«
со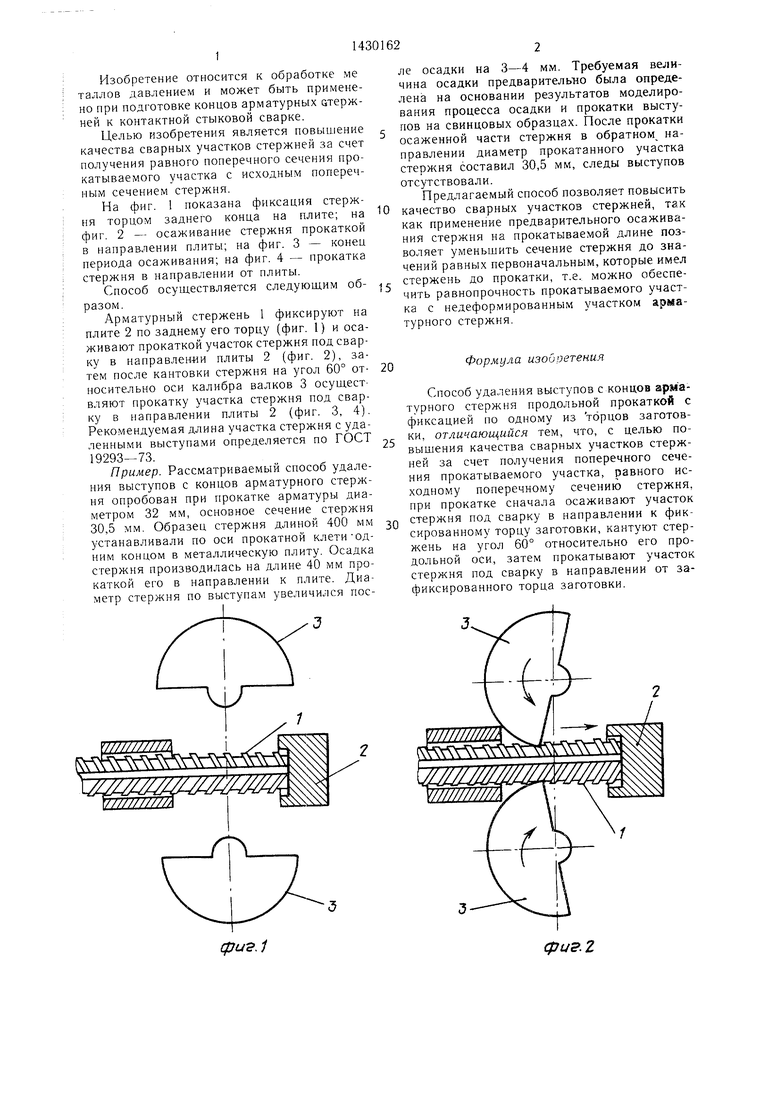
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок крестовин карданных валов | 1987 |
|
SU1417981A1 |
| СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ДЛЯ ЗАГОТОВОК С "ОТРЕЗАННЫМИ ВЕРХНИМ РЕЗОМ" КОНЦАМИ ЗАГОТОВКИ | 2023 |
|
RU2821455C1 |
| Способ изготовления неразъемных соединений деталей | 1985 |
|
SU1298032A1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2019 |
|
RU2700225C2 |
Изобретение относится к обработке металлов давлением, в частности к подготовке концов арматурны.х стержней к контактной стыковой сварке. Цель - повышение качества сварны.х участков стержней. Арматурный стержень фиксируют на плите 2 по его торцу. Производят осаживание ,участка стержня под сварку прокаткой в направлении его зафиксированного торца на плите 2. Кантуют стержень на 60° относительно его продольной оси. Производят прокатку осаженного участка стержня в направлении зафиксированного торца. Изобретение позволяет получить формуемые участки стержня с размерами поперечного сечения, равными исходному сечению стержня. 4 ил. (Л
О5 1ЧЭ
Изобретение относится к обработке ме таллов давлением и может быть применено при подготовке концов арматурных атерж- ней к контактной стыковой сварке.
Целью изобретения является повышение качества сварных участков стержней за счет получения равного поперечного сечения прокатываемого участка с исходным поперечным сечением стержня.
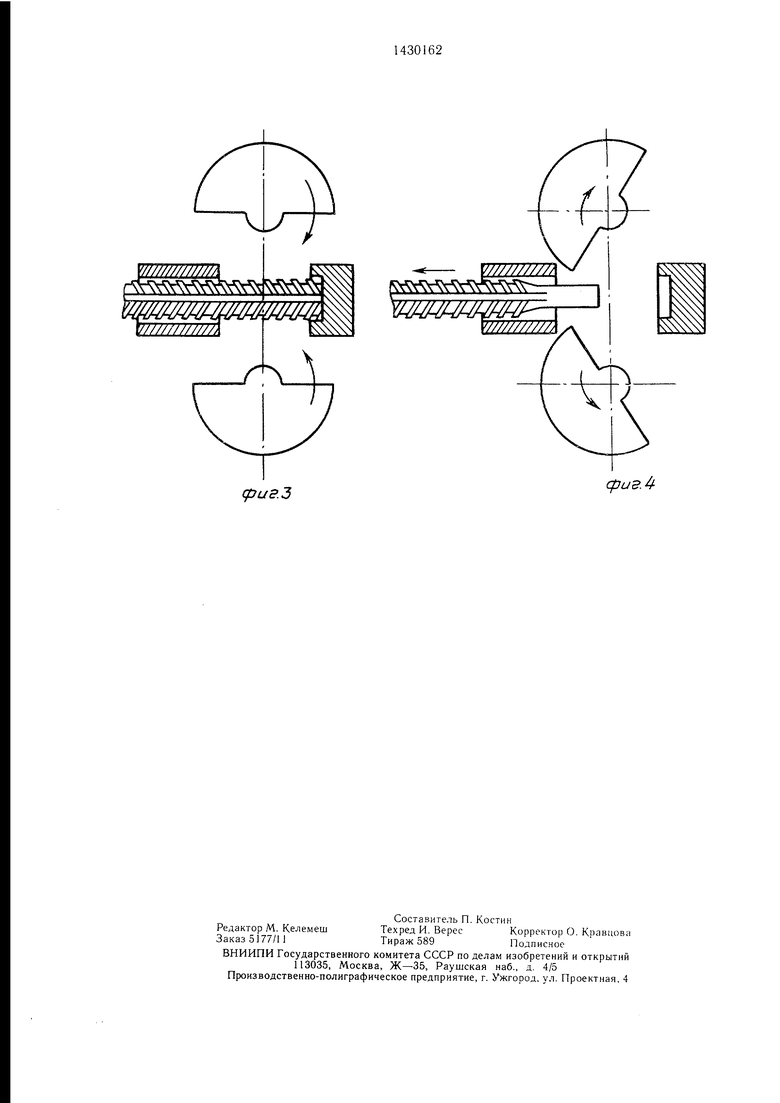
На фиг. 1 показана фиксация стержня торцом заднего конца на плите; на фиг. 2 - осаживание стержня прокаткой в направлении плиты; на фиг. 3 - конец периода осаживания; на фиг. 4 - прокатка стержня в направлении от плиты.
10
ле осадки на 3-4 мм. Требуемая величина осадки предварительно была определена на основании результатов моделирования процесса осадки и прокатки выступов на свинцовых образцах. После прокатки осаженной части стержня в обратном направлении диаметр прокатанного участка стержня составил 30,5 мм, следы выступов отсутствовали.
Предлагаемый способ позволяет повысить качество сварных участков стержней, так как применение предварительного осаживания стержня на прокатываемой длине позволяет уменьшить сечение стержня до значений равных первоначальным, которые имел
Способ осуш,естБляется следующим об- ic стержень до прокатки, т.е. можно обесперазом.
Арматурный стержень 1 фиксируют на плите 2 по заднему его торцу (фиг. 1) и осаживают прокаткой участок стержня под сварку в направлении плиты 2 (фиг. 2), затем после кантовки стержня на угол 60° от- 20 посительно оси калибра валков 3 осуществляют прокатку участка стержня под сварку в направлении плиты 2 (фиг. 3, 4). Рекомендуемая длина участка стержня с удаленными выступами определяется по ГОСТ 19293-73.
Пример. Рассматриваемый способ удаления выступов с концов арматурного стержня опробован при прокатке арматуры диаметром 32 мм, основное сечение стержня 30,5 мм. Образец стержня длиной 400 мм 0 устанавливали по оси прокатной клети-одним концом в металлическую плиту. Осадка стержня производилась на длине 40 мм прокаткой его в направлении к плите. Диаметр стержня по выступам увеличился посчить равнопрочность прокатываемого участка с недеформированным участком арматурного стержня.
Формула изойаетения
Способ удаления выступов с концов арматурного стержня продольной прокаткой с фиксацией по одному из торцов заготовки, отличающийся тем, что, с целью повышения качества сварных участков стержней за счет получения поперечного сечения прокатываемого участка, равного исходному поперечному сечению стержня, при прокатке сначала осаживают участок стержня под сварку в направлении к фиксированному торцу заготовки, кантуют стержень на угол 60° относительно его продольной оси, затем прокатывают участок стержня под сварку в направлении от зафиксированного торца заготовки.
фи,1
ле осадки на 3-4 мм. Требуемая величина осадки предварительно была определена на основании результатов моделирования процесса осадки и прокатки выступов на свинцовых образцах. После прокатки осаженной части стержня в обратном направлении диаметр прокатанного участка стержня составил 30,5 мм, следы выступов отсутствовали.
Предлагаемый способ позволяет повысить качество сварных участков стержней, так как применение предварительного осаживания стержня на прокатываемой длине позволяет уменьшить сечение стержня до значений равных первоначальным, которые имел
чить равнопрочность прокатываемого участка с недеформированным участком арматурного стержня.
Формула изойаетения
Способ удаления выступов с концов арматурного стержня продольной прокаткой с фиксацией по одному из торцов заготовки, отличающийся тем, что, с целью повышения качества сварных участков стержней за счет получения поперечного сечения прокатываемого участка, равного исходному поперечному сечению стержня, при прокатке сначала осаживают участок стержня под сварку в направлении к фиксированному торцу заготовки, кантуют стержень на угол 60° относительно его продольной оси, затем прокатывают участок стержня под сварку в направлении от зафиксированного торца заготовки.
фи.2
сриаЗ
сригЛ
| Смирнов В | |||
| К | |||
| Вальцовка заготовок НОЛ штамповку | |||
| М.: Машиностроение, 1964, с | |||
| . |
