tftu.2
Изобретение относится к переработке njtacTMacc и может быть использовано на литьевых машинах, оснащенных литьевыми формами с туннельными литниками.
Целью изобретения является повышение производительности труда и удобства в сэбслуживании при использовании литьевых форм с туннельными литниками. . .
На фиг.1 изображена предлагаемая установка, поперечный разрез (через манипулятор и приемники для изделий
и литников); на фиг.2 - схема взаимо -) точки 10 выталкивателя. 8.
20
25
30
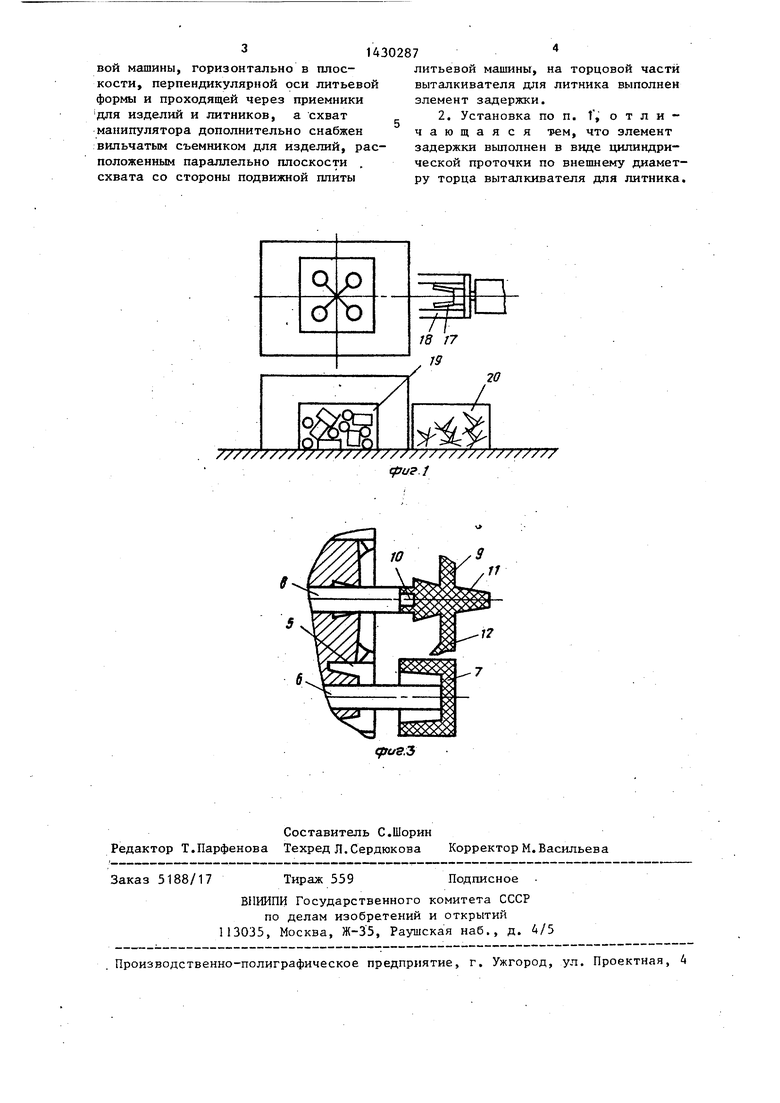
действия рабочих органов манипулятора с изделиями и литником (вид сверху) ; на фиг.З - фрагмент литьевой формы после выталкивания изделий и литников перед воздействием на них рабочих брганов манипуляторао
Установка для литьевых изделий из пластмасс содержит литьевую машину с подвижной 1 и неподвижной 2 плитами, на которых закреплены подвижная 3 и неподвижная 4 полуформы. В подвижной полуформе 3 имеются гнезда 5, выталкиватели 6 изделий 7 и выталкиватель 8 литника 9 Выталкиватель 8 имеет элемент задержки, на- в виде цилиндрической проточки 10о Литник 9 имеет центральный стержневой участок 11 и туннельные впуски 12.На непожвижной плите 2 литьевой машины горизонтально установлен кронштейн 13 манипулятора с двумя степенями свободы, несущий на себе силовые цилиндры продольного 14 и ; поперечного 15 перемещения. На штоке 16 цилиндра 14 закреплены схват 17 для.литника 8 с регулируемым моментом сраба тывания и вильчатый съемник 18 для изделий 7. Под литьевой формой установлен приемник 19 для изделий 7, под схватом 17 в его отведенном положении - приемник 20 для литников 9. :
Установка для литья изделий из. пластмасс работает следующим образом.
После завершения выдержки под давлением подвижная плита 1 литьевой 50 машины с подвижной полуформой 3 отходит от неподвижной плиты 2 с полуформой 4. Выталкиватели 6 извлекают из гнезд 5 изделия 7, а выталкива35
40
45
тель 8 - литник 9, которьй благодаря 55 личающаяс туннельным впускам 12 оказывается отделенным от изделия 7, а благодаря элементу задержки - цилиндрической
Под действием силового вильчатый-съемник 18 и схв литником 9 выводятся из зо вой формы, после чего нас мент сбрасывания и схват 1 дает литник 9, который пад емник 20, а силовой цилинд вращает вильчатьй съемник 17 в исходное положение.
Благодаря наличию вильч ника 18 обеспечивается гар ный сброс изделий 7, что о важно, если изделия имеют зависать или залипать на в телях,.
Наличие элемента задерж рической проточки 10) пред преждевременный сброс литн его попадание в приемник и обеспечивает сохранение ег рованного положения относи схвата 17. Горизонтальное жение манипулятора сбоку л машины позволяет разнести друга точки сброса изделий ков и обеспечить сбор их в приемники, не мешает перес литьевых форм, обеспечивае доступ к манипулятору при и обслуживании. Формула изобре
1. Установка для литья пластмасс, содержащая лить с подвижной и неподвижной литьевую форму с выталкива для изделий и литников, ма тор с двумя степенями сво женный схватом для литника ленньй на неподвижной плит
тем,
целью повышения производит труда и удобства обслужива нипулятор установлен сбок
проточке 10 - удерживается в вытолкнутом положении на выталкивателе 8. Затем под действием штока 16 силового цилиндра 14 вильчатый съемник 18 вводится в пространство между изделиями 7 и подвижной полуформой 4, а схват 17 захватывает литник 9 за центральный стержневой участок 11. После этого под действием силового цилиндра 15 вильчатый съемник 18 сбрасывает изделия 7 с выталкивателей 6 в приемник 19, а схват 17 стаскивает литник 9 с цилиндрической про0
5
0
0
5
0
5
5 личающаяс
Под действием силового цилиндра 14 вильчатый-съемник 18 и схват 17 с литником 9 выводятся из зоны литьевой формы, после чего наступает момент сбрасывания и схват 17 освобождает литник 9, который падает в приемник 20, а силовой цилиндр 15 возвращает вильчатьй съемник 18 и схват 17 в исходное положение.
Благодаря наличию вильчатого съемника 18 обеспечивается гарантированный сброс изделий 7, что особенно важно, если изделия имеют тенденцию зависать или залипать на выталкивателях,.
Наличие элемента задержки (цилиндрической проточки 10) предупреждает преждевременный сброс литника 9 и его попадание в приемник изделий, обеспечивает сохранение его фиксированного положения относительно схвата 17. Горизонтальное расположение манипулятора сбоку литьевой машины позволяет разнести друг от друга точки сброса изделий и литников и обеспечить сбор их в отдельные приемники, не мешает перестановкам литьевых форм, обеспечивает легкий доступ к манипулятору при осмотре и обслуживании. Формула изобретения
1. Установка для литья изделий из пластмасс, содержащая литьевую машину с подвижной и неподвижной плитами, литьевую форму с выталкивателями для изделий и литников, манипулятор с двумя степенями свободы,снабженный схватом для литника, закреп- ленньй на неподвижной плите, о т тем, что, с
целью повышения производительности труда и удобства обслуживания, манипулятор установлен сбоку литьевой машины, горизонтально в плоскости, перпендикулярной оси литьевой формы и проходящей через приемники для изделий и литников, а схват манипулятора дополнительно снабжен вильчатым съемником для изделий, расположенным параллельно плоскости схвата со стороны подвижной плиты
литьевой машины, на торцовой части выталкивателя для литника выполнен элемент задержки.
2. Установка по п. 1, отличающаяся -рем, что элемент задержки выполнен в виде цилиндрической проточки по внешнему диаметру торца выталкивателя для литника.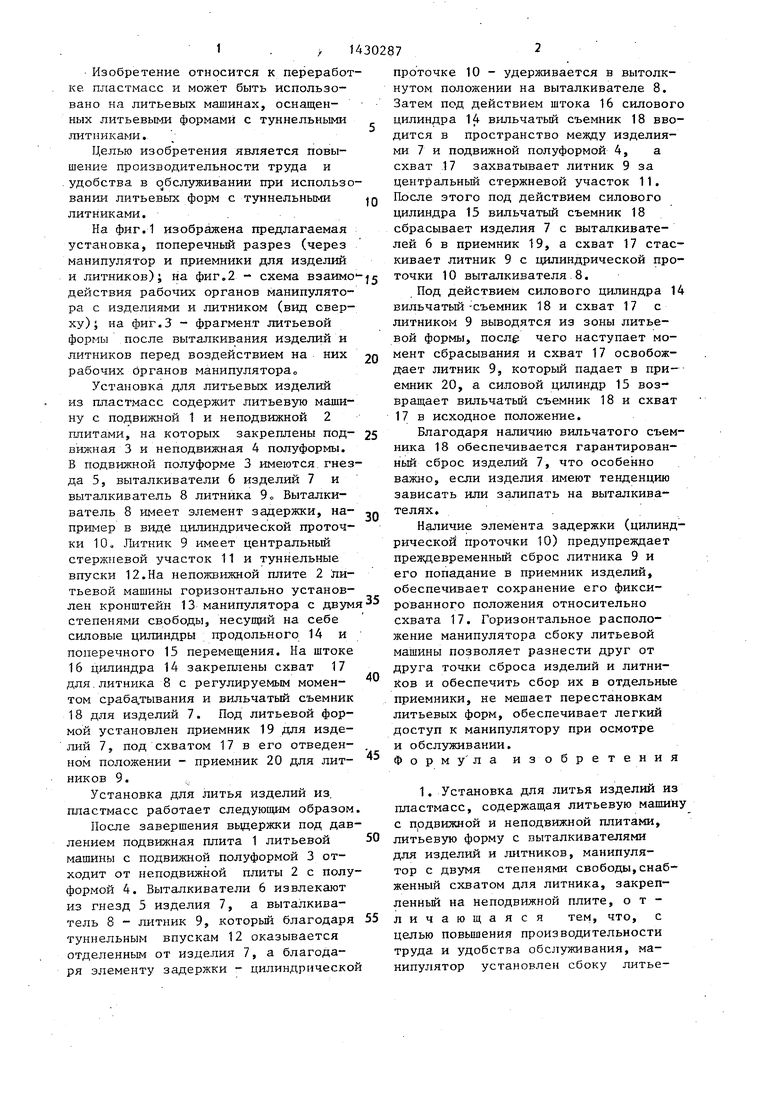
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Захватное устройство | 1986 |
|
SU1351779A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| Схват манипулятора | 1986 |
|
SU1366391A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
Изобретение относится к переработке пластмасс и может быть использовано на литьевых машинах оснащенных формами с туннельными литниками. Цель - повышение производительности труда и удобства в обслуживании. этого манипулятЬр размещен сбоку литьевой машины горизонтально в плоскости, перпендикулярной оси литьевой формы и проходящей через приемники для изделий и литников. Схват манипулятора снабжен вильчатым съемником для изделий, на торцовой части выталкивателя выполнен элемент задержки в виде кольцевой проточки, 1 з.п. ф-лы, 3 ил.
11
