Изобретение относится к легкой промьлпленности и касается раскроя материалов в обувном производстве.
Целью изобретения является повы- шение производительности труда и повышение качества вырубания дета-яей.
На чертеже представлена кинематическая схема пресса.
Пресс по раскрою и вырубанию обув ных полуфабрикатов состоит из двух направляющих стоек 1, соединенных Нижней траверсой-столом 2, К стойкам
Iкрепятся две скалки 3 с закрепленной на них верхней траверсой 4. На нижней траверсе 2 с возмржньм продолным возвратно-поступательным Двкясе- нием крепятся две вырубные плиты 5 с приводом в. Над траверсой 2 крепятся два гладильных вапика 7 (с возможным их перемещением вдоль траверсы),
Пресс снабжен загрузочным столом 8. Конструкция загрузочного стола 8 поэ воляет вьшолнять постоянный подъем технологргческого материала на требуе муто высоту с помощью домкрата-соленоида или реечного механизма (не показаны). Над загрузочным столом 8 с материалом расположен транспортер 9 с вакуум-захватом 10, Вакуум-захва ты 10 крепятся к консольным направляющим, установленным на стяжках. равномерно расположенным по всему транспортеру. Для включения вакуум- захватов транспортера используется вакз ум-распределительное устройство
IIс гибким воздуховодом 12э проходящим через шарнир 13. Транспортер 9 состоит из нижней рабочей гибкой ветви и верхней холостой, натяжной и приводной головок„ Внизу под транспортером 9 расположен блок 14 замера площадей кож. Пресс снабжен гидравлическим устройством 15 для подачи резачных кассет 16.. Между устройст- вом 15 для подачи резачных кассет и прессом расположен магазин-накопител 17 резачных кассет 16 с электроприводом 18. Над бункером 19 приема полуфабрикатов расположен воздуховод 20« Вйздуховод 20 используется д,пя удаления полуфабрикатов из резаков резачных кассет 16 в момент расположения резачной кассеты над бункером
19, Под бункером 19 расположен от- водной транспортер 21, над которым размещен блок 22 для замера площадей полуфабрикатов со сбрасьгоателями 23« Сбрасыватели 23 с бункерными устройствами для отвода заготовок размещаются над транспортерами 24. Валик 25 удаления отходов расположен над транспортером 26, в конце которого размещена тележка 27,
Пресс работает следующим образом.
От ЭВМ по программе включается привод вакуум-системгл (не показан) с транспортером 9 и вакуум-распределительным устройством 11. Затем включается домкрат-соленоид (или стационарный реечный механизм подъема с возможным расположением его под загрузочным столом 8). Верхний листовой материал или кожа импульсивно прижимается к вакуз м-захватам 10 транспортера 9. Происходит захват материала вакуум-захватами 10, причем материал и вакуум-захваты 10 некоторое время выстаивают, несмотря на перемещение транспортера. Выстой вакуум-захватов 10 происходит за сче небольшого перемещения по консольньпи; направляющим, закрепленным на поперечных стяжках, в сторону, противоположную направлению перемещения конвейера. За время выстоя вакуум-захватов 10 домкрат-соленоид опускается .на определенную величину, достаточную для перемещения захваченного материала транспортером 9. При продвижении материала вдоль блока 14 для замера площадей кож подается сигнал на захват нового листа материала и на электропривод 18 магазина-накопителя 17 резачньп: кассет 16. ЭВМ ведет поиск необходимой резачной кассеты, которая подается к гидравлическому устройству 15. Замок плунжера гидравлического устройства 15 для подачи резачных кассет захватьюается, и ре- зачная кассета 16, подается в зону вырубания, при этом транспортером 9 параллельно подается технологический материал на поверхность вырубной плиты 5, В зону вырубания попадает только передняя часть технологического материала, освобожденного вакуум-зах- - ватами, С перемещением верхней траверсы 4 (относительно скалок 3, закрепленных к стойкам 1) вниз и ударом ее по резачной кассете 16 происходит вырубание полуфабрикатов из жесткого материала. Полуфабрикаты за счет сил трения удерживаются в резачной кассете 16, Резачная кассета 16 снабжена торцовой стенкой-ножом,
3
который отрезает отходы технологического материала и за счет упругих щеток, закрепленных на этой же кассете, сбрасывает их на валик 25 при движении кассеты в исходное положение. С валика 25 отходы попадают на транспортер 26, а затем в тележку 27. При перемещении резачной кассеты 16 под воздухом 20 полуфабрикаты выдуваются из резаков в бункер 19 и попадают на отводной транспортер 21 С помощью блока 22 осуществляется замер площадей полуфабрикатов и подается соответствующий сигнал на меха- низм 23 сброса. Механизм 23 сбрасывает полуфабрикаты на транспортеры 24 которые подают их к основным технологическим потокам или на склад.
Резачная кассета 16 возвращается в магазин-накопитель 17. По сигналу- от ЭВМ происходит перемещение магазина-накопителя 17 в поиске нужной по площади резачной кассеты. Возможно неоднократное вырубание полу- фабрикатов одной и той же резачной кассетой подряд . В таком режиме резачная кассета 16 совершает возвратно-поступательное перемещение от зоны вырубания до бункера 19, за- тем снова возвращается в зону вырубания. При повторном возвращении в зону вырубания гидравлическое устройство 15 для подачи резачных кассет
транспортера с вакуумными захватами, а также подачи резачных кассет в зону резания с помощью гидравлического манипулятора и восстановления вырубных плит с помощью нагреваемых валиков.
Формула изобретения
. 1. Пресс для вырубки деталей из листового материала, содержащий установленные на станине колонны, несущие неподвижную нижнюю траверсу с вырубной плитой и верхнюю траверсу с механизмом ее вертикального перемещения, стол для установки вырубных плит и разрубаемых листов, установленный на нижней траверсе, различные кассеты для вырубки деталей,установленные в зоне резания, средство для подачи заготовок в зону резания, имеющее бункер со средством для удаления вырубленньпс деталей, расположенный в зоне резания, и гидропривод, отличающийся тем, что, с целью повьшения производительности, он имеет магазин-накопитель для различных кассет с механизмом его вертикального перемещения, установленный на станине с одной из сторон относительно верхней траверсы за зоной резания, и гидравлический манипулятор с захватом для подачи в зону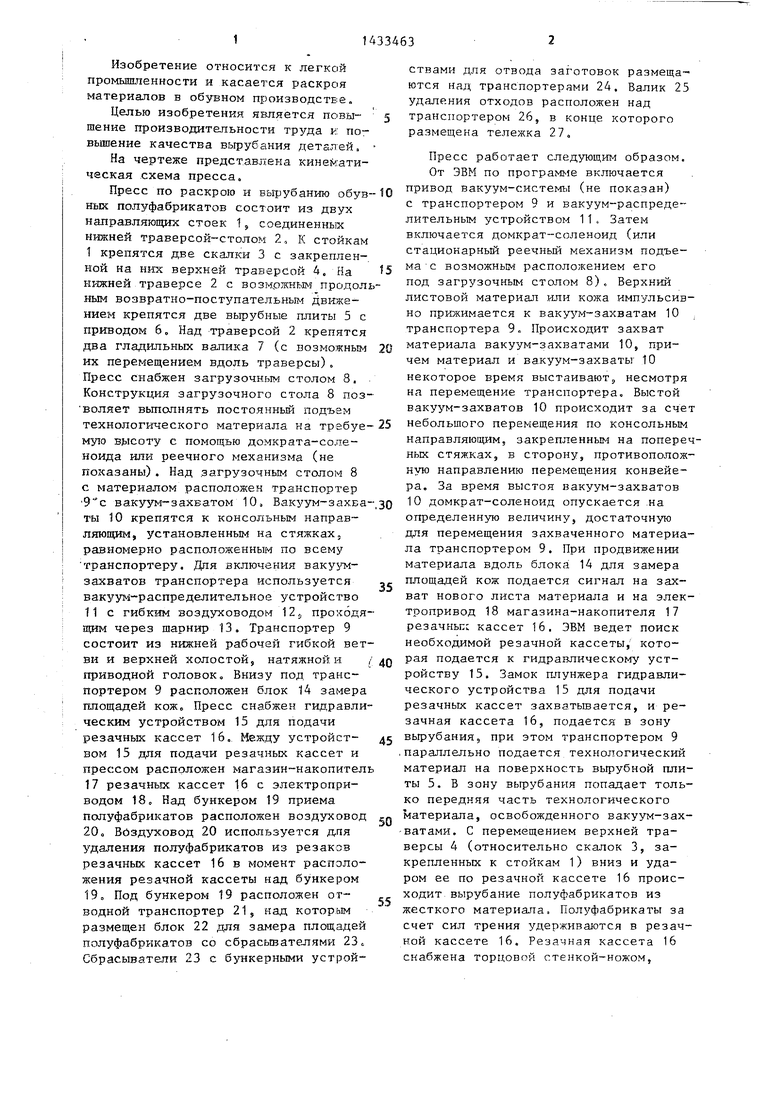
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для вырубания деталей из листового материала | 1989 |
|
SU1623594A1 |
| Пресс для вырубания обувных деталей из листового материала | 1986 |
|
SU1463215A1 |
| Резак | 1986 |
|
SU1380723A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
Изобретение относится к легкой промыншенности и применяется преимущественно в обувной промьшшенности с целью повышения производительности . труда и повышения качества вырубаемых деталей обуви из листового материала. Пресс имеет загрузочный стол 8 с механизмом вертикальной подачи на заданный шаг. Над столом 8 расположен транспортер 9 с вакуумными захватами 10. С противоположной стороны пресса относительно верхней траий ов З кой мути с ти . аеатетол чи спозахоаЮ 3 версы 4 последовательно установлены магазин-накопитель 17 резачных кассет 16 и гидравлический манипулятор 15 с захватом для резачных кассет. Над нижней траверсой 2 установлен нагреваемый валик 7 с возможностью продольного перемещения относительно вырубной плиты 5. Заготовки устанавливаются на загрузочный стол 8, откуда вакуумными захватами 10 транспортер 9 перемещает их поштучно в зону резания. С противоположной стороны пресса из магазина-накопителя 17 гидравлическим манипулятором 15 подается резачная кассета 16 в зону резания. После опускания траверсы 4 происходит вырезание (вырубка) детали, и траверса 4 поднимается. Резачная кассета возвращается манипулятором 15 в магазин-накопитель. Вырубленные детали сжатым воздухом подаются в бункер 19, откуда подаются дальше по технологическому потоку. 1 э.п, ф-лы, 1 ил. € (Л 4 ро со ; а со
40
поднимает резачную кассету 16 на высо-з5 резания сменных резачных кассет из ту, большую толщины технологического магазина-накопителя, установленный материала. В момент вырубания гидравлическое устройство 15 для подачи резачных кассет 16 перемещается вниз совместно с траверсой 4.
При определенной шероховатости поверхности вырубной плиты 5 (многоразовой вьфубки) включается привод 6. Происходит перемещение плиты 5 в зону вырубания, а второй,- спаренной с ней, - в крайнее положение, где с помощью разогретого и перемещающегося гладильного валика 7 происходит восстановление ее поверхности.
Бесперебойная работа пресса осуществляется до момента, пока в загрузочном столе 8 будет находиться технологический материал.
Прелагаемый пресс по сравнению с существующими позволяет повысить
на станине за магазином-накопителе относительно верхней траверсы, а ср ство дпя подачи заготовок в зону ре ния состоит из загрузочного стола, установленного с возможностью верти кального его подъема с заданным шаг и перемещения в горизс-нтальной плос кости, и размещенного относительно 45 верхней траверсы со стороны, против положной установке магазина-накопит ля, и транспортера с замкнутым контуром, несущим вакуумные захваты дл подачи заготовок в зону резания, установленного над загрузочным столом.
50
55
производительность труда и качество вьфубаемых деталей за счет автоматизации подачи заготовок в зону резания с помощью загрузочного стола и
езания сменных резачных кассет из агазина-накопителя, установленный
а станине за магазином-накопителем относительно верхней траверсы, а средство дпя подачи заготовок в зону резания состоит из загрузочного стола, установленного с возможностью вертикального его подъема с заданным шагом и перемещения в горизс-нтальной плоскости, и размещенного относительно верхней траверсы со стороны, противо- положной установке магазина-накопителя, и транспортера с замкнутым контуром, несущим вакуумные захваты для подачи заготовок в зону резания, установленного над загрузочным столом.
| Пресс для вырубки деталей из листового материала | 1961 |
|
SU141578A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
