в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для разгрузки контейнеров после термообработки | 1982 |
|
SU1067336A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
Изобретение относится к термической обработке металлов ,в частности, к устройствам для автоматической термообработки деталей, и может быть использовано в машиностроении. Целью изобретения является расширение номенклатуры обрабатываемых изделий и обеспечение стабильности автоматического цикла работы устройства. Клинья, взаимодействуя с фрикционными колесами, поднимаются, освобождая выдвигаемые из магазина-контейнера 3 в зону термообработки кассеты 4, снабженные отверстиями 51 для их шаговой фиксации и соосными с отверстиями сменными стаканами 50, в которых размещены обрабатываемые детали. После заполнения кассеты 4 термообработанными деталями она вставляется в приемный магазин-контейнер и фиксируется клиньями. 1 з.п.ф-лы, 5 ил.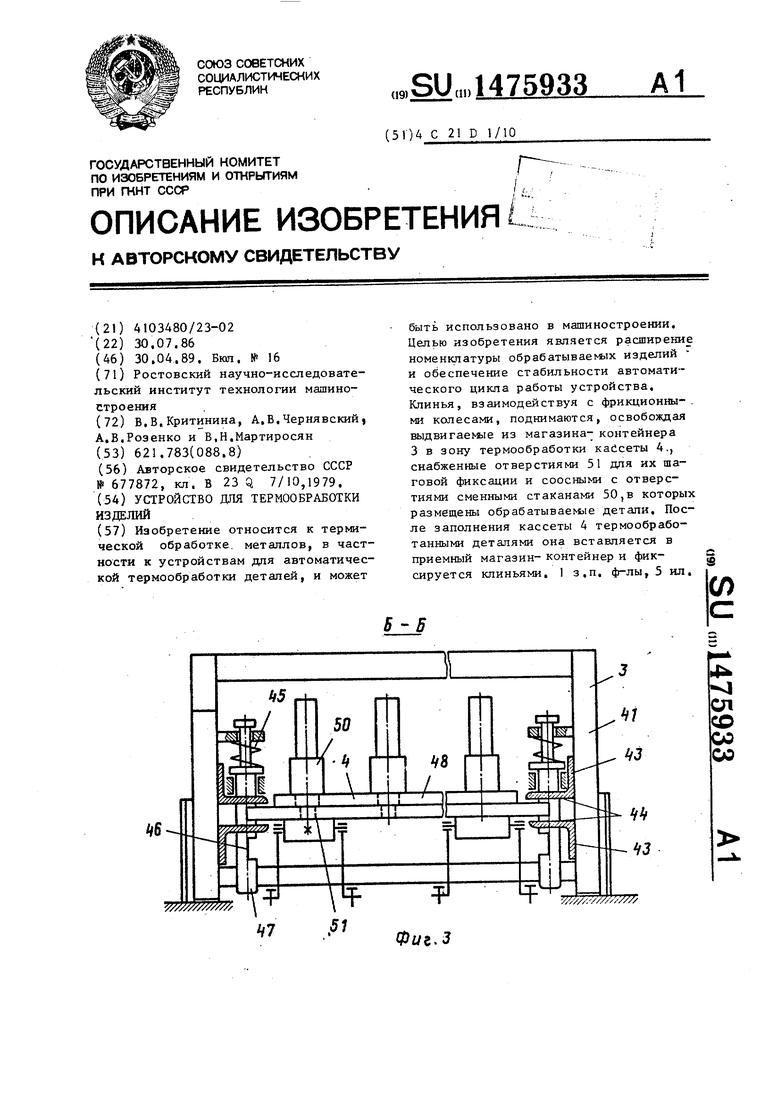
4ь 1
сл
со
00
со
10
Изобретение относится к термической обработке металлов, в частности к устройствам для автоматической термообработки деталей и может быть использовано в машиностроении.
Цель изобретения-расширение номенклатуры обрабатываемых изделий и I обеспечение стабильности автоматического цикла работы устройства,
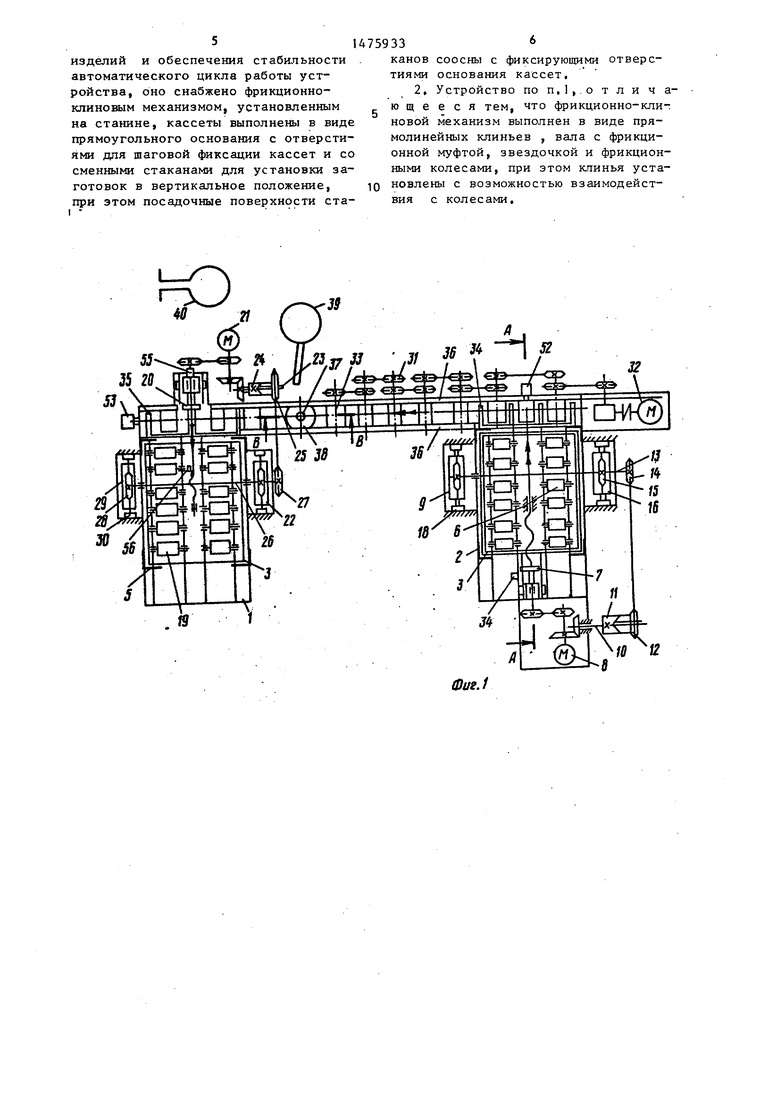
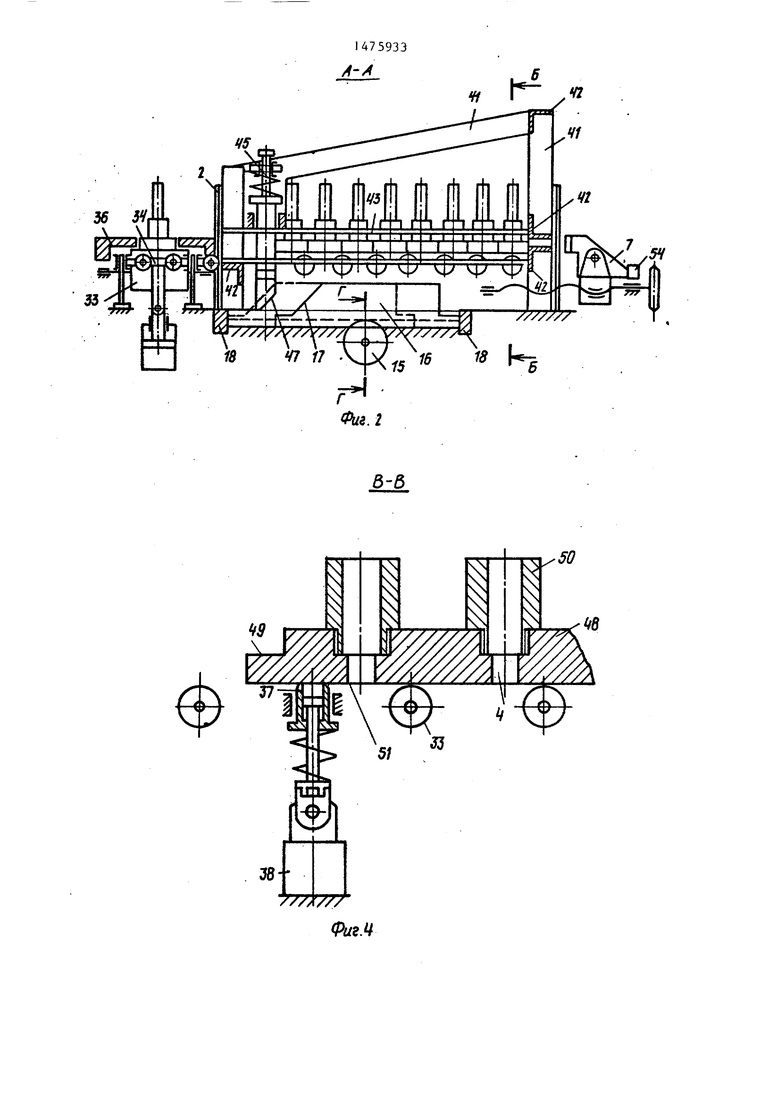
На фиг.1 схематически показано устройству для термообработки изде- . лий; на фиг,2 - сечение А-А на фиг.Ц на фиг.З - сечение Б-Б на фиг.2; на фиг,4 - сечение В-В на фиг.З; на15
фиг.З - сечение Г-Г на фиг,2,
Устройство содержит станину 1 на которой закреплены с одной стороны ограничители 2 для установки в них сменного магазина-контейнера 3 с 20 кассетами 4, а с другой стороны станины 1 закреплены ограничители 5 для установки сменного магазина-контейнера 3 без кассет,
Между ограничителями 2 на станине 1 расположены два ряда неприводных роликоопор 6 для облегчения передви25
30
жения кассет 4 при выталкивании их из магазина 3, толкатель 7, установленный с возможностью возвратно-поступательного перемещения от электромеханического привода 8, и фрикционно- клиновой механизм 9 для обеспечения возможности выталкивания кассет 4 из магазина 3,35
Фрикционно-клиновой механизм 9 устройства выполнен в виде вала 10 с фрикционной муфтой 11 и свободно сидящей звездочкой 12, вала 13 со звездочкой 14 и фрикционными колеса- 40 ми 15, а также прямолинейных клиньев 16, установленных с возможностью зацепления с фрикционными колесами 15, Боковой торец 17 клиньев 16 имеет уклон, а для ограничения 45 возвратно-постунательного перемещения клиньев 16 использованы жесткие упоры 18,
Между ограничителями 5 на станине 1 расположены роликоопоры 19 с толкателями 20 и электромеханическим приводом 21, а также фрикционно- клиновой механизм,
Фрикционно-клиновой механизм 22
Магазин-контейнер 3 представлен рамной конструкцией, выполненной в виде щек 41, соединенных стяжками 30 42, К щекам 41 жестко приварены направляющие 43 для кассет 4, при это направляющие 43 расположены попарно
так, что образуют щелевые пространства 44, в которые кассеты 4 установлена с возможностью свободного перемещения. Пары направляющих 43 с одной стороны жестко ограничены поперечными стяжками 42, ас другой имеют отверстия для установки подпружиненных клиньев 45, Клин 45 выполнен в виде стержня для перекрыти щелей 44 и предохранения самопроизвольного выскальзывания кассет 4 и магазина 3, В нижней части клина 4 выполнен прямоугольный паз 46 и ск 47, Паз 46 предназначен для откры ния щели 44, когда клин 45 находитс в приподнятом положении, Скос 47 сл жит для взаимодействия клина 45 с фрикционно-клиновыми механизмами 9 или 22,
Кассета 4 выполнена в виде плос кого основания 48 с заходными краями 49 для установки в направляющи
включает в себя вал 23 с фрикционной « магазина 3, На верхней поверхности муфтой 24 и свободносидящей звездоч- -кой 25, вал звездочкой 27 и фрикционными колесами 28, а также прямолинейные клинья 29, Для ограниоснования 48 установлены на резьбе съемные стаканы 50, а соосно с посл ними выполнены заходные отверстия 5 для ловителя 37.
0
0
5
чения движения клиньев 29 предназначены упоры 30,
Ограничители 2 и 5 связаны между собой приводным рольгангом 31 с приводом 32, установленным на станине 1. Между роликами 33 рольганга 31 находятся две подъемные каретки 34 и 35, причем каретка 34 предназначена для установки кассеты 4 на рольганге 31, а подъемная каретка 35 предназначена для подъема кассеты 4 с рольганга. Ограничители 36 установлены на станине 1 для направления движения кассеты 4 по рольгангу 31,
Между роликами 33 на станине 1 Установлен подпружиненный ловитель 37 с электромагнитом 38 для шаговой фиксации кассет 4 в заданном положении с возможностью обеспечения роботу 39 захвата детали из кассеты 4 для термообработки или установки в кассету 4 готовой детали.
Робот 39 установлен стационарно 5 между станиной 1 устройства и нагревателем 40,
Магазин-контейнер 3 представлен рамной конструкцией, выполненной в виде щек 41, соединенных стяжками 0 42, К щекам 41 жестко приварены направляющие 43 для кассет 4, при этом направляющие 43 расположены попарно
так, что образуют щелевые пространства 44, в которые кассеты 4 установлена с возможностью свободного перемещения. Пары направляющих 43 с одной стороны жестко ограничены поперечными стяжками 42, ас другой имеют отверстия для установки подпружиненных клиньев 45, Клин 45 выполнен в виде стержня для перекрытия щелей 44 и предохранения самопроизвольного выскальзывания кассет 4 из магазина 3, В нижней части клина 45 выполнен прямоугольный паз 46 и скос 47, Паз 46 предназначен для открывания щели 44, когда клин 45 находится в приподнятом положении, Скос 47 служит для взаимодействия клина 45 с фрикционно-клиновыми механизмами 9 или 22,
Кассета 4 выполнена в виде плоского основания 48 с заходными краями 49 для установки в направляющие
магазина 3, На верхней поверхности -основания 48 установлены на резьбе съемные стаканы 50, а соосно с последними выполнены заходные отверстия 51 для ловителя 37.
Конечные выключатели 52 и 53 установлены на станине 1 и предназначены для ограничения движений кассеты 4 по рольгангу 31, выключатель 54 для ограничения хода толкателя 7, выключатель 55 и 56 для ограничения хода толкателя 20,
Устройство работает следующим образом,
Предварительно на станине 1 в ограничители 2 устанавливаются магазин-контейнер 3 с кассетами 4, заполненными деталями под обработку, а в ограничители 5 устанавливается пус- той магазин-контейнер 3,
По команде Пуск в автоматическо режиме включается привод 8, толкател 7 начинает двигаться вперед к кассетам 4,
Одновременно с этим вступает в действие фрикционно-клиновой механизм 9, в котором через систему передач приходят в поступательное движение клинья 16 и своим торцом 17 нажимают на торец 47 клиньев 45 магазина-контейнера 3, Клинья 45 при этом поднимаются до уровня, когда пазы 46-совмещаются со щелями 44 магазина 35освобождая кассетам 4 выход из магазина 3.
Как только выход для кассет 4 окажется открытым, клин 16 упирается в упор 18 и механизм 9 через фрикционную муфту 11 отключается от привода. 8. Толкатель 7 подходит к кассетам 4 и проталкивает пакет кассет 4 вперед, пока крайняя из них не поместится на каретке 34, конечник 52 при этом подает команду на останов толкателя 7 и на опускание каретки 34 вниз. Кассета 4 попадает на рольганг 31, включается привод 32 рольганга 31, .кассета 4 движется вперед. При освобождении места для новой кассеты 4, вновь по команде поднимается каретка 34 и процесс выдачи новой кассеты 4 на рольганг 31 повторяется.
При подходе кассеты 4 к ловителю 37 подается команда на подъем магнита 38 и подпружиненный ловитель 37 начинает скользить по нижней поверхности кассеты 4 и попадает в отверстие 51 кассеты 4, при этом подается команда на останов рольганга 31 и включение в работу робота 39, который забирает деталь из стакана 50 и устанавливает ее в нагревателе 40, Снова поступают последовательно ко
10
20
25
30
15
35
40
5
0
5
манды на отключение магнита 38, последний вместе с ловителем 37 опускается на ход рольганга 31 вперед .на включение магнита 38, при этом ловитель 37, вновь скользя по кассете 4, попадает в следующее отверстие 51 кассеты 4, Вновь дается команда на включение робота 39, который снимает с нагревателя АО готовую деталь, устанавливает ее в пустой стакан 50 кассеты 4 и берет следующую деталь для подачи ее в нагреватель 40, и цикл повторяется,
Когда кассета 4 с готовыми деталями достигает конечника 53, дается команда на отключение рольганга 31 и на подъем каретки 35 вверх. После этого включается привод 21 и фрикци1- онко-клиновой механизм 22 через систему передач поднимает клин 45 второго магазина 3, открывая проход в направляющие 43 магазина 3, Клинья 29 упираются в упор 30, и механизм 22 отключается, а толкатель 20 проталкивает заполненную кассету 4 в пустой магазин 3. Далее толкатель 20 и клинья 29 возвращаются в исходное положение, опуская клинья 45 магазина 3 и тем самым запирая его, каретка 35 опускается, рольганг 31 включается на ход вперед и цикл повторяется.
Когда опустеет магазин 3, находящийся в ограничителях 2,. толкатель 7 возвращается в исходное положение, клинья 16 фрикционно-клинового механизма 9 возвращаются в исходное положение, клинья 45 магаз ина 3 опускаются, тем самым перекрывая щели 44, Пустой магазин 3, не прекращая работы установки, можно убрать и установить для продолжения работы установки следующий магазин-контейнер 3,
Применение устройства позволяет полностью автоматизировать процесс термообработки деталей различной конфигурации без переналадки устройства. Устройство может выстраиваться в гибкие автоматизированные линии.
Формула изобретения 1 , Устройство для термообработки изделий, содержащее нагреватель, робот,станину с установленными на ней магазинами- контейнерами с выдвижными кассетами, толкателями, приводным рольгангом и каретками, отличающееся тем, что, с целью расширения номенклатуры обрабатываемых
изделий и обеспечения стабильности автоматического цикла работы устройства, оно снабжено фрикционно- клиновым механизмом, установленным на станине, кассеты выполнены в виде прямоугольного основания с отверстиями для шаговой фиксации кассет и со сменными стаканами для установки заготовок в вертикальное положение, при этом посадочные поверхности стаДЦСТ ППТГТТТ.1. I1L SF V U Г Y/JF
г ТЭТ ее «SC/ ГО
759336
канов соосны с фиксирующими отверстиями основания кассет.
, 2, Устройство по п, 1 , о т л и ч а- 5 ю щ е е с я тем, что Фрикционно-кли- новой механизм выполнен в виде прямолинейных клиньев , вала с фрикционной муфтой, звездочкой и фрикционными колесами, при этом клинья уста- Ю новлены с возможностью взаимодействия с колесами.
j/ П
32
45
IrF:
}////YSS//Y///f TSX(/S///b4
18V7 /7 ZXf5 Г( Ц
г. 2
W
///л///
ФигМ
Л7
16
15
Фиг. 5
| Загрузочно-разгрузочное устройство | 1977 |
|
SU677872A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
