Изобретение относится к литейному производству, в частности к изготовлению трубчатых отливок центробежным способом в формах с горизонтальной осью вращения.
Целью изобретения является повышение качества отливок.
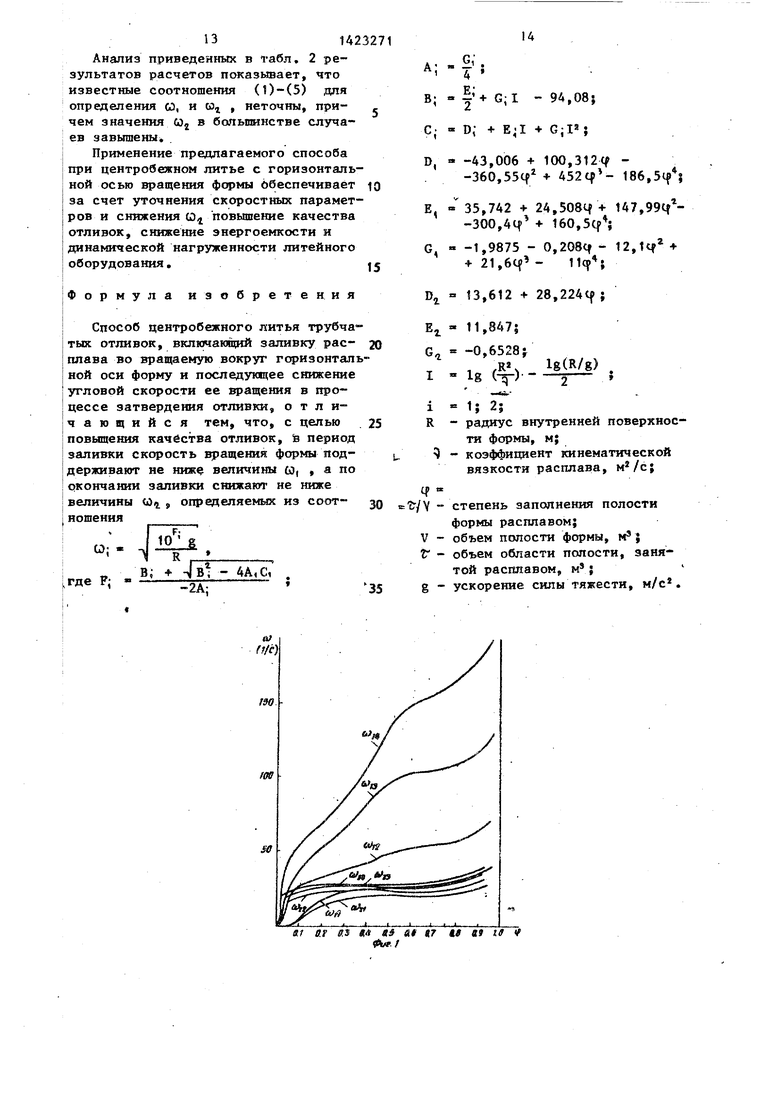
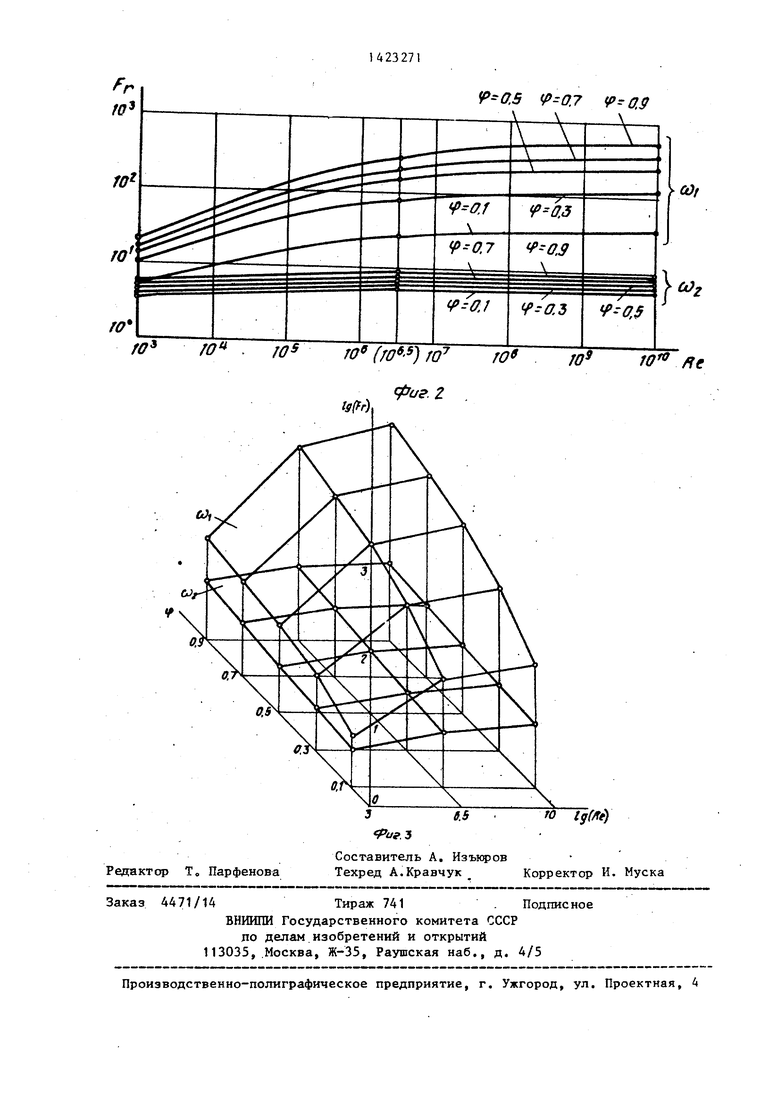
На фиг. 1 приведены результаты экспериментального определения со, и Uj при неизменном радиусе поверхности полости и варьируемых вязкости жидкости и степени заполнения полости; на фиг„ 2 - результаты испытаний в виде универсальных графиков CD, и COj в .логарифмических осях Re и Fr для любых зн ачений R и и дискретных значений ср , полученные на основании критериев (1) - (3) с использованием сглаживания и экстрапо- ляции; на фиг 3 - графики функции Ig(Fr) filg(Re)cf дпя СО, и Q , полученные на основании графиков, изображенных на фиг. 2,
Способ включает запивку расплава во вращаемую вокруг горизонтальной оси форму и последукяцее снижение угловой скорости ее вращения в процессе затвердевания отливки, в период заливки скорость вращения формы под- держивают не ниже величины Q,, а по окончании заливки снижают не ниже величины (0, определяемых из соотношения
Q;
R
де F,
В;
С;
D.
Bi -f - в1 - 4A;cl -2A;
iL
2
to
f Cil - 94,08;
D,
D; E;I + Gil
-43,006 + 100,312tf- 360,55cf2
+ 452(f3 I86,
35,742 24,508if + U7, - 300, + 160,
-1,9Й75 - 0,208cf - 12,1cf +
+ 21,6( -
13,612 + 28,224tf ;
11,847;
-0,6528;
u() -
g
i 1; 2;
,
Q 5 0
5 Q
5
to
°
W,- угловая скорость стационарного вращения формы, при которой происходит переход нетрубчатой формы движения расплава в трубчатую при разгоне формы, 1/с;
ODj - угловая скорость стационарного вращения формы, при которой происходит переход трубчатой формы движения расплава в нетрубчатую при выбеге формы, 1/с;
R - радиус внутренней поверхности формы, м;
- коэффициент кинематической вязкости расплава,
tf
-Zl степень заполнения полости формы расплавом;
V - объем полости формы, м ;
t - объем области полости, занятой расплавом, м ;
g - ускорение силы тяжести, м/с.
На фиг. 1 приняты следующие обозначения; 1 и 2 для первого индекса 03 соответствуют оэ, и COz ; 1-4 дпя второго индекса и) - жидкости с коэффициентом кинематической вязкости , соответственно, 10 м /с, 1,4x10 4x10 и . Поскольку барабан при испытаниях бып установлен бандажами в роликовых опорах, полученные злачения СО, и (0 несколько завыще- ны по сравнению с идеальным опирани- ем, исключающим вибрацию, и.близки к реальным значениям СО дл я центробежно- литейных форм.
Критериями подобия течения вязкой жидкости под действием силы тяжести являются числа Рейнольдса Re и Фруда Fr. В данном случае дополнртельным критерием является степень заполнения полости и критериями подобия рассматриваемого движения жидкости являются:
(оК Re
Fr
T
Q R2
(1) (2)
(3)
Графики, изображенные на фиг. 2, описывают движение жидкости при вариации параметров: R 0,01-2,0 м; 10 V/c;cp 0,1-0,9.
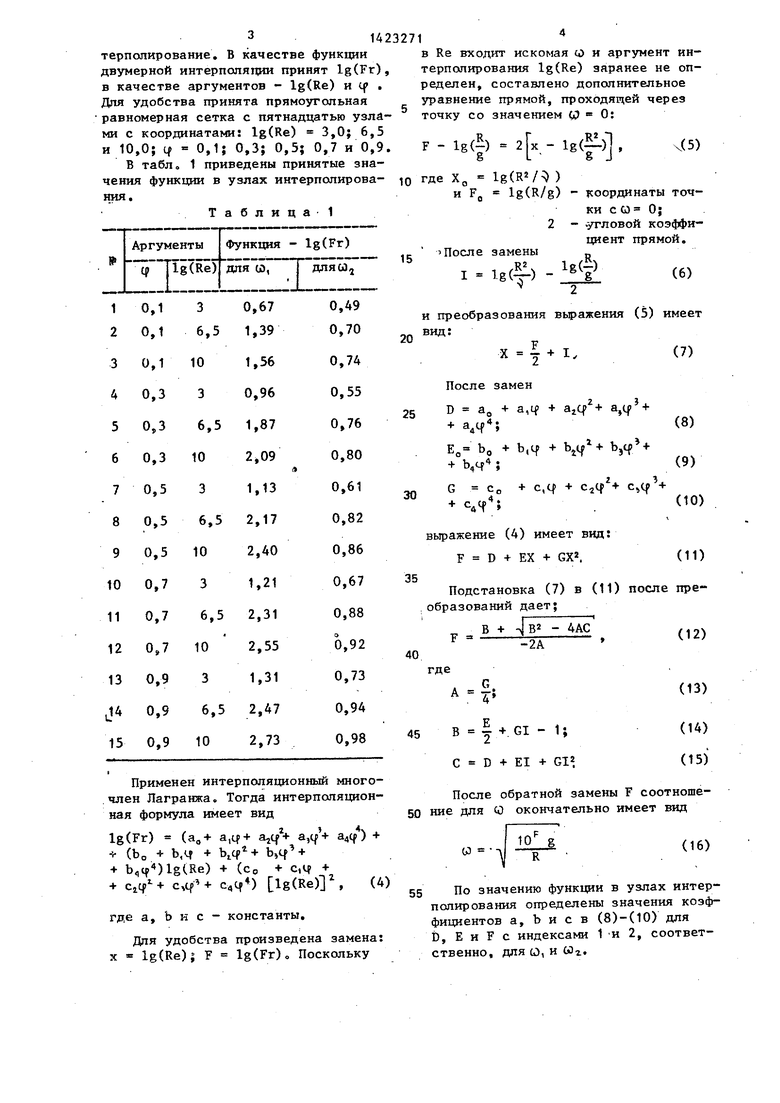
С целью определения соотношений дпя расчета Q, и со в виде аналитических выражений можно применить ийдвумерной интерполяции принят Ig(Fr), в качестве аргументов - Ig(Re) и tf , Для удобства принята прямоугольная равномерная сетка с пятнадцатью узлй- ми с координатами Ig(Re) 3,0; 6,5
терполирования Ig(Re) заранее не определен, составлено дополнительное уравнение прямой, проходящей через точку со значением W 0:
плг V- 1 схрчи j- vivc/ - -r,v/,u,-;р.
И 10,0; t 0,1; 0,3; 0,5; 0,7 и 0,9.F - lg(J) 2 к - Ig() ,ч(5)
В табЛо 1 приведены принятые зна-° - -
чения функции в узлах интерполирова- о lg( )
и Fg lg(R/g) - координаты точки с 03 0;
ния.
Таблица 1
терполирования Ig(Re) заранее не определен, составлено дополнительное уравнение прямой, проходящей через точку со значением W 0:
о lg( )
и Fg lg(R/g) - координаты точки с 03 0;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения направлений прихода N плоских волн и устройство для его осуществления | 1987 |
|
SU1575255A1 |
| Способ изготовления отливок из низколегированных сталей | 1989 |
|
SU1696125A1 |
| Способ определения положения фронта кристаллизации расплава | 1985 |
|
SU1272178A1 |
| ВЫСОКОЧАСТОТНОЕ УСТРОЙСТВО НА ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ ВОЛНАХ | 1996 |
|
RU2099857C1 |
| Полимерсиликатная композиция для изготовления кислотостойкого раствора | 1987 |
|
SU1497179A1 |
| СПОСОБ И УСТРОЙСТВО ОПРЕДЕЛЕНИЯ И ОЦЕНКИ ЗНАЧИМОСТИ СЛОВ | 2010 |
|
RU2517368C2 |
| Мелющее тело и способ его изготовления | 1988 |
|
SU1599089A1 |
| Опорно-поворотный круг грузоподъемной машины | 1986 |
|
SU1425282A1 |
| Способ подготовки заготовок для изготовления сварных самокомпенсирующихся стальных труб | 1989 |
|
SU1662721A1 |
| Способ измельчения сыпучего материала в барабанной мельнице | 1985 |
|
SU1323131A1 |
Изобретение относится к литейному производству, в частности к изготовлению трубчатых отливок центробежным способом в формах с горизонтальной осью вращения. Цель изобретения - повьшение качества отливок. Заливку расплава производят в форму, вращаемую со скоростью не ниже критической величины и,, а по окончании заливки скорость вращения снижают до критической величины СО Критические скорости вращения формы со, и w определяют с учетом критериев подобия движущейся жидкости Re, Fr и Cf , где Re - критерий Рейнольдса; Fr - критерий Фруда; С; - степень заполнения формы расплавом. Изобретение позволяет проводить заливку и кристаллизацию расгшава в форму, вращаемую с оптимальными скоростными параметрами, обеспечивающими поатучение качественной заготовки. 3 ил., 2 табл. S (Л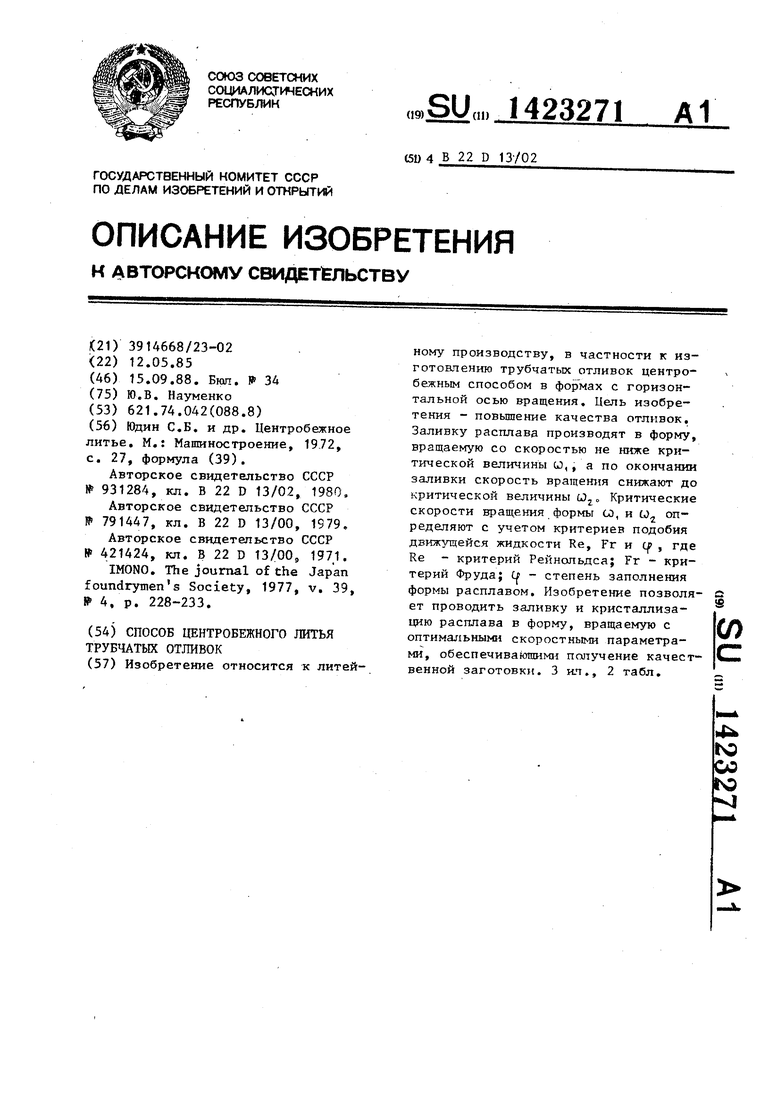
Применен интерполяционный многочлен Лагранжа. Тогда интерполяционная формула имеет вид
Ig(Fr) (ао+a,tf + ajCfV a,q) -i- а) +
(bo + b,cf +biCf + b, +
-ь )lg(Re)+ (Co + CiM- +
+ c, c,) lg(Re) (4)
где a, b и с - константы.
Для удобства произведена замена; X Ig(Re); F lg(Fr)o Поскольку
После обратной замены F соотноше- 50 ние для СО окончательно имеет вид
W
10
(16)
55 По значению функции в узлах интерполирования определены значения коэффициентов а, b и с в (8)-(10) для Ь, Е и F с индексами 1 И 2, соответственно, для со, и СОг,
514232716
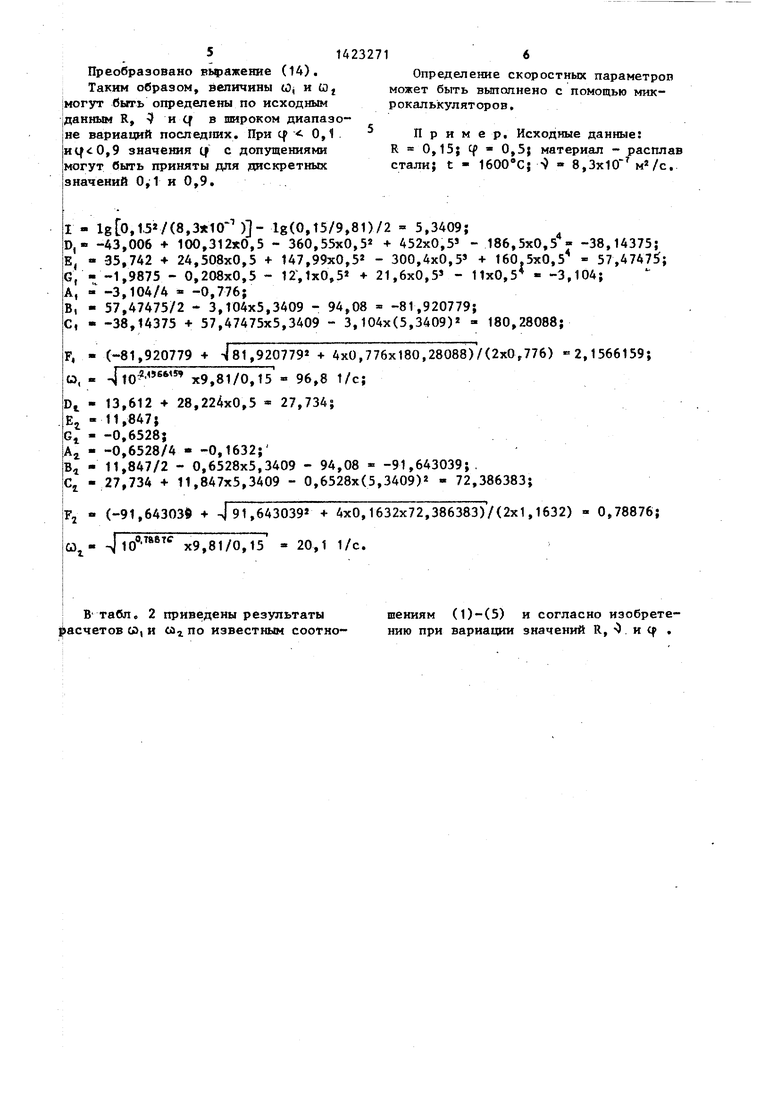
Преобразовано вьфаженне (14).Определение скоростных параметров
Таким образом, величины tOj и и,может быть выполнено с помощью мик могут быть определены по исходнымрокалькуляторов, данным R, и Cf в широком диапазоне вариаций последгшх. При tp 0,1 .Пример, Исходные данные;
,9 значения (| с допущениямиR 0,15; cf - 0,5; материал - расплав
могут быть приняты для дискретныхстали; t - leOO C; - 8,3x10 . значений и 0,9. .
Г - , (8,3x10- )- lg(0,t5/9,81)72 - 5,3409;
D,- -43,006 + 100,312x0,5 - 360,55x0,5 + 452x0,5 - 186,5x0,5 - -38,14375; Е, 35,742 24,508x0,5 + 147,99x0,5 - 300,4x0,5 + 160.5x0,5 - 57,47475; G, - -1,9875 - 0,208x0,5 - 12;ixO,5 21,6x0,5 - 11x0,5 - -3,104;
A,- -3,104/4 - -0,776;
B,- 57,47475/2 - 3,104x5,3409 - 94,08 -81,920779;
C, -38,14375 + 57,47475x5,3409 - 3,104х(5,3409)« 180,28088;
F, - (-81,920779 -t- ,920779 + 4x0,776x180,28088)7(2x0,776) -2,1566159; О, х9,81/0,15- 96,8 1/с;
DI - 13,612 + 28,224x0,5 « 27,734;
Е,, - 11,847;
GI - -0,6528;
Aj - -0,6528/4 -0,1632;
BI - 11,847/2 - 0,6528x5,3409 - 94,08 - -91,643039;.
Cj - 27,734 + 11,847x5,3409 - 0,6528x(5,3409)2 « 72,386383;
iFj (-91,64303$ + -,j 91,643039 + 4x0,1632x72,386383)/(2x1,1632) - 0,78876;
,0° x9,81/0,15 « 20,1 1/c.
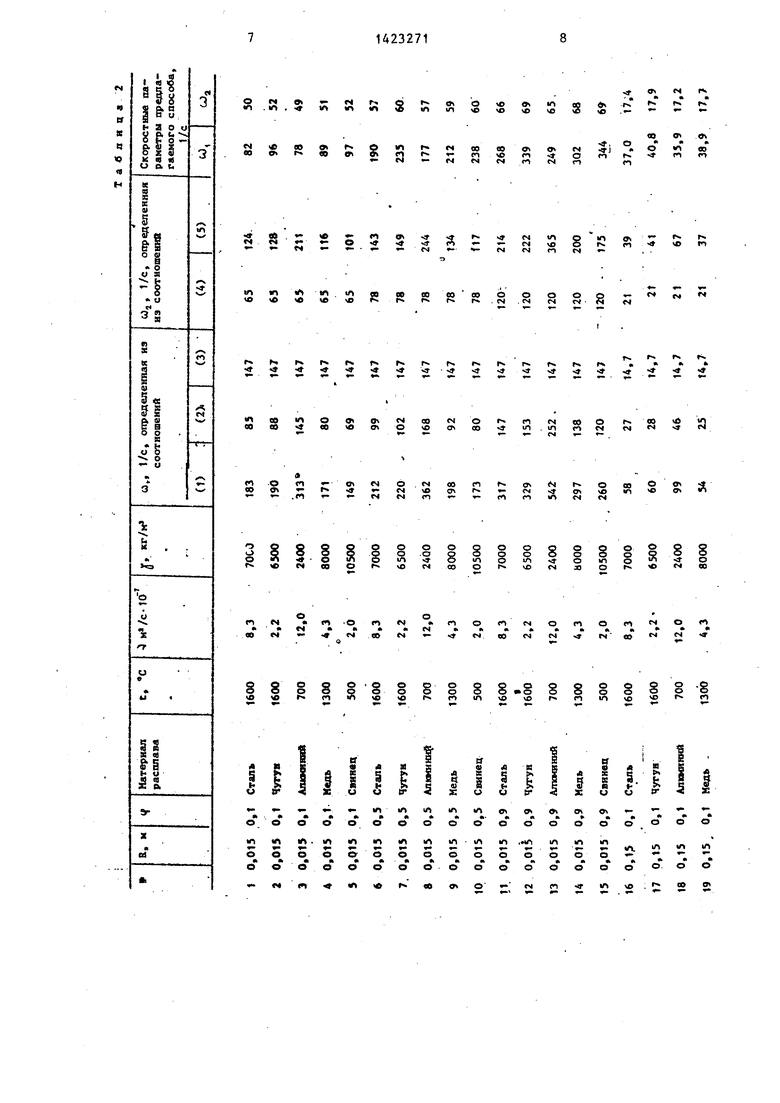
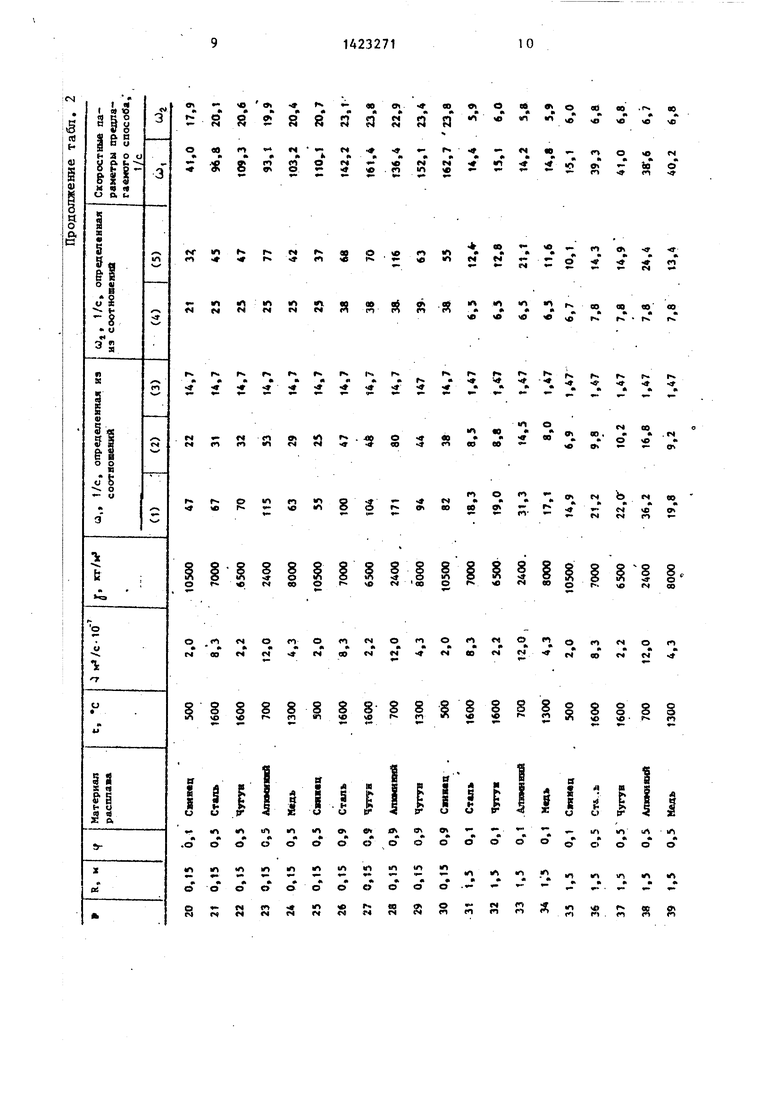
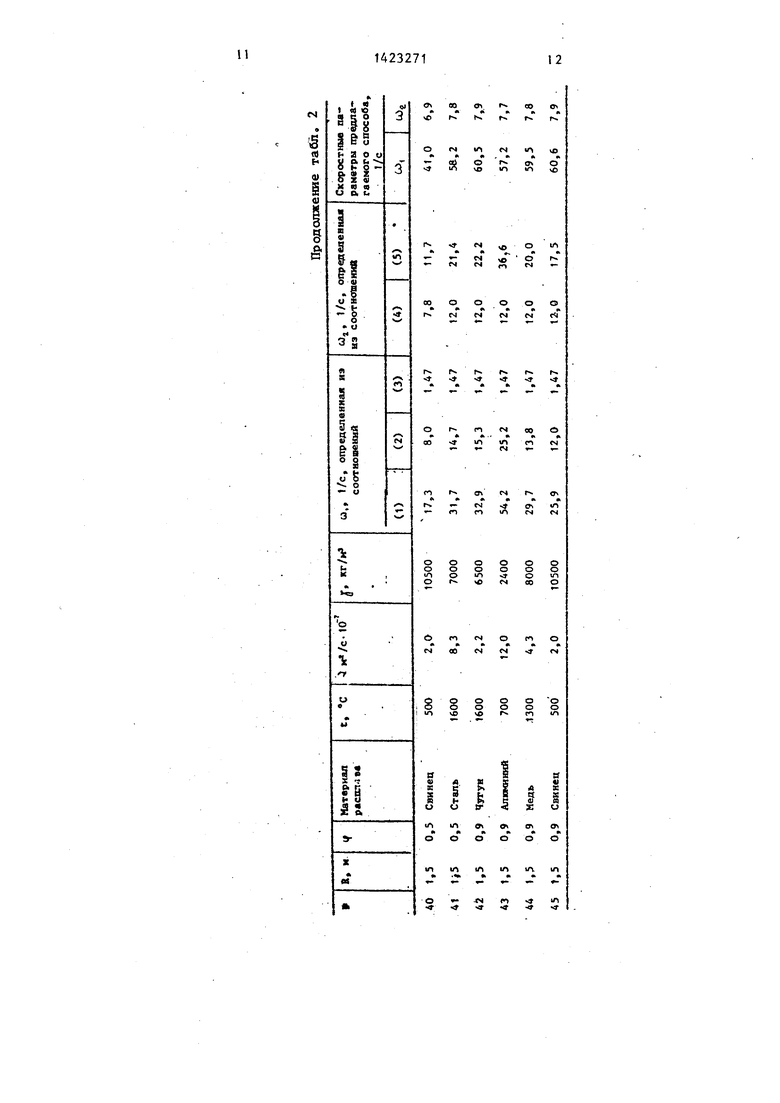
I B- табл. 2 приведены результатышениям (1)-(5) и согласно иэобрете асчетов с, и со по известным соотно-нию при вариации значений R, -О . и tf .
ej ч « - eo л О t.p Q o P P О n M n « « (le
::88г:88ЯЯЯЯа
о «e r
-.фтго«о«ч«- всмм .(п Л(в
«4- «
л
w ae
- m l/ tft tft VI M ge fl6O« C6 M (Ч N N N CM rtriPS Krt... %.
« Ч 49 49 ,0 r« r«. . t r
r r« r
«IMA
r r% IV.
яff 4.
«n ei «Л n M «M
r r о
«r n « to
8 ;S ;:
о ( «
§
sr r
COоr VOCM CO
«MOnOMCMOfoOrtwOc Q f
СМвОСМ«Ч- 1МвО«М1М-
8 S 8 8
O yj) r fO
11
и и
.и
о бг
П П1Л1Л|Г) .. . (ЗООООООООООО
.о о
т Лшюс оштт о о о осГ еГ еГ «э о
а S
-
о
«-Мт-вШ)
ем мсмгчг« М1М«м
at eo
o e
00
a
- «Ч
- r
о e s
2 lO вГ - 4o o - 1 « (
(0 n
ее n «
V M M
e, -1 «4- r
;; о « n
CM
Vf
T rx f r f« 1
-«
4)Q о « 40
«О - ci eo
w
« 4Г
« о
«k flO
Г4CO
Ol CO , о.
«
«o e «-«-ON
N
to
r о
fk
CO
Ь сч
L; « «M ve o
- CM M en §
о y. « s
8 8 8,
uS N о NO r oo
сч
см со «
о Г)
««
Р4
88
r m
8
4
в 8
888
(О to (-
«
W
а
S S
I 6 1$
о U
л ш
и Е
г- Ю in |Л ift
о о о о о
- « «л «п « и,
о .-- -- ,Г
ITS 1Л «ft
- см
СП n о
л ;«.; S ft
N
S
t f
u
u
13142
Анализ приведенных в табл. 2 результатов расчетов показывает, что известные соотношения (1)-(5) для определения ео, и оэ. , неточны, причем значения Wj в бопыпинстве случаев завышены
Применение предлагаемого способа при центробежном литье с горизонтальной осью вращения формы обеспечивает за счет уточнения скоростных параметров и снижения (0 повышение качества отливок, снижение энергоемкости и динамической нагруженности литейного оборудования,
Формула изобретения
Способ центробежного литья трубчатых отливок, включающий заливку рас- плава во вращаемую вокруг горизонтальной оси форму и последук1цее снижение угловой скорости ее вращения в про цессе затвердения отливки, отличающийся тем, что, с целью повышения качества отливок, ё период заливки скорость вращения формы под-
держивают не ниже величины 60) , а по окончании заливки снижают не ниже величины QU 9 определяемых из соотношения
R
Bi
+ nJB - 4А,С,
-2А;
Я uf
14
А; -f S
В; - | + G;I - 94,08} С,- - D,- -t- Ejl + GjP;
D,- -43,006 + 100,312(f -360, 186,
E,- 35,742 + 24,508i|+ 147,994 -300,44 + 160,
G, - -1,9875 - 0,208cf - 12,tcf + 4- 21,6Cf -
D 13,612 + 28, ;
Ej - 11,847; G -0,6528f I - Ig (f-)
l8(R/g)
1; 2;
радиус внутренней поверхности формы, м;
коэффициент кинематической вязкости расплава,
(
r/V - степень заполнения полости
формы расплавом; V - объем полости формы, м ; f - объем области полости, занятой расплавом, м ; 8 ускорение силы тяжести, м/с.
« ss at tr и at 19 f
Фиг.}
fO
fO
fpuff. Z
c
(.7
Ct)t
/4c
ro taf/ff,
tgfflf)
| HtoHH С.Б | |||
| и др | |||
| Центробежное литье | |||
| М.: Машиностроение, 1972, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ центробежного литья полых стальных заготовок | 1980 |
|
SU931284A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕИМУЩССТВЯН НО ПОЛЫХ ЦИЛИНДРИЧЕСКИХ отливок из СТАЛИ | 1971 |
|
SU421424A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| IMONO | |||
| The journal of the Japan foundrymen s Society, 1977, v | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
