Изобретете относится к области переработки пластмасс, в частности к литьевым маишнам для переработки пластмасс с устройствами дпя сепа- рации готовых изделий от литников.
Целью изобретения является снижение энергозатрат за счет использования возвратно-поступательного перемещения подвижной гшиты литьевой :маи1ины,
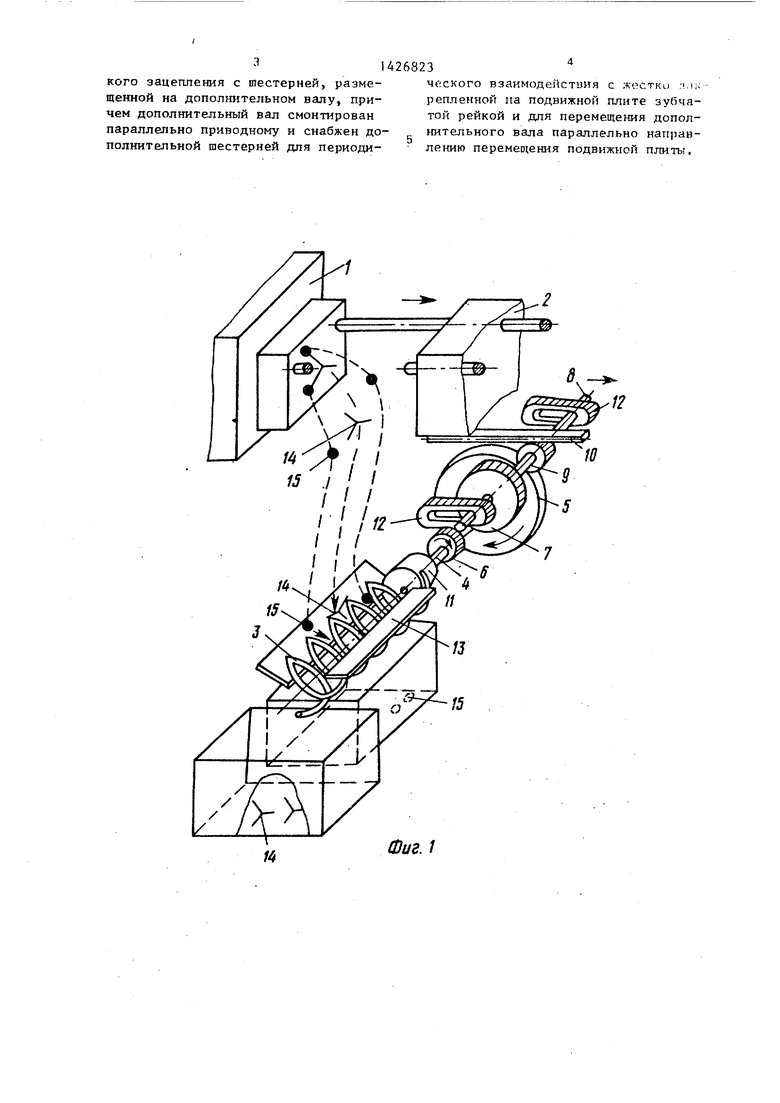
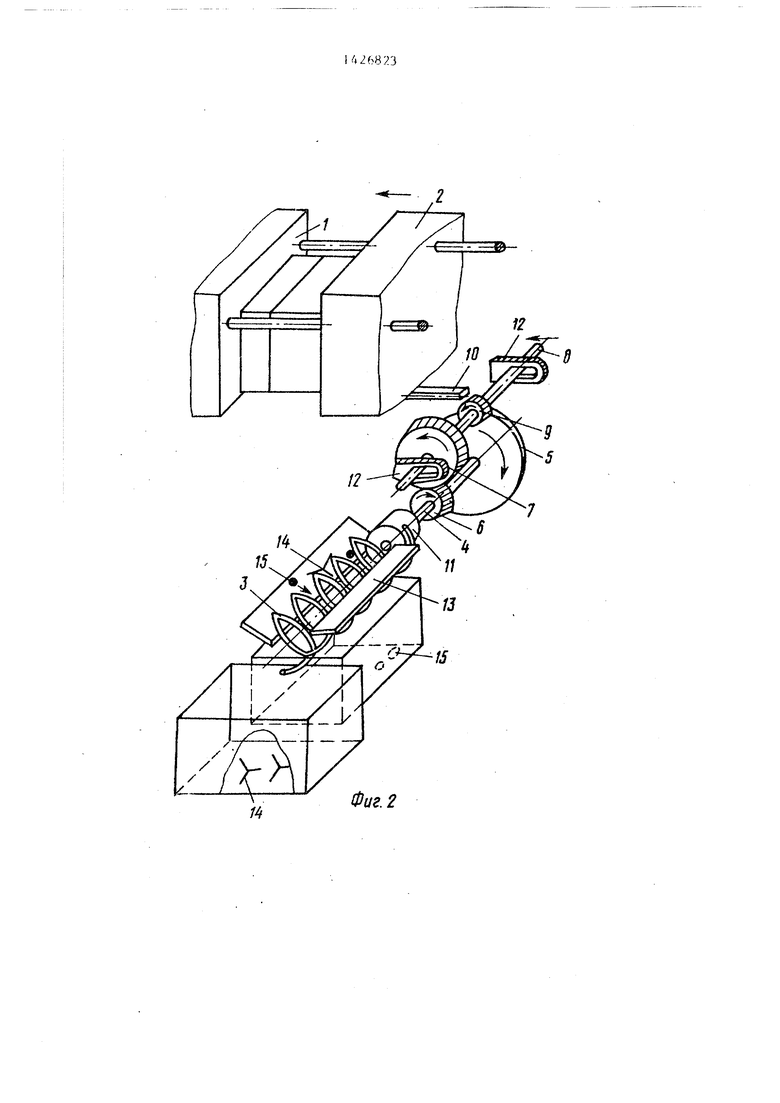
i На фиг.1 изображена литьевая ма- jUMHa, общий ВИД на фиг.2 - то же, JB момент смыкания плит; на фиг.З - |Вид на устройство сепарации.
Литьевая машина для пластмасс содержит неподвижную I и подвижную 2 :плиты (фиг.1, 2), устройство сепара- 1ЦИИ, состоящее из сепарирующего эле- {мента 3, выполненного в виде спирали с неперекрещцвающимися витками. При- ;водной вал соединен с механизмом вращения устройства сепарации, выпол- ;ненным в виде маховика 5 и шестерни 6 установленных На приводном валу 4. :Н1естерня 6 периодически входит в за- :цеплеиие с шестерней 7, размещенной на дополнительном валу 8, смонтированном параллельно приводному валу 4 ;Дополнительньш вал 8 снабжен дополни- тельной шестерней 9 дпя периодического взаимодействия с жестко закрепленной на подвижной плите 2 зубчатой рейкой 10 и перемещения его параллельно направлению перемещения под- вижной плиты 2. Сепарирующий элемент 3 сообщен с приводным валом 4 посредством соединительной муфты 11. Дополнительный вал 8 размещен в пазах 12 рамы устройства сепарации (не пока- зана). Сепарирующий элемент 3 огражден с двух сторон пластинами-экранами 13, образующими рабочую зону для отделения литников 14 от готовых изделий 15. Устройство сепарации уста- новлено на станине литьевой машины (не показана).
Литьевая машина работает следую- образом.
В течение каждого рабочего цикла в момент смыкания плит 1 и 2 (на фиг.2 справа налево) зубчатая рейка 10 движется совместно -с подвижной плитой 2 литьевой машины и входит в зацепление с дополнительной шестерней 9, жестко закрепленной на дополнительном валу 8. Дополнительный вал 8 перемещается в пазах 12 рамы уст
5
0 5 0 j 0 5
0
ройства сепарации. При движении дополнительного вала 8 (на фиг.2 справа налево) он доходит до упора и одновременно вводит в зацепление шестерни 6 и 7, в результате чего сепари- руюш:ий элемент 3 начинает вращаться совместно с маховиком 5, который накапливает кинетическую энергию.
К моменту окончания движения подвижной плиты 2 зубчатая рейка 10 выходит из зацепления с дополнительной шестерней 9. Происходит впрыск в литьевую форму расплава полимера и выдержка его под давлением. В этот промежуток времени, сепарирующий элемент 3 вращается за счет кинетической энергии маховика 5. Шестерни 6 и 7 выходят из зацепления за счет перемещения дополнительного вала 8 слева направо под воздействием вращающегося маховика 5. При раскрытии литьевой формы (фиг.1) готовые изделия 15 и литники 14 попадают в рабочую зону сепарирующего элемента 3, при этом готовые изделия J5 попадают в промежуток между витками спирали и собирают в тару, а литники 14 в результате вращения спирали перемещаются и собираются в другую тару.
Подвижная плита 2 с жестко закрепленной на ней зубчатой рейкой 10 перемещается слева направо и входит в зацепление с дополнительной шестерней 9, дополнительный вал 8 при этом вращается вхолостую.При повторении цикла процесс повторяется, обеспечивая постоянное вращение сепарирующего элемента 3.
Формула изобретения
Литьевая машина для пластмасс,содержащая подвижную и неподвижную плиты, устройство сепарации литников от деталей, размещенное на станине литьевой машины и состоящее из сепарирующего элемента, выполненного в виде спирали с неперекрещивающимися витками, приводной вал, соединенный с механизмом вращения устройства сепарации, о тличающая с я тем, что, с целью снижения энергозатрат за счет использования возвратно-поступательного перемещения подвижной плиты литьевой машины, механизм вращения устройства сепарации вьтолнен в виде установленных на приводном валу маховика и шестерни для периодического зацепления с шестерней, размещенной на дополш1тельном валу, причем дополнительный вал смонтирован параллельно приводному и снабжен дополнительной шестерней для периодического взакмодеиствня с жестка n,i; репленной па подвижной плите зубчатой рейкой и для перемещения дополнительного вала параллельно направлению перемещения подвижной плиты.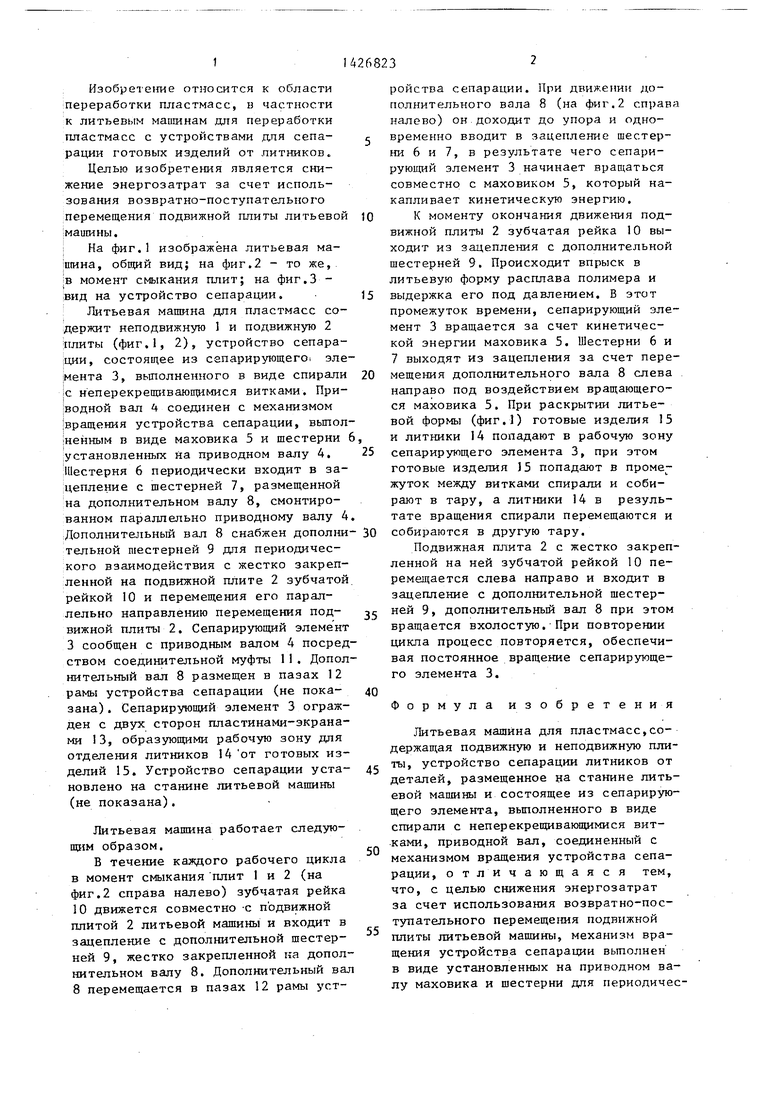
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Устройство для изготовления полимерных изделий | 1986 |
|
SU1361004A1 |
| Литьевая форма | 1976 |
|
SU587006A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Пресс-форма для изготовления изделий из пластмасс с различными обозначениями | 1975 |
|
SU553117A1 |
| Пресс-форма | 1990 |
|
SU1775304A1 |
| Устройство для удаления изделий из литьевой машины | 1976 |
|
SU649593A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
Изобретение относится к области переработки пластмасс, в частности к литьевым машинам с устройствами дпя сепарации готовых изделий от литников. Цель изобретения - снижение энергозатрат за счет использования возвратно-поступательного перемещения подвижной плиты литьевой машины. Дпя этого литьевая машина содержит подвижную и неподвижную плиты и устройство сепарации готовых изделий от литников. Механизм вращения устройства сепарации выполнен в виде маховика и шестерни, установленных на приводном валу. На дополнительном валу размещена шестерня дпя периодического зацепления с шестерней приводного вала. Для периодического взаимодействия с зубчатой рейкой установлена дополнительная шестерня. Дополнительный вал установлен с возможностью перемещения параллельно направлению перемещения подвижной плиты. Зубчатая рейка жестко закреплена на подвижной плите. При работе машшны в момент смыкания плит зубчатая рейка движется вместе с подвижной плитой. Она входит в зацепление с дополнительной шестерней. Дополнительный вал, перемещаясь, вводит в зацепление шестерни дополнительного и приводного валов. Сепарирующий элемент устройства сепарации начинает вращаться вместе с маховиком, накапливающим кинетическую энергию. При раскрытии формы литьевой машины готовые изделия и литники попадают в рабочую зону сепарирующего элемента и распределяются по разным приемным бункерам. Зил. с $ (Л 4 tsID а оо ГчЭ ОО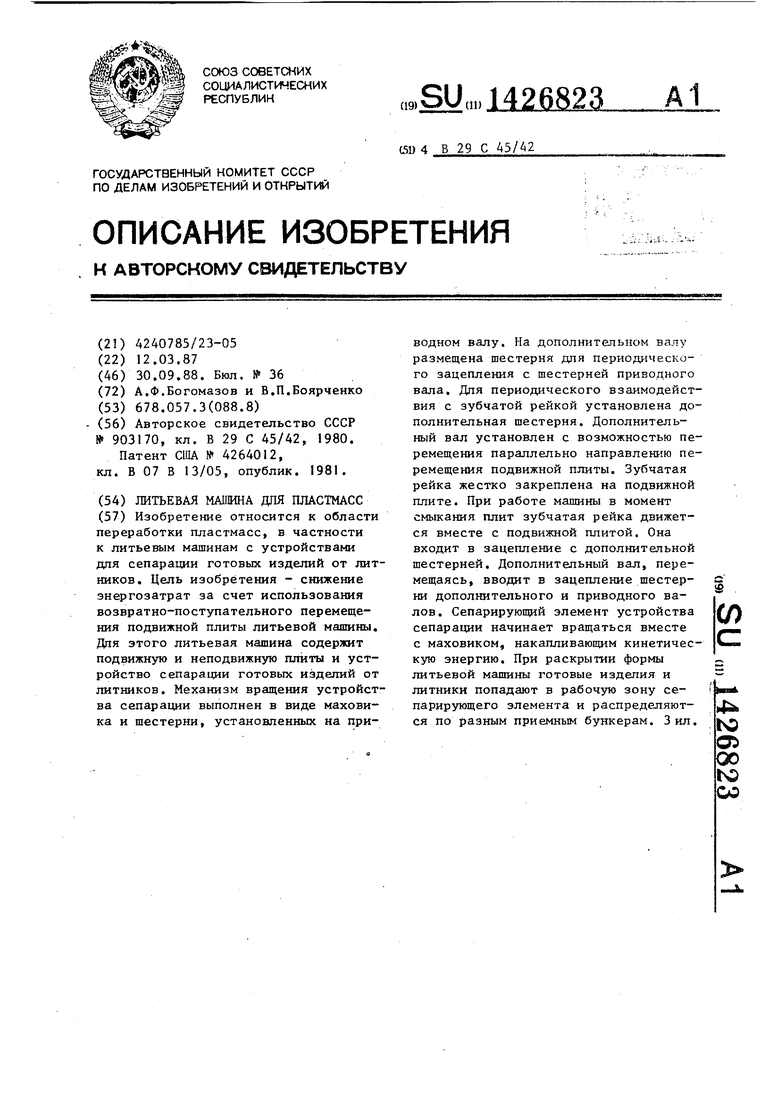
гf
,
Фиг. /
У X
15
.-2
Шиг.з
| Литьевая машина для пластмасс | 1980 |
|
SU903170A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 4264012, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
