00
о
О5
Изобретение относится к устройствам Д.ПЯ сварки арматурных каркасов и может быть использовано на заводах железобетонных конструкций.
Целью изобретения является упрощение кoнcтpyкIц и устройства и повыше- ние качества каркасов.
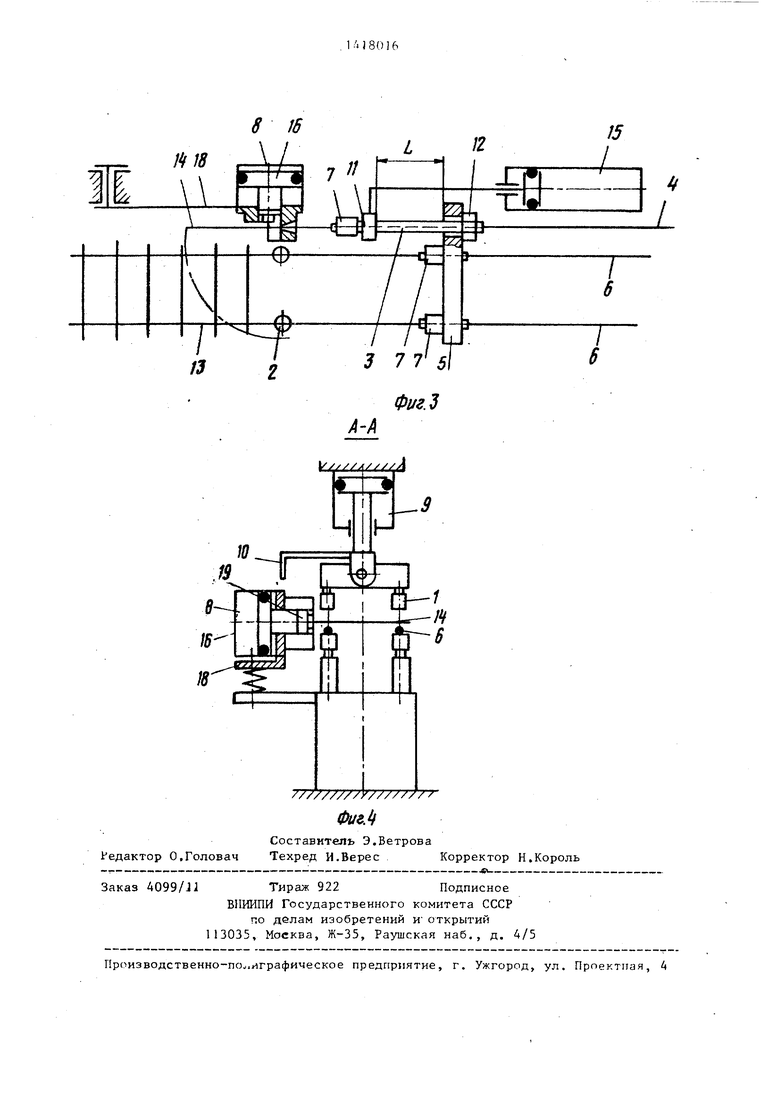
На фиг.1 представлено устройство в момент подачи каркаса и поперечной проволоки с приводом, закрепленным на каретке продольной подачи,план;на . фиг .2 - то же, момент начала сварки пе- ресечений;на фиг, 3 - то же,с приводом, закрепленным на каретке поперечной по- дачи; на фиг,4 - сечение А-А на фиг,2 (момент опускания подвижных электродов) .
Устройство для сварки арматурных каркасов содержит подвижную 1 и не- подвижную 2 сварочные .электроды, ка ретку 3 дпя. подачи поперечной проволоки 4, каретку 5 для подачи продольной проволоки 6, снабженные цанговыми захватами 7, и механизм 8 резки поперечной проволоки 4.
Подвижные электродь 1 приводятся в дв ижение с помощью пневмопривода 9, на штоке которого закреплен толкатель JO,
Одна из каретокJ например, каретА ка 3 для подачи поперечной проволоки 4 установлена подвижно на каретке 5 для подачи продольной дроэолр- ки 6 и снабжена упорами JJ и 12, размещенными с двух сторон каретки 5 с возможностью поочередного их взаимодействия с последней,
В зависимости от соотношения между шагом Т поперечных стержней на изготовляемом каркасе J3 и длиной D отрезаемого от поперечной проволоки 4 Стержня J4 (шириной каркаса) при-, вод J5 перемещения кареток 3 и 5 соединен или с кареткой 5 (при T/D 1 фиг,1 и 2),. или с кареткой 3 (при T/D 1, фиг,3),
Механизм 8 резки поперечной проволоки выполнен в виде пневмоцилинд- ра 36, установленного на поворотном относительно оси 37 рычаге 18, На штоке пневмоцилиндра 16 закреплен г подвижный нож J9, снабженный перед его режущей кромкой выступом 20-, На передней крышке пневмоцилиндра 36 закреплена ножевая втулка 21, ось кото рой расположена параллельно подаче изготавливаемого каркаса 13 и через которую подается попер ечный стер
5
0
5
0
5
0
жень 14, При этом ось ножевой втулки расположена с зазорами между горизонтальной плоскостью подвижных электродов 1 и плокостью продольных стержней 6,
Рычаг 18 подпружинен в направлении движения подвижных электродов с возможностью поворота относительно оси 17 от воздействия на него толкателя 10.
Устройство для сварки арматурных каркасов работает следующим образом,
В исходном положении каретки 5 на- ходится в крайнем правом положении, а зазор L между упорами 1J и кареткой 5 расположен впереди каретки 5
При включении пневмопривода 15 каретка 5 перемещается в сторону сварочных электродов 1 и 2 и подает с помощью цанговых захватов 7 продольную, проволоку 6, При своем перемещении каретка 5 выбирает зазор L и далее воздействует на упор 31, Происходит совместное перемещение кареток 5 . и 3 в сторону сварочных электродов, при котором продольная проволока 6 перемещается на величину поперечного шага каркаса, а поперечная проволо-- ка 4 на длину поперечного стержня 14,
В конце хода кареток 5 и 3 включается пневмоуилиндр 6 механизма 8 резки, подвижный нож 39 которого выступом 20 воздействует на стержень 34;; и, изгибая, разворачивает его поперек каркаса 13 в зону электродов J и 2, При этом стержень 14 располагается с зазорами между подвижными электрода ми 1 и продольной проволокой 6,
По ходу движения подвижного ножа 19 стержень 14 отрезается, сдвига - ется в фиксированное положение и удерживается выступом 20 и торцом, ножевой втулки 21 в горизонтальном положении.
Далее подается команда на опуска - ние подвижных электродо,в 3 для свар ки пересечений, которые по ходу движения соприкасаются с поперечным стержнем 14, В этот момент соприка- сается с рычагом 18 толкатель 30, который отклоняет подпружиненный рычаг 18 вниз вместе с закрепленным в механизме 8 резки поперечным стержнем 14. Далее осуществляются сжатие и сварка пересечений,
В процессе сварки подвижный нож 19 и каретка 5 возвращаются в исходное положение. При этом каретка 5 при
3141
своем движении выбирает расположенный справа от нее зазор L, воздействует на упор. 12 и перемещает карет- ; ку 3. В исходное положение каретки 5 и 3 возвращаются вместе.
После окончания сварки пересечений подвижные электроды вместе с толкателем 10 поднимаются, Одновре- менно возвращается в исходное положение за счет подпружиненного рычага 8 механизм 8 резки поперечной проволоки. Поскольку конец приваренного поперечного стержня 1А освобожден от зажима, механизм 8 резки при подъеме не воздействует на него и не изгибает
Далее работа устройства повторяется.
Использование в предлагаемом устройстве одного привода на каретки подачи продсэльной и поперечной проволоки, а также расположение механизма резки поперечной проволоки на подпру- жнненном в направлении движения электродов рычаге упрощает конструкцию устройства и повьшает качество изготавливаемых каркасов за счет исключения отклонений геометрической формы . изделий.
Формула изобретения
1.Устройство для сварки арматурных каркасов, содержащее подвижные и неподвижные сварочные электроды, каретки подачи продольной и поперечной проволоки с цанговыми захватами и механизм резки поперечной проволоки, подвижный нож которого снабжен выступом, размещенным перед режущей кромкой ножа, а ножевая втулка смонтирована параллельно направлению перемещения арматурного каркаса, отличавшееся тем, что, с целью упрощения конструкции, одна из кареток установлена на второй каретке с возможностью возвратно-поступательного перемещения относительной последней и снабжена упорами, размещенными с обеих сторон каретки с возможностью поочередного взаимодействия с второй кареткой,
2,Устройство поп,,отли- чающееся тем, что, с целью повьшения качества каркасов, механизм резки размещен на подпружиненном в направлении движения электродов рычага, а привод подвижных электродов
,снабжен толкателем, выполненным с возможностью взаимодействия c pii-- чагом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных каркасов | 1985 |
|
SU1258650A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для контактной точечной сварки пространственных арматурных каркасов | 1973 |
|
SU484949A1 |
| Линия контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU523772A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
Изобретение относится к устройствам для сварки арматурных каркасов и может быть использовано на заводах железобетонных конструкций. Цель упрощение конструкции устройства и повышение качества каркасов. При сварке каркасов одновременно подаются продольная 6 и поперечная 4 проволоки (1) каретками подачи 3 и 5, Механическая связь кареток с возможностью возвратно-поступательного перемещения последних относительно друг друга позволяет осуществлять подачу продольной II 6 и поперечной П 4 от одного привода 15, Установкой упоров 11 и 12 регулируют требуемую величину родачи. Механизм 8 резки поперечной П 4 выполнен подпружиненным относительно направления перемещения электродов во время сварки и связан с электродами кинематически. Устройство позволяет сократить число приводов, а также исключить искажение геометрической формъ поперечных сварке. 1 з.п. ф-лы, 4 ил. стержней при е С/)
17
/7
.
13 2 , 14 Фиг.2
/5
.
E
f J6
u
ЁГЙ
/J
| Устройство для сварки арматурных каркасов | 1985 |
|
SU1258650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
