Изобретение относится к машинострое- и может быть использовано при обработке гиперболоидных валков с винтовыми калибрами.
Целью изобретения является повышение |очности обработки профиля гиперболоид- ijibix валков с винтовыми калибрами. На фиг. 1 показано расположение ин- (ртрумента и заготовки валка в процессе обработки; на фиг. 2 - сечение А-А на фиг. 1. I Шлифовальному кругу 1 сообщают вра- цение вокруг собственной оси. Заготовку алка 2 разворачивают по отношению к направлению осевой подачи на угол, равный тлу разворота валка при прокатке, и ей сообщают окружную и осевую подачи, необ- водимые для получения соответствуюш,его imara калибра.
При значительных осевых подачах, необ- ;ходимых для шлифования винтовых калиб- :ров валка, донная часть которых лежит на гиперболической круговой поверхности, точ- |ка контакта Б смещается по отношению к линии центров на некоторый угол ;, зави- сящий от размеров шлифовального круга. |При этом,ввиду разности диаметров прокатываемой заготовки и шлифов ального круга, их точки контакта с донной поверхностью винтового калибра не совпадают. Это ведет и к появлению на донной части калибра подреза Л глубиной около 0,2 мм. Учитывая то, что осевой щаг калибра валка постоянно изменяется, во избежание погрешностей осевого шага необходимо, чтобы при повороте валка на угол, равный углу установки его при прокатке, точка контакта шлифовального круга с дном калибра при обработке валка, совпадала бы с точкой контакта прокатываемой заготовки и дном калибра при прокатке. Такое совмещение возможно при сообщении валку дополнительной тангенциальной подачи, которая позволит получить винтовые калибры, лежащие на гипер- болоидной поверхности с минимальной погрешностью.
Формула изобретения
Способ шлифования криволинейных поверхностей вращения, при котором изделию сообщают вращение и осевую подачу вдоль оси вращения шлифовального круга, а также располагают его ось под углом к оси вращения круга, отличающийся тем, что, с целью повышения точности обработки профиля гиперболоидных валков с винтовыми калибрами, валку дополнительно сообщают постоянную тангенциальную подачу, а угол разворота валка выбирают равным углу установки его при прокатке.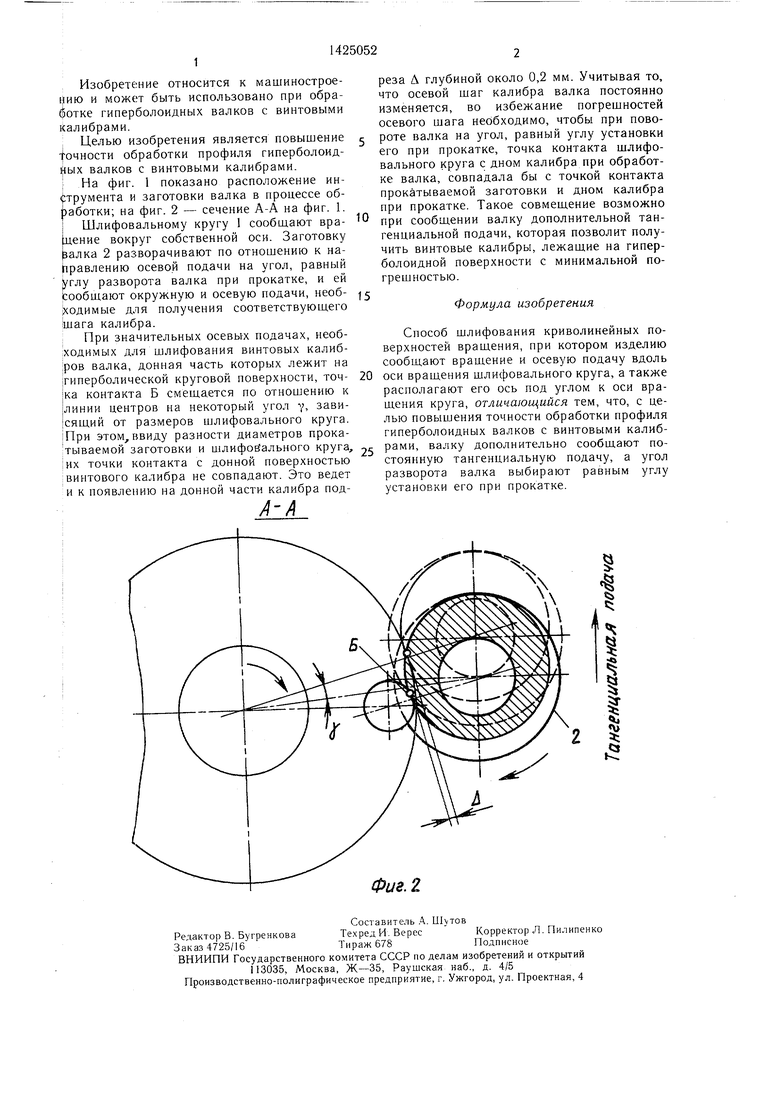
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля профиля и взаимного положения многозаходных винтовых канавок | 1989 |
|
SU1685642A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| Способ настройки стана винтовой прокатки | 1986 |
|
SU1329850A1 |
| Калибр валков для винтовой прокатки круглых профилей | 1983 |
|
SU1122378A1 |
| Инструмент для винтовой прокатки изделий | 1977 |
|
SU667297A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| Устройство для шлифования винтовых поверхностей | 1986 |
|
SU1386427A1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| Способ винтовой прокатки | 1990 |
|
SU1761319A1 |
Изобретение относится к машиностроению и может быть использовано при обработке гиперболоидных валков с винтовыми калибрами. Целью изобретения является повышение точности профиля валка. Шлифовальному кругу 1 сообш,ают вращение вокруг собственной оси, разворачивают ось валка 2 по отношению к направлению осевой подачи на угол, равный углу установки валка при прокатке, и осуш,ествляют дополнительно постоянную тангенциальную подачу валка. 2 ил. (Я 4 ю ел О сд to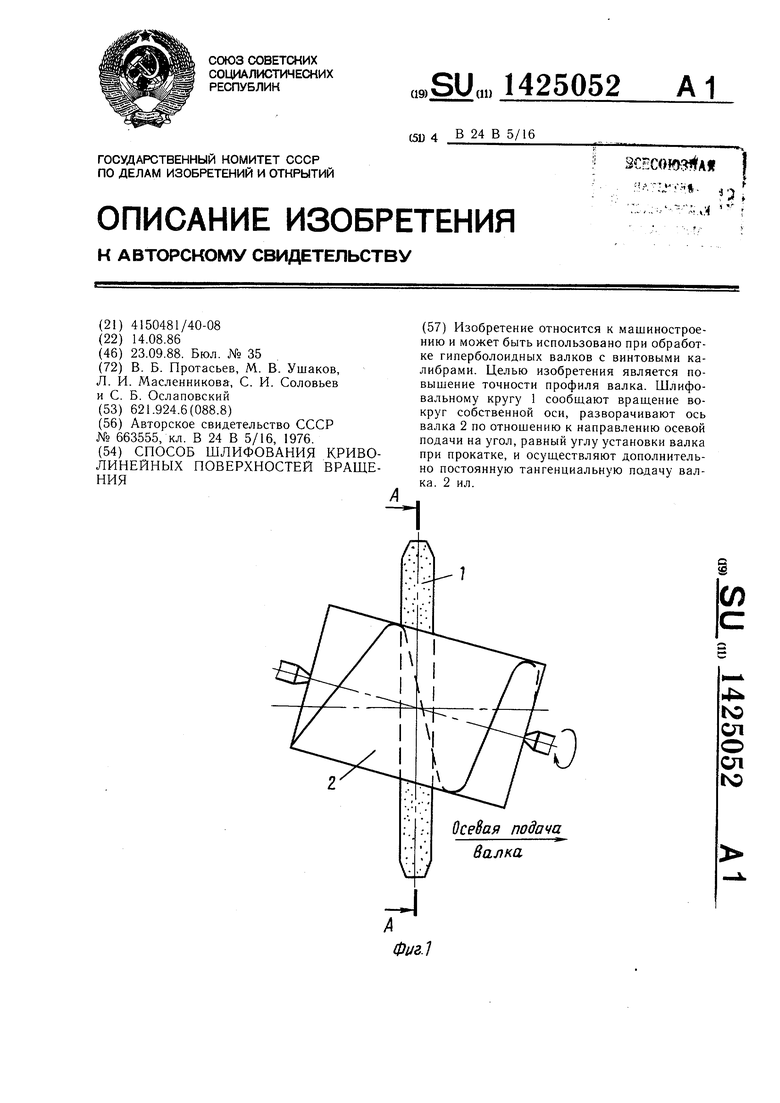
«
Фиг.,
| Способ шлифования вогнутых криволинейных поверхностей тел вращения | 1976 |
|
SU663555A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
