4 Ю
со
ф1/г.1
Изобретение относится к машиностроению и может быть использовано в гибких производственных модулях сборки Для накопления и выдачи деталей .
Цель изобретения - расширение функ 1|1иоиальных возможностей за счет обеспечения подпитки устройства во время его работы.
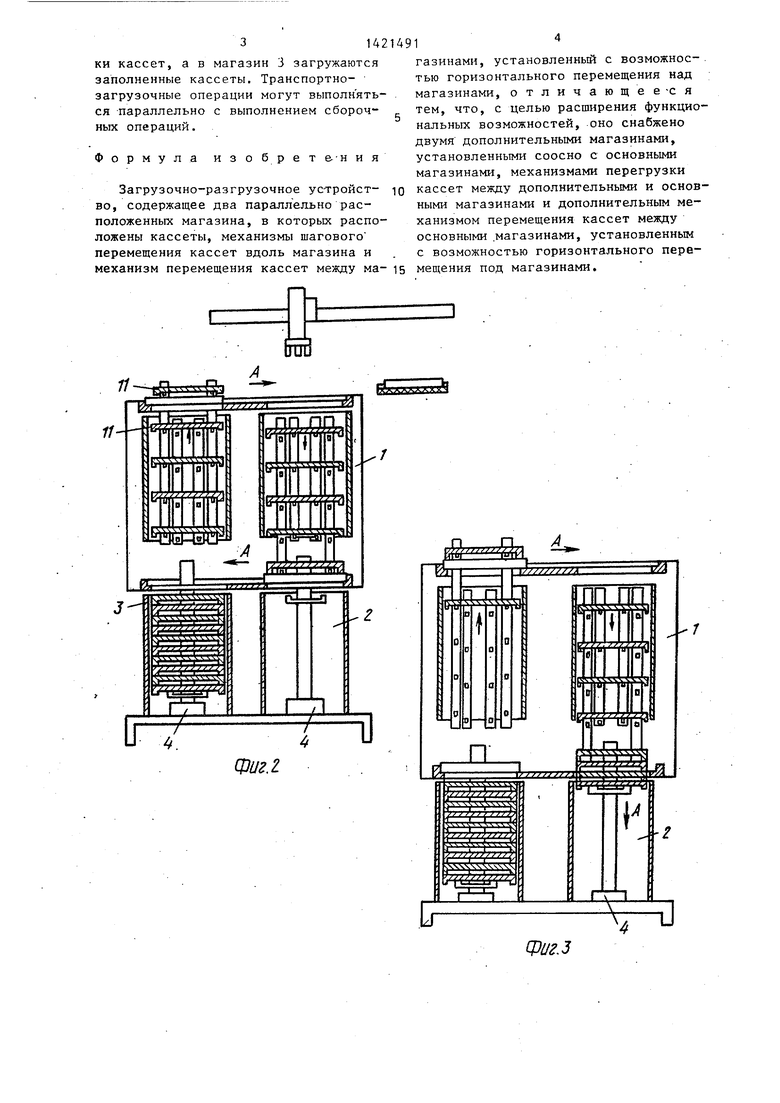
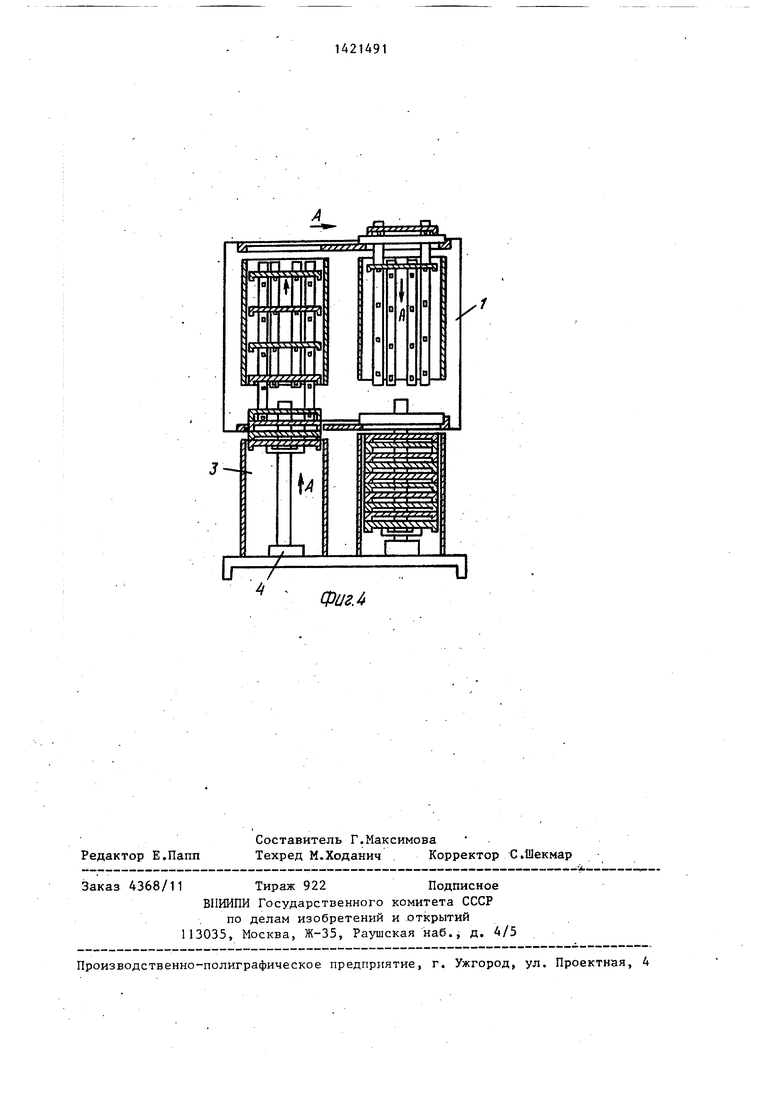
На фиг. 1 изображено загрузочно- азгрузочное устройство, исходное положение, и схема его встраивания в роботизированный гибкий производственный модуль сборки, общий вид; на фиг. 2 - то же, момент подачи кассеты род схват промьпиленного робота; на фиг.З - то же. Момент загрузки кассет в приемный магазин; на фиг. 4 - то же момент выгрузки кассет из выдающего Магазина.
I Устройство состоит из магазина-пи:тателя 1, двух дополнительных магази- jHOB - приемного 2 и выдающего 3, снаб женных механизмами перегрузки 4 кас- сет между магазинами 2 и 3 и ма- тазином-питателем 1. Магазин-питатель 1 снабжен механизмами подъема 5, опускания 6 и горизонтального перемещения кассет вправо 7 и влево 8.
Механизмы 5 и 6 подъема и опускания выполнены в виде двух пар подвижных 9 и неподвижных 10, штанг, попеременно взаимодействующих с кассетами 11,пальцами 12, установленными на штангах с возможностью возвратно-поступательного перемещения перпендикулярно продольной оси штанги ,Механизмы 7 и 8 горизонтального .перемещения кассет выполнены в виде каретки 13, перемещающейся в направ- ляюпщх 14. В корпусе направляющих 14 выполнены окна 15 для передачи кассет
Приемный 2 и вьщающий 3 магазины установлены с возможностью перемещения кассет в вертикальном направлении. Устройство перегрузки кассет выполнено в виде платформы 16, закрепленной на линейном электроприводе 17 с шаговой подачей.
Сборка осуществляется промышленным роботом 18-, базовая деталь. 19 поступает по транспортеру 20.
Устройство работает следующим образом.
В исходном состоянии магазин-питатель 1 и выдающий магазин 3 заполне- - ны кассетами, приемный магазин 2 - пустой. Кассеты 11 в магазине-пита
.
- 10
. 20
: - 25 , 30
.
35
40
45
50
.55
теле 1 уложены согласно техпроцессу сборки, т.е. первая кассета, находящаяся под схватом робота, несет детали, устанавливаемые на базовую деталь первыми, на второй кассете - детали, устанавливаемые вторыми и т.д. В магазине 3 кассеты уложены в порядке, соответствующем последовательности опорожнения кассет в магазине 1.
В процессе сборки кассеты перемещаются по замкнутому контуру (по стрелкам А) в магазине-питателе 1, при этом после сборки очередного изделия цикл циркуляционного перемещения кассет повторяется. В механизмах
5и 6 подъема и опускания вертикальное шаговое перемещение кассет производится подвижными штангами 9, совершающими возвратно-поступательное движение, при этом фиксация кассет при возвратном ходе штанг 9 осуществляется неподвижными штангами 10, Горизонтальное перемещение кассет производится каретками 13 механизмов 7
и 8. Захват кассет 11 с кареток 13 и установка их на каретки осуществляется с помощью крайних пальцев 12 подвижных штанг 9.
По мере того, как из какой-либо кассеты по техпроцессу робот 18 выберет все детали, эта ка ссета переда- . ется подвижными штангами 9 механизма
6опускания н.а платформу 16 приемного магазина 2,- находящуюся в нем положении.
На место снятой кассеты, не меняя порядка следования кассет в магазине-питателе 1, из вьщающего магазина 3 механизмом перегрузки 4 подается кассета с теми же деталями. Для этого стопа кассет в магазине 3 поднимается, подвижные штанги механизма 5 подъема захватьюают верхнюю кассету стопы. Каретка 13 механизма В при снятии кассет в магазин 2 находится в левом положении, освобождая окно 15, при подаче новой кассеты из магазина 3 - в правом положении.
После того, как в магазине-питателе 1 освободятся все кассеты, они перегружаются в магазин 2 (фиг. 3) и на их место из магазина 3 загружаются новые кассеты (фиг. 4).
В гибких производственных системах пустые кассеты из ма газина 2 могут перегружаться на участок загруз3142.
ки кассет, а в магазин 3 загружаются заполненные кассеты. Транспортно- загрузочные операции могут выполняться параллельно с выполнением сборочных операций.
Формула изобрете-ния
Загрузочно-разгрузочное устройство, содержащее два параллельно расположенных магазина, в которых расположены кассеты, механизмы шагового перемещения кассет вдоль магазина и механизм перемещения кассет между ма1
газиками, установленный с возможностью горизонтального перемещения над магазинами, отличающее-с я тем, что, с целью расширения функциональных возможностей, оно снабжено двумя дополнительными магазинами, установленными соосно с основными магазинами, механизмами перегрузки
кассет между дополнительными и основными магазинами и дополнительным механизмом перемещения кассет между основными .магазинами, установленным с возможностью горизонтального перемещения под магазинами.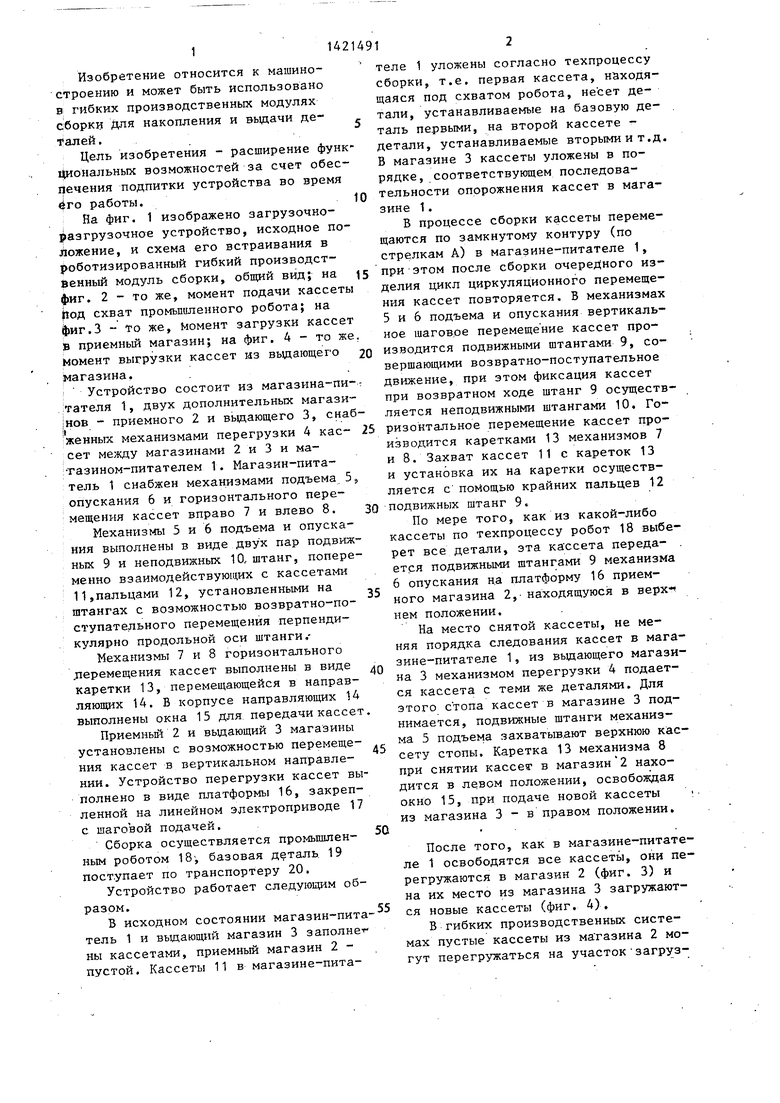
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Автоматизированная транспортно-накопительная система | 1987 |
|
SU1458163A2 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Накопитель-перегрузчик | 1987 |
|
SU1437185A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для термообработки изделий | 1986 |
|
SU1475933A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
Изобретение относится к области машиностроения,и может быть использовано в гибких производственных модулях сборки для накопления и выдачи деталей. Цель изобретения - -расширение функциональных возможностей за счет обеспечения-подпитки устройства- во время его работы. Для этого загрузочно-разгрузочное устройство, состоящее из магазина-питателя 1, снабжено дополнительньп и магазинами - приемным 2 и выдающим 3, в которых расположены механизмы 4 перегрузки кассет 8 между магазинами 2 и 3 и . магазином-питателем 1. В процессе сборки кассеты перемещаются по замкнутому контуру в магазине-питателе 1. По мере того как из кассеты робот 15 выберет все детали, эта кассета опускается на платформу 13 приемного магазина 2. Пустые кассеты из магазина 2 перегружаются на участок загрузки кас-. сет, а в магазин 3 загружаются заполненные кассеты. Транспортно-загрузоч- ные операции могут вьшолняться параллельно с выполнением сбьрочных операций. 4 ил. W
-ш 11шда
..1
ш
L
/ 4
Фиг. г
|.yvy /yykAJL54
Фиг.з
ifb( f m
ФигЛ
| Магазин-накопитель деталей | 1983 |
|
SU1148757A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
