4
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ получения изделий с отборто-ВАННыМ ОТВЕРСТиЕМ | 1978 |
|
SU799861A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| Способ изготовления металлического защитного носка для обуви | 1980 |
|
SU938915A1 |
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| Устройство для вырубки детали из ленты и сборки ее с другой деталью | 1989 |
|
SU1697941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛИННОМЕРНЫХ ИНСТРУМЕНТОВ С КОЛЬЦЕВЫМИ ЭЛЕМЕНТАМИ | 1992 |
|
RU2026765C1 |
| Способ изготовления изделий типа лемехов | 1977 |
|
SU704707A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНОЙ ТАРЫ, В КОТОРОЙ ИСПОЛЬЗУЕТСЯ СРЕДА, НАХОДЯЩАЯСЯ ПОД ДАВЛЕНИЕМ | 1995 |
|
RU2131389C1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления металлических ведер с дужками. Цель - упрон1ение изготовления. Фасованная заготовка корпуса вырубается с двумя BbicT iaiouuiMU ушкообразны.ми эле- .ментами. И. перегибают на 180° по линии образующей вер.хней окружности и вальцуют заготовку таким образом, чтобы эти элементы оказались снаружи. После сшивания кро.мок отбортовывают верхний край совместно с корнем выступаюи1их элементов, перегибают эти эле.менты вокруг верхнего бурта до вертикального положения. Образованные таки.м образом формуют для придания им жесткости и пробивают в них отверстия под дужку. Способ позволяет отказаться от изготовления закле-. нок и отдельно yiueK. 2 з.п. ф-лы, 10 ил.
СП
4;
; I laoope reiiiii относится к обработке ме- )га. 1лов давлением, в паспюгти к но.печению металлических ведер с дужками. ; Целью изобретения являст Я упрощение изготовления ведер.
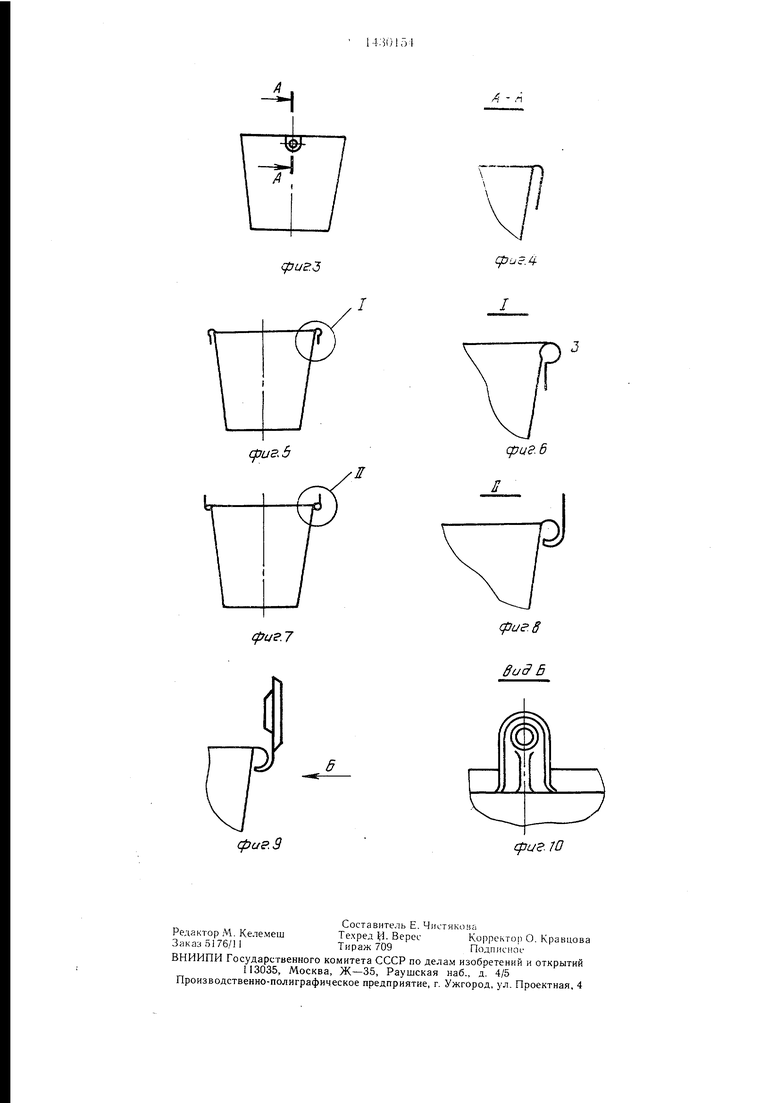
На фиг. 1 ноказана вырубка заготовки корпуса с двумя у1нкообразными эле- :ментами; на фиг. 2 - перегибка л шкооб- :разных элементов на 180° ио линии обра- зу1ощей верхней окружности; на фиг. 3 - (вальцовка и сшивка обечайки; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - отбор- I тонка верхнего бурта совместно с корнем ушкообразных элементов; на фиг. 6 - узел I I на фиг. 5; на фиг. 7 - перегибка унжооб- разного элемента вокруг верхнего бурта до I вертикального положения; на фиг. 8 - узел i 11 на фиг. 7; на фиг. 9 - формовка ушко- I образного элемента; на фиг. 10 вид Б на i фиг. 9.
Заготовку корпуса 1 ведра вырубают с двумя симметрично расположенными выступающими ушкообразными элементами 2, которые перегибают на 180° таким образом, 1 чтобы после вальцовки обечайки они оказались снаружи корпуса. Затем кромки корпуса сваривают или соединяют иным способом, отбортовывают верхний бурт 3, а уш- кообразные элементы 2 перегибают вокруг бурта 3 до вертикального положения, формуют для придания им жесткости и одновременно образуют отверстия 4 под . Ведро по предлагаемому способу изготовляется на действующем оборудовании цеха оцинкованной посуды НТМК из листа тол- ЩИ1ЮЙ 0,65 мм, испытывалось по сущест
вующей методике. Ширина корня ушкообраз- ного элемента выбиралась с учето.м равно- прочности несущего сечения, аналогичного последнему в варианте с приклепываемыми уижами.
При использовании способа нет необходимости в изгоговлении заклепок и отдельно утек, кроме того, операции предлагаемого способа по сравнению с базовым ле) - че поддаются автоматизации.
Формула изобретения
. Способ изготовления металлических ведер, включающий вырубку фасонной заготовки с двумя дугообразными кромками, сворачивание обечайки с оформлением отбортованного края, соединение кромок и изготовление ушек с отверстиями под дужку, отличающийся тем, что, с целью упрощения изготовления, заготовку вырубают с
двумя выступающими элементами на кромке ведра, отстоящими друг от друга на половину длины дуги этой кромки, затем эти элементы отгибают на 180° и сворачивают обечайку, располагая выступающие элементы наружу, а после оформления отбортованного края перегибают упомянутые элементы до вертикального положения с образованием ущек.
фиг. 1
фие.2
(:риг.З
сриг.5
.7
I
J
(рцг.6
| МНОГОФУНКЦИОНАЛЬНЫЙ АКТИВНЫЙ ПРОТЕЗ ПЛЕЧА | 2019 |
|
RU2744605C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
