечения кристаллиза- тфра 3 (фиг. 2). Лента размещена в кассет- нрм барабане 4, установленном на внешней поверхности узкой стенки кристаллизатора и снабженном двухпозипионным тормозным устройством 5. Кассета барабана включает холостой ролик 6, ось которого пеподвижпа отпосительпо кристаллизатора. Направляющие 7 охватывают ролик 6, образуя с его гюверхностью корридор для подачи переднего конпа ;1енты в рабочую полость кристаллизатора. Над кристаллизатором на раз- ивочном стенде 8 установлен промежуточный ковш 9, в дниш,е которого смонтирован выпускной стакан-дозатор 10. После тяну- ших секций 11, последовательно смонтированных за кристаллизатором, расположены устройства 12 для продольной газовой резки слитка 13.
Продольное деление слитка в МНЛЗ с использование заявленной ленты осупдестБля- ют следуюш,им образом.
Перед разливкой металла в слитки, предназначенные для продольного деления на узкие заготовки, тормозные устройства 5 предварительно отключают от кассетного барабана 4, переведя его в положение I, и посредством принудительного вращения кассеты подают передний конец ленты I в зазор между холостым роликом 6 и направляющими 7, который поступает в- рабочую полость кристаллизатора 3, заполненную жидким металлом и пополняемую из промежуто- ного ковша 9 через выпускное отверстие в стакане 10.
Формируюш,аяся у стенок кристаллизатора твердая корка слитка 13 (фиг. 3 и 4) защищает кромки переднего конца ленты 1
и увлекает его за собой. После захвата переднего конца ленты ролик тормозного устройства 5 переводят в рабочее положение II, в результате чего кассетный барабан 4
создает натяжение ленты на участке ее входа в кристаллизатор 3.
В процессе движения формируемого слитка лента перекрывает его жидкую лунку по всей длине МНЛЗ, и в установившемся
процессе разливки пополнение жидкой ванны В кристаллизатора, отсеченного от контакта со стаканом 10 выпускного канала ковша, обеспечивают посредством отверстий 2, выполненных в ленте 1. При этом смещение отверстий от осевой линии и кромкам
ленты сохраняет сообщение между отсеченной В и пополняемой А лунками сляба (фиг. 4) до глубины Нот . при которой толщина корки сляба Ьо Ьч--.
Оставшийся участок сляба на длине
Q жидкой лунки Hrj Нжл-Нет кристаллизуется в контакте с глухой перегородкой, которая представляет собой средний участок поперечного сечения ленты 1.
Таким образом, формирующаяся на участке кристаллизации сляба длиной Нгд лик- вационная зона гарантированно локализуется вводимой в сляб лентой, что обеспечивает высокое качество боковых поверхностей узких заготовок при последующем продольном делении слитка газорежущими
Q устройствами 12 (фиг. 2).
Пример. Лентой для продольного деления слитков может служить лента кристаллизатора 300x1660x1550 мм. Отверстия диаметром d 60 мм размещены на каждой кромке ленты на расстоянии а 725 мм друг от друга
5 в шахматном порядке относительно ее продольной оси и удалены от боковой кромки ленты на расстояние Ь 60 мм.
Использование ленты для продольного деления слябов на узкие заготовки обеспечивает снижение брака стального литья на 0,2%, увеличивает выход годного сортового проката на 3,1%, позволяет сократить парк промежуточных ковшей, обслуживающих МНЛЗ, в 1,5 раза.
5
0
45
Формула изобретения
Лента для продольного деления непре- рывнолитого слитка на заготовки, отличающаяся тем, что, с целью повыщения качества боковых поверхностей заготовок, на рас- стоянии от кромок ленты, равном 0,17- 0,20 ее ширины, выполнены отверстия диаметром 0,2-0,3 ее ширины, при этом отверстия расположены в шахматном порядке относительно продольной оси ленты на расстоянии 1,0-1,5 ее ширины друг от друга.
Риг.2
| Устройство для непрерывной разливки металла | 1983 |
|
SU1210969A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
