ка нестандартной длйны с промежуточного склада является случайным, не оогласоваи с введенной программой выдачи заготовок по «оли-честеу и длине.
Все это ловышает расход металла и снижает производительность ра.боты комплекса.
Целью изобретения является экономия металла и повышение производительности.
С этой целью автомапиаираванный комплекс для разрезки про-ката, содержащий устройство для разрезки, устройство для продвижения проката на мерную длину, устройство для автоматического измерения И1С.ХОДНОЙ проката, опциями за тор, оклад промежуто)ч:ного хранения проката с адресным устройством и 1К;ранО1М-ман1Ипулятором, программное устройство, -первый выХО)Д которого связан с устройством для разрезки, с устройством для продвижения проката на мерную длину и с краном-маиидулятором, второй выход связан с устройством для авто1мати Чвакого измерения исходной длины проката, а вход связан с выходом оптасмнзатора, ячейками для 1ИИД1инидуального хранения отрезков проката произвольной длины, блоком памяти и устрой|ств ом отображения информации, связанным с оптимизатором, при этом вход блока па;мяти связан с выходом устройства для автоматического измерения -исходной длины проката, а выход - с входом оптимизатора.
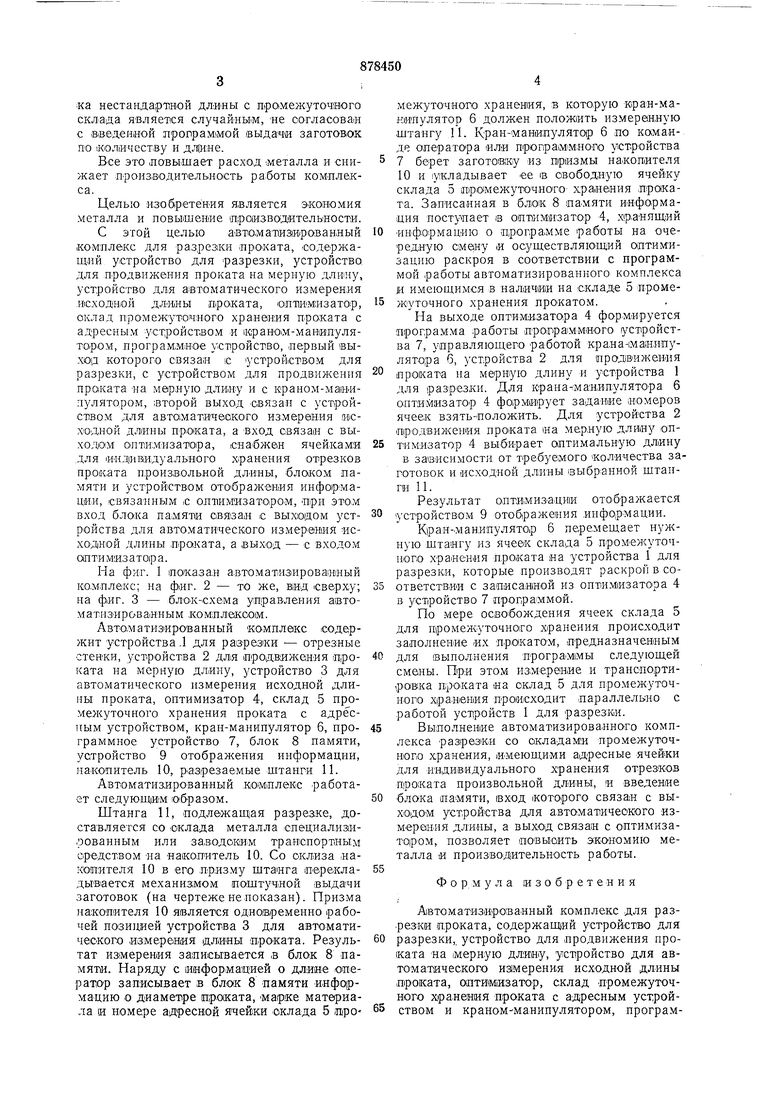
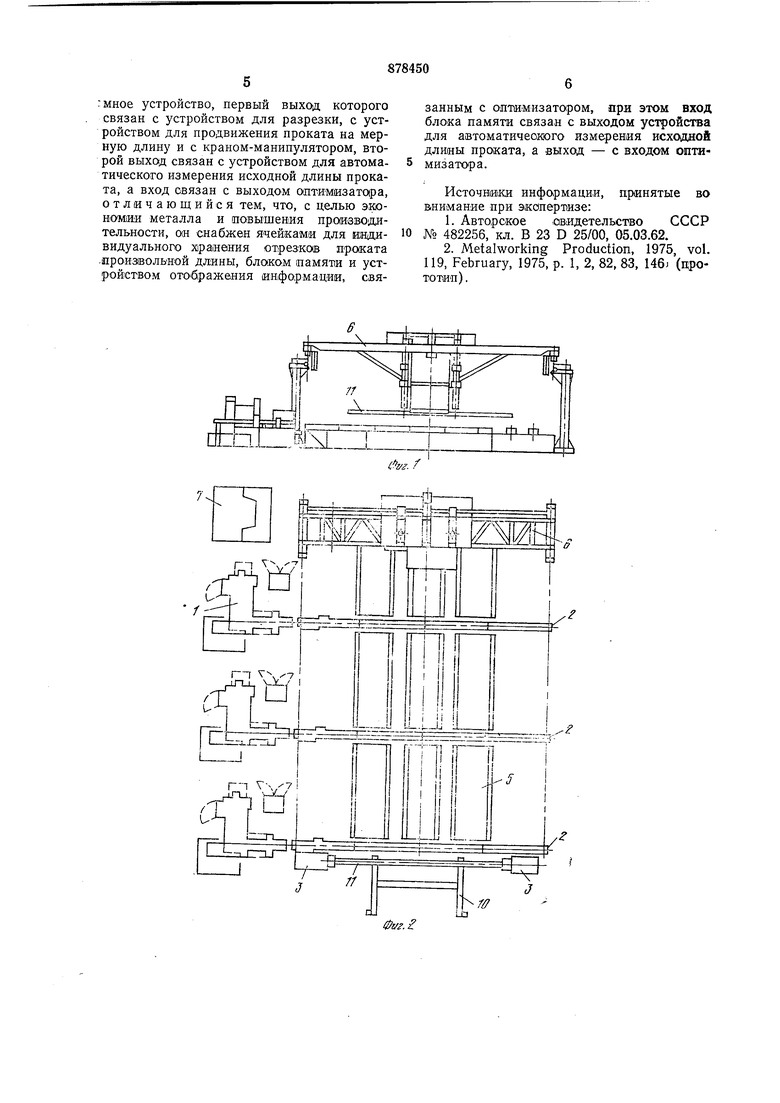
На фиг. 1 показан автоматизированный комплекс; на фиг. 2 - то же, вид сверху; на ф|Иг. 3 - блок-схема управления автоматизпрованным комплекоом.
Автоматизированный комплекс соде;ржит устройства Л для разрезки - отрезные стенки, устройства 2 для продвижения проката на мерную длину, устройство 3 для автоматического измерения исходной длины проката, оптимизатор 4, склад 5 промежуточного хранения проката с адрё спым устройством, кран-манипулятор 6, программное устройство 7, блок 8 памяти, устройство 9 отображения информации, накопитель 10, р азрезаемые штанги 11.
Автоматизированный комплекс работает следующим ю бразом.
Штанга 11, подлежащая разрезке, доставляется со склада металла специализированным или заводским трапспортпым средством на накопитель 10. Со склиза накопителя 10 в его призму штанга перекладывается механизмом поштучной выдачи заготовок (на чертеже не показан). Призма накопителя 10 является одновременно рабочей позицией устройства 3 для автоматического измерения длииы проката. Результат измерения записывается в блок 8 памяти. Наряду с 1информацией о длине оператор записывает Б блок 8 памяти информацию о диаметре проката, марке материала и номере адресной ячейки оклада 5 иромежуточного хранен1ия, в которую кран-манипулятор 6 должен положить измеренную щтангу 11. Кран-манипулятор 6 по команде оператора или программного устройства 7 берет заготовку из призмы накопителя 10 и укладывает ее щ овободную ячейку склада 5 промежуточного хранения проката. Записанная в блок 8 памяти информация поступает в оптимизатор 4, хр анящий информацию о программе работы на очередную смену и осуществляющий оптимизацию раскроя в соответствии с программой работы автоматизированного комплекса И имеющимся Б наличии на складе 5 промежлточного хранения прокатом.
На выходе оптимизатора 4 формируется программа работы программного устройства 7, управляющего работой кран а-манипулятора 6, устройства 2 для продв ижения проката на мерную длину и устройства 1 для разрезки. Для крана хманипулятора 6 оптимизатор 4 формирует задание номеров ячеек взять-положить. Для устройства 2 продвижения проката 1на мерную длину оптимизатор 4 вььбирает оптимальную длйну в зависимости от требуемого количества заготовок и исходной длины выбр анной щтапги 11.
Результат оптимизации отображается устройством 9 отображения информации.
Кран-манипулятор 6 перемещает нужную штангу из ячеек склада 5 промежуточного хранения проката на устройства I для разрезки, которые производят раскрой в соответствии с записанной из оптимизатора 4 в устройство 7 программой.
По мере освобождения ячеек склада 5 для промежуточного хранения происходит заполнение их прокатом, предназначенным для выполнения программы следующей смены. При этом измерение и транспортиров1ка цроката на склад 5 для промежуточного хранения происходит параллельно с работой устройств 1 для разрезки.
Выполнение автоматизированного комплекса разрезки со окладами промежуточного хранения, имеющими адресные ячейки для индивидуального хранения отрезков проката произвольной длины, и введение блока памяти, вход которого связан с выходом устройства для автоматического измерания длины, а выход связан с оптимизатором, позволяет повысить экономию металла и производительность работы.
Ф о р, м у л а изобретения
Автоматизированный комплекс для разрезки проката, содержащий устройство для разрезки,, устройство для продвижения проката иа мерную длин1у, устройство для автоматического из1мерення исходной длины проката, аптвмизатор, склад промежуточного Х|рале1ния проката с адресным устройством и краном-манипулятором, програм:мное устройство, первый выход которого связан с устройством для разрезки, с устройством для продвижения проката на мерную длину и с краном-манипулятором, второй выход связан с устройством для автоматического измерения исходной длины проката, а вход связан с выходом оптим1изато|ра, отличаюпдийся тем, что, с целью экономии металла и повышения пр оизводительности, оя снабжен ячейками для индивидуального хранения отрезков проката .111роиз1вольной длины, блоком памяти и устройством отОбражения информации, связанным с оптимизатором, при этом вход блока памяти связан с выходом устройства для а(втоматичеакюго измерения исходной длины проката, а выход - с входом оптимизатора.
Источники информации, принятые во внимание при экспертизе:
1.Авторское .свидетельство СССР № 482256, кл. В 23 D 25/00, 05.03.62.
2.Metalworking Production, 1975, vol. 119, February, 1975, p. 1, 2, 82, 83, 146) (црототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для обработки труб | 1986 |
|
SU1428532A1 |
| Способ сборки железнодорожных колесных пар и автоматическая линия для его осуществления | 1990 |
|
SU1780979A1 |
| Установка для автоматического разрезания сортового проката | 1962 |
|
SU482258A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| Устройство для управления производством | 1974 |
|
SU640308A1 |
| Автоматизированный склад для электроаппаратуры | 1983 |
|
SU1164158A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
fff
LQ
Фш.2
