,t.U Д ij),,,,,, I,,J
Д/И// // ////X////////
V7J ff
114
Изобретение- относится к литейному п{ оизводству и может быть использова нЬ при отливке методом центробежного л$1тья длинномерных и фасонных загото- в|эк.I
Целью изобретения является расширение технологических возможностей машины и повышение качества отливаемых на ней заготовок.
На фиг, 1 изображена предлагаемая машина, общий вид; на фиг. 2 - вид А на фиг о 1; на фиг, 3 - машина со спа Р15ННЫМИ на одной общей оси опорными роликами; на фиг, 4 - расположение опорных роликов в поперечном ряду при и:1 спаривании на одной общей опоре; на фиг, 5 - вариант расположения опорных роликов; на фиг, 6 и 7 - ва
0
роликов растет, увеличивается деформация ободов. Это влечет -изменение псшожения изложницы в вертикальном направлении. При заливке больших масс металла изменение положения изложницы может быть весьма значителыагм и может привести к задеванию носком заливочного устройства 15 . крьшпси 16 изложницы 1, При заливке металла в изложницу через соприкасающийся с ее крышкой литник может произойти изгиб литника или даже выворачива1ше всего заливочного устройства и выливание металла в полость машины. Для предотвращения этого задевания машина имеет систему регулирования положения заливочного устройства, которая в общем случае состоит из датчи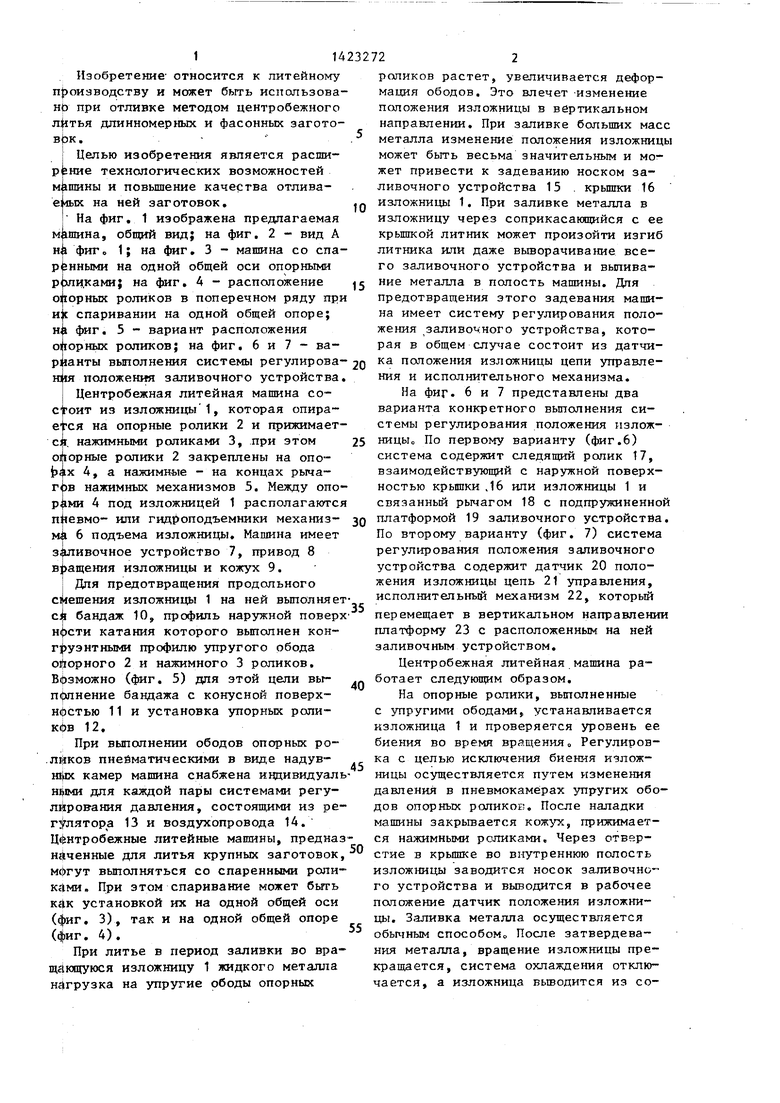

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТРУБ ИЗ СИЛИКАТНОГО РАСПЛАВА | 1967 |
|
SU195943A1 |
| Заливочное устройство центробежной машины | 1975 |
|
SU553039A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| С5ОЮЗНАЯ | 1973 |
|
SU389880A1 |
| Центробежная машина с горизонтальной осью вращения | 1976 |
|
SU599917A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |


Изобретение относится к производству крупногабаритных отливок методом центробежного литья. Цель - расшир е- ние технологических возможностей машины. Машина содержит изложницу 1, dl/ J которая опирается на опорные ролики 2 и прижимается нажимными роликами 3, при этом опорные ролики 2 закреплены на опорах 4, а нажимные - на концах рычагов нажимных механизмов 5, Между опорами 4 под изложницей располагаются пневмо- или гидроподъемники механизма 6 подъема изложницы. Машина имеет заливочное устройство, привод 8 вращения и кожух 9. Для предотвращения продольного смещения изложницы на ней выполняется бандаж. Обеды опорных роликов 2 выполнены пневматическими в виде надувных камер с индивидуальными для каждой пары роликов системами регулирования давления в камерах, что позволяет расширить техно логические возможности за счет выполнения изложниц длинномерными, а также разъемнымИо 6 з,,По ф-лы, 7 ил. I«-Ч г I- (Л с 4ib ГО 00 ю ts9 
рианты выполнения системы регулирова- 20 положения изложницы цепи управле35
ш|1я положения заливочного устройства.
Центробежная литейная машина со- из изложницы 1, которая опирается на опорные ролики 2 и прижимается, нажимными роликами 3, при этом25 опорные ролики 2 закреплены на опорах А, а нажимн«е - на концах рычагов нажимных механизмов 5. Между опорами 4 под изложницей 1 располагаются пневмо- или гидроподъемники механиз- зо Mil 6 подъема изложницы. Машина имеет з;шивочное устройство 7, привод 8 вращения изложницы и кожух 9.
Для предотвращения продольного С1| ещения изложницы 1 на ней выполняет- ел бандаж 10, профиль наружной поверх- нрсти катания которого выполнен конгруэнтными профилю упругого обода oijiopHoro 2 и нажимного 3 роликов. Возможно (фиг, 5) для этой цели вы- п«|)пнение бандажа с конусной поверх- нфстью 11 и установка упорных роли- K(i)B 12,
При выполнении ободов опорных ро- .ликов пневматическими в виде надув- Hitix камер машина снабжена ивдивидуаль- н41ми для каждой пары системами регу- лйров-ания давления, состоящими из ре- г лятора 13 и воздухопровода 14, Центробежные литейные машины, предназ- нг1ченные для литья крупных заготовок, мфгут выполняться со спаренными роли- кг1ми. При этом спаривание может бить кДк установкой их на одной общей оси (фиг, 3), так и на одной общей опоре (фиг, 4),
При литье в период заливки во вращающуюся изложницу 1 жидкого металла нйгрузка на упругие ободы опорных
40
45
50
55
ния и исполнительного механизма,
На фиг, 6 и 7 представлены два варианта конкретного выполнения системы регулирования положения излож- ницЫо По первому варианту (фиг,6) система содержит следящий ролик 17, взаимодействующий с наружной поверхностью крьшки J6 или изложницы 1 и связанный рычагом 18 с подпруткиненной платформой 19 заливочного устройства, По второму варианту (фиг, 7) система регулирования положения заливочного устройства содержит датчик 20 положения изложницы цепь 21 управления, исполнительный механизм 22, который
перемещает в вертикальном направлении платформу 23 с расположенным на ней заливочным устройством.
Центробежная литейная машина работает следующим образом.
На опорные ролики, выполненные с упругими ободами, устанавливается изложница 1 и проверяется уровень ее биения во время враЕ ениЯо Регулировка с целью исключения биения изложницы осуществляется путем изменения давления в пневмокамёрах упругих ободов опорных роликов. После наладки машины закрьшается , прижимается нажимными роликами. Через отверстие в крышке во внутреннюю полость изложницы заводится носок запивочно го устройства и выводится в рабочее положение датчик положения изложницы. Заливка металла осуществляется обычшзлм способом После затвердевания металла, вращение изложницы прекращается, система охлаждения отключается, а изложница вьтодится из со5
5 о
0
5
0
5
ния и исполнительного механизма,
На фиг, 6 и 7 представлены два варианта конкретного выполнения системы регулирования положения излож- ницЫо По первому варианту (фиг,6) система содержит следящий ролик 17, взаимодействующий с наружной поверхностью крьшки J6 или изложницы 1 и связанный рычагом 18 с подпруткиненной платформой 19 заливочного устройства, По второму варианту (фиг, 7) система регулирования положения заливочного устройства содержит датчик 20 положения изложницы цепь 21 управления, исполнительный механизм 22, который
перемещает в вертикальном направлении платформу 23 с расположенным на ней заливочным устройством.
Центробежная литейная машина работает следующим образом.
На опорные ролики, выполненные с упругими ободами, устанавливается изложница 1 и проверяется уровень ее биения во время враЕ ениЯо Регулировка с целью исключения биения изложницы осуществляется путем изменения давления в пневмокамёрах упругих ободов опорных роликов. После наладки машины закрьшается , прижимается нажимными роликами. Через отверстие в крышке во внутреннюю полость изложницы заводится носок запивочно го устройства и выводится в рабочее положение датчик положения изложницы. Заливка металла осуществляется обычшзлм способом После затвердевания металла, вращение изложницы прекращается, система охлаждения отключается, а изложница вьтодится из соприкосновения с ободами роликов путем поднятия ее на ложементах рычагов пневмо- или гидроподъемников, что исключает воздействие на упругие рбоды роликов тепла изложницы, нагре- ваизщейся после отключения водного- охлаждения„
Выполнение в центробежной литейной машине ободов опорных роликов упругими позволяет следукщее увеличить возможную длину отливаемых заготовок, поскольку позволяет исключить прогиб изложницы в процессе литья за счет появления возможности расположить опорные ролики равномерно по всей длине изложницы. При этом расстояние между роликами (шаг) определяется из следующего вьтражения:
t
п.g-I-cos
G
где g - допустимая нагрузка на мате риал обода опорных роликов или на одно пневмоколесо, кг; п - количество роликов в одном
поперечном ряду; 1 - длина изложницы,,м; G - нагрузка, создаваемая изложницей, отливаемой в ней заготовкой, нажимными роликами, кг;
Ч угол между плоскостями, проходящими через середины опор и ось вращения изложницы. Кроме того, выполнение ободов опорных роликов упругими позволяет расширить технологические возможности за счет выполнения изложниц разъёмными, что особенно важно при отливке фасон- рых заготовок. На фиг о 1 представлен вариант вьаюлнения изложницы с горизонтальной линией 24 разъема, зафор- мованной для изготовления детали име- нщей сложный профиль 25. Упругие обо- ды опорных роликов позволяют погасить ударные нагрузки, возникающие за счет неровностей по линии разъема изложницы.
Основным источником возникновения микро- и макротрещин в отливаемых заготовках являются вибращга, воздей- ствуюпще на кристаллизирующийся металл. Использование упругих ободов роликов позволяет не только повысить работоспособность элементов машины, но и качество отливок, исключив образование в них трещин,
Формула и
4 3 о б р
е т е н и я
в виде надувных камер.
4,Машина поп, 3, отличающаяся тем, что она снабжена индивидуальньгми для каждой пары опорных роликов системами регулирования давления в надувных камерах пневматических ободьев опорных роликов.
30
35
t 6
n-g-1 cos /2
где g - допустимая нагрузка на мате- риал обода опорных роликов или на одно пневмоколесо, кг; п - количество роликов в одном
поперечном ряду; 1 - длина изложницы, м; G - нагрузка, создаваемая излож- 1И1цей, отливаемой в ней заготовкой, нажимными роликами, кг;
q - угол между плоскос тями, проходящими через середины опор и ось вращения изложшщы 6. Машина по п. 1, отличающаяся тем, что она снабжена 1еханизмом подъема изложницы над опорными роликами, выполненным в ви- де расположенных под изложницей по всей До1ине пневмоподъемников, на концах штоков которых закреплены ложементы.
5U232726
7, Машина по п. 1, о т л и ч а кг- стеной регулирования положения заливу а я с я тем, что она снабжена си-вочного устройства.
Ю
/
NNN NNXN N N N N X X NN X X N NNN
7
«JCTMRj
Г
/
N X X N NNN
7
NXNXNNNN
сригЛ
риг.5
X
| ЦЕНТРОБЕЖНАЯ МАШИНА | 0 |
|
SU306909A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
