4 1чЭ
00
Изобретение относится к машиностроению и может быть использовано для закрепления деталей из ферромагнитных материалов на различных опера- цИях механической обработки, преимущественно при обработке торцов деталей из тонколистового материала на карусельно-фрезерных и специальных станках с горизонтальной и вертикальной осями расположения плацдаайбы. Целью изобретения является повышение надежности крепления деталей из тонколистового материала при обра- . бЬтке их торцов и экономия магнитного материала. ,
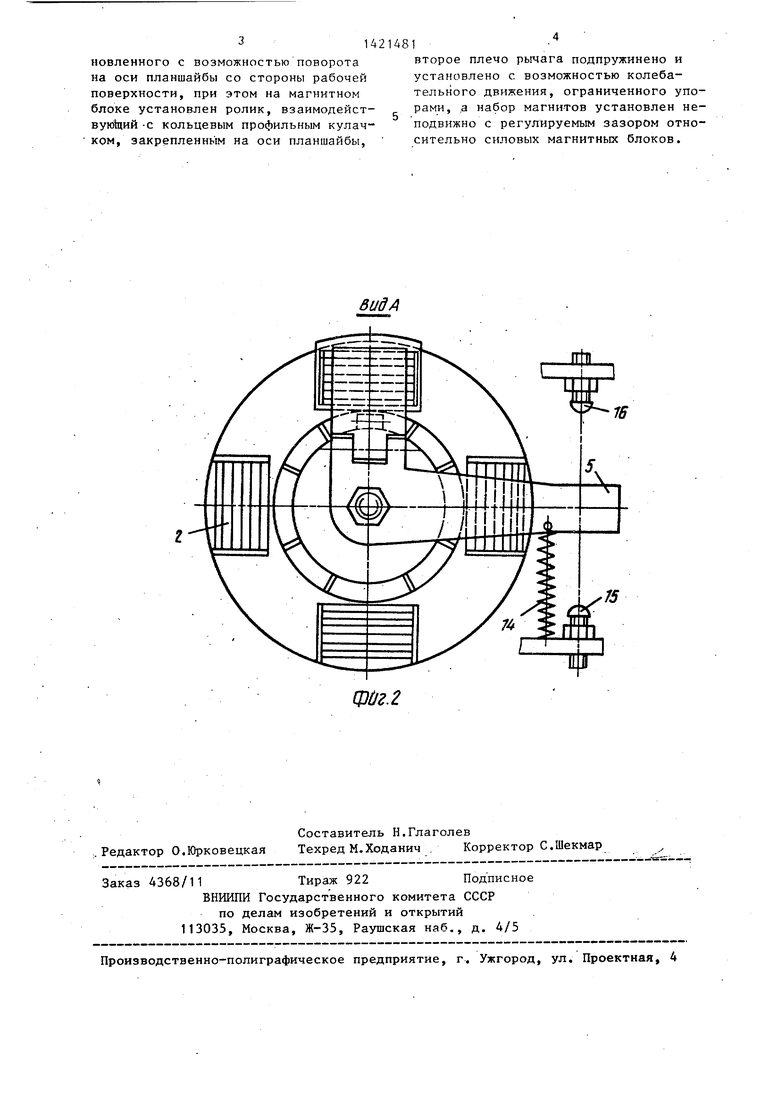
На Фиг. 1 показано магнитное .устройство для закрепления деталей, ббщий.вид в разрезе; на фиг. 2 - вид А йа фиг. 1.
Устройство содержит планшайбу 1 О закрепленными в ней магнитными блоками 2. В центральном отверстии гШаншайбы 1 на шпонке установлен Лриводной вал 3, на котором со сто- РОНЫ рабочей поверхности 4 планшайбы 1 установлен двуплечий рычаг 5, в Одном из плеч которого на шарнире 6 установлена вставка 7 с неподвижно закрепленным в ней магнитным блоком 8 В пазу вставки 7 установлен ролик 9, контактирующий с плоским профильным кулачком 10, закрепленным на валу 3. С торца 11 планшайбы 1 В закрепленном автономно от нее кронШтейне 12 установлен с возможностью перемещения относительно него магнит,- ный блок 1.
Устройство работает следующим образом. . . ; В исходном положении в момент загрузки детали при неподвижной планшайбе 1 один из магнитных блоков 2 находится над ответным магнитным блоком 13, ив рееультате взаимодействия полюсников с противоположной полярностью указанных магнитных блб- ков происходит нейтрализация загрузочной зоны рабочей поверхности 4 планшайбы 1. Величина магнитного потока, необходимая для удержания детали на планшайбе 1, регулируется зазором S, регулируемым перемещением магнитного блока 13 по пазу кронштейна 12. Включают вращение планшайбы 1, при этом деталь выходит из поля действия магнитного блока 13 и притягивается к рабочей поверхности А планшайбы 1 за счет замыкания магнитных
силовых линий блока 2 на деталь. Для повышения надежности закрепления при обработке торцов тонколистовой детали производится дополнительное ее закрепление при помощи ответного магнитного блока 8. При этом при помощи пружины 14 и упора 15 рычаг 5, а следовательно, и блок 8 находятся в исходном (нерабочем) положении. B момент начала обработки один из блоков 2 с закрепляемой деталью находится под блоком 8-. При этом ролик 9, взаимодействующий с кулачком 10, обеспечивает поворот вокруг шарнира 6 вставки 7 с магнитным блоком 8. При этом действием магнитных силовых линий, пронизывающих деталь, магнитные блоки 2 и 8 надежно закрепляют ее, обеспечивая возможность обработки торцов, в процессе которой магнитный блок 8 сопровождает деталь при повороте планшайбы до контакта рычага 5 с упором 16. Затем взаимодействием ролика 9 с кулачком 10 магнитный
блок 8 отрывается от детали и основного магнитного блока 2 и пружиной 1Д возвращается в исходное положение. Для исключения отрыва детали вместе с блоком 8 он выполняется с меньшей магнит.оемкостью, чем блоки 2. При дальнейшем вращении планшайбы Т обработанная деталь, закрепленная .на магнитном блоке 2, попадает в зону действия магнитного блока- 13, размагничивается , обеспечивая возможность ее снятия со станка и загрузки следующей детали. Далее цикл повторяется. Формула изобретения
Магнитное устройство для закрепления деталей, содержащее планшайбу, по секторам рабочей поверхности которой закреплены магнитные силовые блоки, с противоположной стороны набор магнитов, установленный с возможностью последовательного взаимодействия с каждым из магнитных силовых блоков планшайбы, отличающ е е с я тем, что, с целью повышения надежности крепления деталей из тонколистового материала при обработке их торцов и экономии магнитного матери ала, устройство снабжено дополнительной магнитной системой, выполненной в виде установленного в корпусе магнитного блока, ответного силовым блокам, шарнирно закрепленного на одном из плеч рычага, установленного с возможностью поворота на оси планшайбы со стороны рабочей поверхности, при этом на магнитном блоке установлен ролик, взаимодейст- вуюЬ1ий -с кольцевым профильным кулачком, закрепленным на оси планшайбы.
второе плечо рычага подпружинено и установлено с возможностью колебательного движения, ограниченного упорами, а набор магнитов установлен неподвижно с регулируемым зазором относительно силовых магнитных блоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для одновременной обработки фасок | 1982 |
|
SU1057185A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Полуавтомат для пространственной гибки труб | 1986 |
|
SU1378985A1 |
| Автомат для подрезки торцов | 1982 |
|
SU1076198A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
Изобретение относится к специальной технологической оснастке на постоянных магнитах и может быть использовано в.металлообработке для з акр епления деталей из ферромагнитных материалов при обработке их торцов для повышения надежности крепления и снижения магнитоемкости. На планшайбе 1 закреплены магнитные блоки 2. На рабочей стороне планшайбы 1 на- валу 3 установлен рычаг, на одном плече которого шарнирно расположен ответный магнитный блок 8 и ролик -9, контактирующий с плоским профильным . кулачком 10, закрепленным на валу 3. Рычаг подпружинен и его колебательные движения ограничены упорами С торца планшайбы 1 в кронштейне 12, закрепленном автономно от нее, установлен ответный магнитный блок 13. Зазор между поверхностями магнитных блоков 2 и 13 регулируется перемещением блока 13 в пазу кронштейна 12. . При обработке детали она удерживается магнитным полем одного из блоков 2 и блоком 8, затем обработанная деталь попадает в зону разгрузки, где открепляется в результате взаимодейс.т- ВИЯ одного из магнитных блоков 2 и блока 13. 2 ил. § О)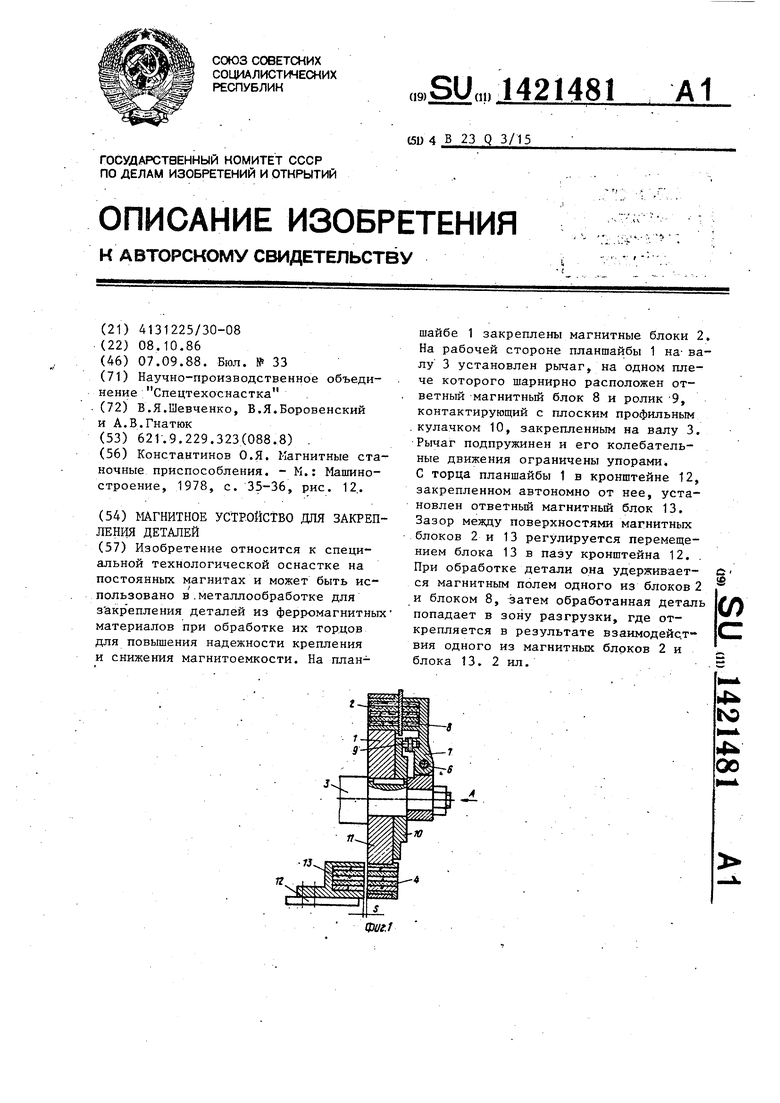
ВидА
ФОг.г
| Константинов О.Я | |||
| Магнитные станочные приспособления | |||
| - М.: Машиностроение, 1978, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
