00 СР
ел
tsD -4
ГО
Изобретение относится к обработке металлов давлением и может быть использовано в различньпс отраслях машиностроения при изготовлении полых де- талей из трубчатых заготовок гидроштамповкой.
Цель изобретения - повышение качества изготавливаемых деталей за счет уменьшения гофрообразования и утонения стенок заготовки.
На чертеже представлена схема предлагаемого устройства для гидроштампов ки полых деталей.
Устройство содержит нижнюю 1 верхнюю 2 полуматрицы, полости кота- |рых соответствуют форме заготовки 3., Iгвдроцилиндр 4 смыкания полуматрицз I гидромультипликатор 5, осевые гидро- I цилиндры 6 с пуансонами 7, гидромото- |ры 8 в линиях слива осевых гидроци- ,|линдров, соединительную муфту валов iгидромоторов 9 с зубчатым венцом 10, :зубчатый редуктор со сменной шестерней 11 и регулировочный винт 2 кла- пана 13 поддержания давления.
Устройство работает следующим образом.
Трубчатая заготовка 3 фиксируется ;В заполненной маслом полости полумат рицы 1 прижатием полуматрицы 2 што- ком гидроцилиндра А. При подаче жид |кости в осевые гидроцилиндры 6 заго- |товка 3 сжимается пуансонами 7. Жидкостью высокого давления 5 подаваемой внутрь заготовки от гидромультиплика гора 5, осуществляется процесс штам- |повки. По мере осевого сжатия заго- 1товки вытесняемая из гидроцилиндров 6 жидкость проходит через гидромоторы 8, заставляет вращаться их валы С соединительной муфтой 9 и зубчатым Венцом 10. Далее вращение передается через зубчатый редуктор со сменной Шестерней 11 на регулировочный винт 12 клапана 13 поддержания давления, Так достигается соответствие положений регулировочного винта 12 и пуансонов 7.
Положением винта 12 определяется значение давления жидкости в линии Питания гидромультипликатора 5. и пропорциональное ему давление в полости заготовки 3. В клапанах винтом регулируется усилие пружины, поджимающей 1|Шунжер; его смещение под действием
сил давления жидкости приводит к открытию сливного канала. Таким образом обеспечивается необходимая взаимосвязь между осевой деформацией заготовки и давлением в ее полости. Наличие сменной шестерни позволяет варьировать соотношением указанных параметров,
Предлагаемое техническое решение реализовано в установке для гидравлической штамповки балки заднего моста автомобиля. Для достижения положительного эффекта в конструкции применен клапан поддержания давления с диаметром условного прохода 20 мм и редуктор с цилиндрическими зубчатыми колесами эвольвентного зацепления со сменной шестерней (модуль 2). Предлагаемое устройство позволяет при рабочем ходе пуансонов 100 мм обеспечить необходимый закон изменения давления в полости заготовки в диапазоне 30- 480 Iffla при коэффициенте мультипликации 15о Число бракованных.деталей снижается с 8 до 2 шт, на 100 штамповок (причем брак был обусловлен дефектом материала заготовок).
Формула изобретения
1.Устройство для гидравлической штамповки полых деталей по авт.св. № 1344448, отличающееся тем, что, с целью повьшения качества изготавливаемых деталей за счет, уменьшения гофрообразования и утонения стенок заготовки, оно снабжено узлом синхронизации значений давления и осевой деформаций, выполненным в виде размещенного в полости питания гидромультнпликатора клапана поддержания давления с регулирующим винтом, соединенного посредством промежуточного звена с муфтой валов синх- ронизирукяцих гндромоторов.
2.Устройство по п.1, о т л и - чающееся тем, что промежуточное звено выполнено в виде установленного с возможностью взаимодействия с регулирующим винтом редуктора со сменной шестерней и зубчатого вен- ца размещенного на муфте валов синхронизирующих гидромоторов и входящего в зацепление с указанной сменной шестерней.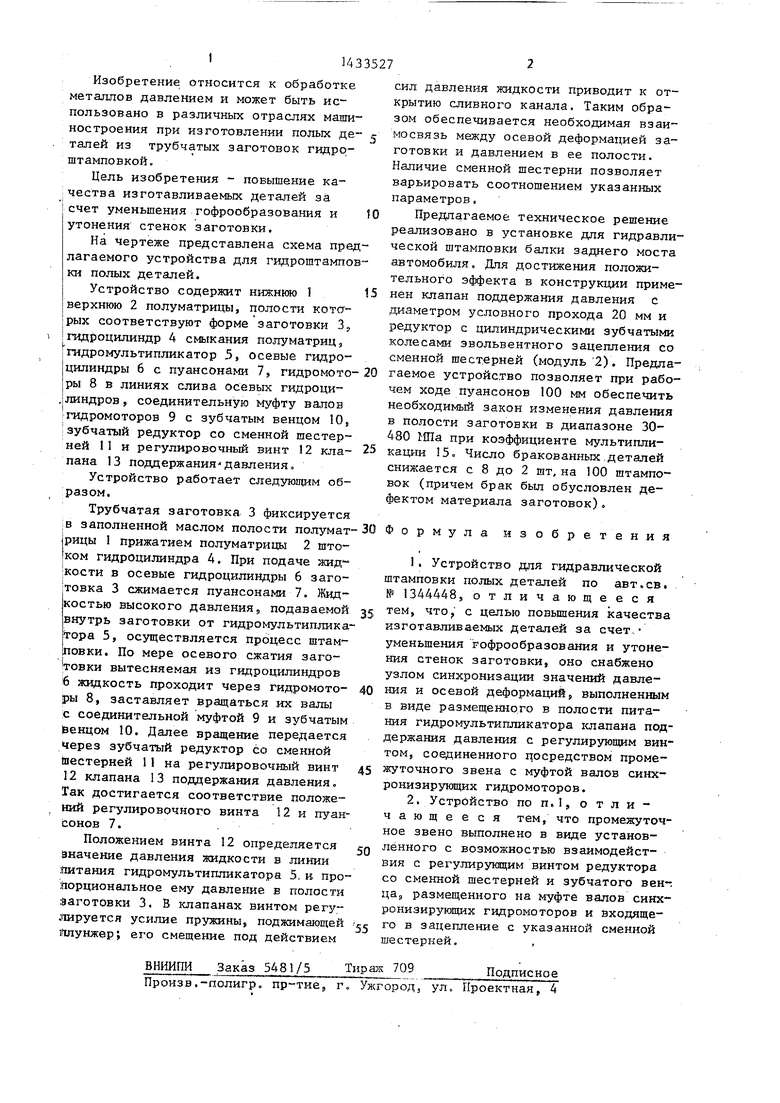
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых деталей | 1986 |
|
SU1344448A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1990 |
|
SU1748900A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
Изобретение относится к обработке металл:ов давлением, в частности к устройствам для гидравлической штамповки, и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей из трубчатых заготовок. Цель - повышение качества деталей за счет уменьшения гофрообразования и утонения стенок заготовки. В устройстве заготов- ка фиксируется в полуматрицах 1 и 2, прижимаемых штоком гидроцилиндра 4, деформируется в осевом направлении пуансонами 7. Штамповка осуществляется под действием жидкости высокого давления,, поступающей из гидромультипликатора 5. По мере осевой деформации жидкость вытесняется из гидроцилиндров 6 в гидромоторы 8, дозирующие объемы. Вращение соединительной муфты 9 с зубчатым венцом 10 через зубчатый редуктор со сменной шестер- , ней 11 передается на регулировочный винт 12 клапана 13, регулирующего давление в линии питания гидромультипликатора и в полости заготовки. 1 з.п,- ф-лы, 1 ,ил. S сл с:
| Устройство для гидравлической штамповки полых деталей | 1986 |
|
SU1344448A1 |
