Изобретение относится к литейному роизводстйу и может быть использова о в конструкциях формовочных и тержневых автоматических машин.
Целью изобретения является упроение конструкции автомата.
На -фиг. 1 схематично показан форовочный автомат; на фиг. 2 - то же, ид сверху.
Формовочньй автомат содержит расоложенные одно за другим в технологической последовательности устройства для спаривания опоки с модельным омплектом, заполнения опоки смесью, плотнения формы и отделенют формы от модели,, а также карусельный стол ля замены модельных комплектов и подачи их к позиции спаривания, Б состав устройств для спаривания опоки с модельным комплектом входит раздвижной кромочный рольганг 1 для опок 2 и механизм 3 подъема модельного комплекта 4, Устройства заполнения опоки снееьювключают бункер 5 с затвором и наполнительную раму 6 с пневмоприводами 7. Для уплотнения формы установлена многоплунжерная головка 8 с плунжерами 9 и прессово-встряхива- Еощий механизм 10. Устройства для отделения формы от модели содержат раздвижной кромочный рольганг 11 и механизм .12 подъема и опускания модельного комплекта при вытяжке из полуформы 13. Карусельный стол состо™ ит из внешней 14 и внутренней 15 обечаек, связаниьк между собой. Стол опирается на ролики (катки) 16, а для его перемещения установлен фрикционный привод 17. Количество одновременно находящгсхся в работе модельных комплектов зависит от габаритов (диаметра) карусельного стола.
Автомат работает следующим образом.
Пустая опока 2 по транспортному самоходному рольгангу поступает к устройствам для спаривания опок с модельным комплектом, Последний поднимается механизмом 3 подъв; а и спаривается с опокой по системе штырь- втулка. При этом кромки рольганга 1 раздвинуты. После подъема модельного комплекта 4 со спаренной опокой выше уровня рольганга его кромки сдвигаются, и подмодельная, плита опускается на ролики. С помощью толкателя (не показан) модельный комплект 4 (с опокой перемещается к устройствам
полнения опоки смесью, где на опоку опускается наполнительная.рамка 6, а из бункера 5 при открывании затвора в опоку поступает формовочная смесь. После закрывания затвора и подъема наполнительной рамки (с помощью пневмо- цилиндров 7) , комплект передвигается по рольгангу к устройствам уплотнения формы. Здесь происходит уплотне1D
ние смеси с помощью прессово-встрякивающего механизма 10 и многоплунжерной гидравлической головки 8 с плунжерами 9. Затем готовая полуформа 13 поступает к устройствам отделения
формы от модели, где она вместе с модельным комплектом сначала поднимается механизмом 12 (при этом кромки рольганга 11 разведены), а затем опускается, причем полуформа 13
планками опоки становится на ролики рольганга 11 (его кромки при этом. сдвигаются). Модельный комплект идет вниз и устанавливается на поворотный стол между обечайками 14 и 15. Включается привод 17, и поворотный стол, передвигаясь по роликам 1б, постепенно (через несколько шагов) переносит модельный комплект к устройствам цля спаривания опок с модельным
комплектом.
Модельные комплекты для изготовления ншкних и верхних полуформ движутся на поворотном столе один за другим, причем для юс возврата на
позицию спаривания с опокой лишь одна сторона стола. Вторая (пустая) сторона поворотного стола ,используется для замены модельных комплектов. При этом комплект не
спаривается с опокой, а передается при повороте стола на другую сторону автомата.
Таким образом, расширяются техно- логические возможности формовочного автомата за счет увеличения количества модельных комплектов, увеличивается номенклатура изготавливаемых отливок, упрощается конструкция авто- мата за счет установки карусельного стола для модельных комплектов и привода с фрикционной передачей, уменьшается энергопотребление автоматической линии за счет уменьшения коли- честза формовочных автоматов (вместо двух автоматов с четырьмя модельными комплектами можно поставить один с . восьмью комплектами).
//
/
/
Составитель Н.Ромашова Редактор И, Николайчук Техред И.Верес Корректор А, Ференц
Заказ 2401/9
Тираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий ,113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Физ.г
Подписное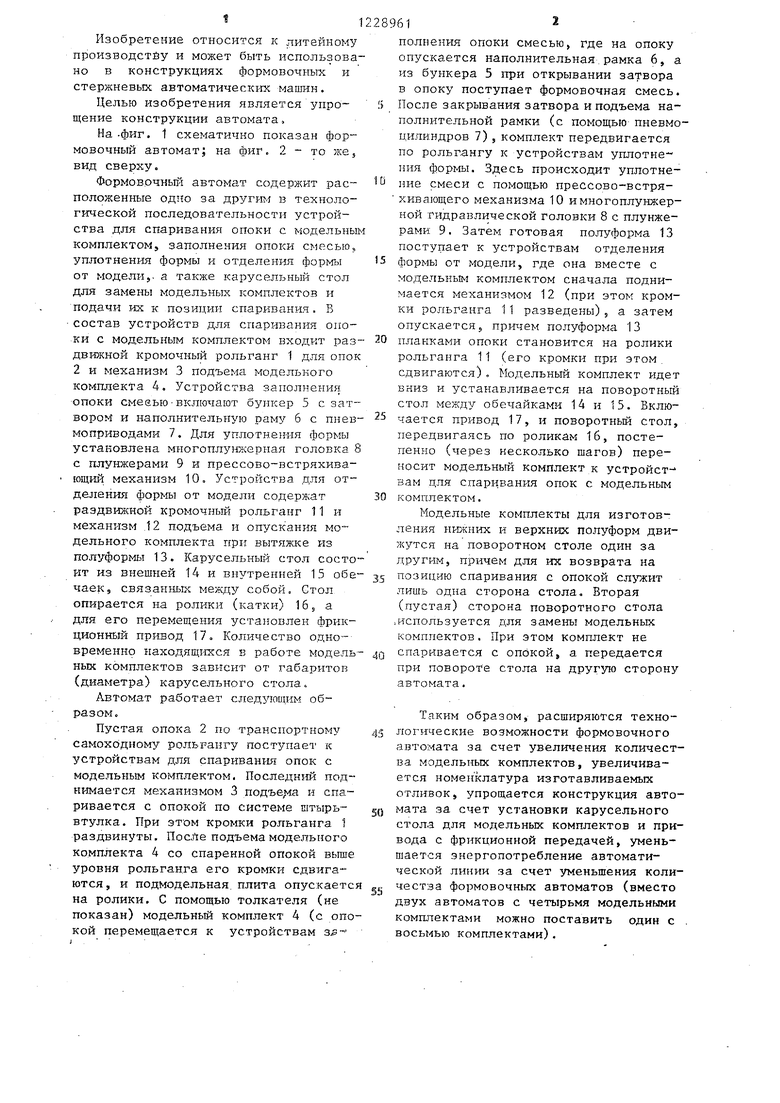
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Многопозиционный прессово-формовочный автомат | 1985 |
|
SU1435396A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |


| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
