оо со
О1
Oi
I1391756
Изобретение относится к обработке метЕоЧЛов давлением и может быть применено для изготовления различных цилиндрических деталей с широким плоским фланцем, находящим широкое применение в гидрогазовых и других системах и конструкциях в различных отраслях машиностроения.
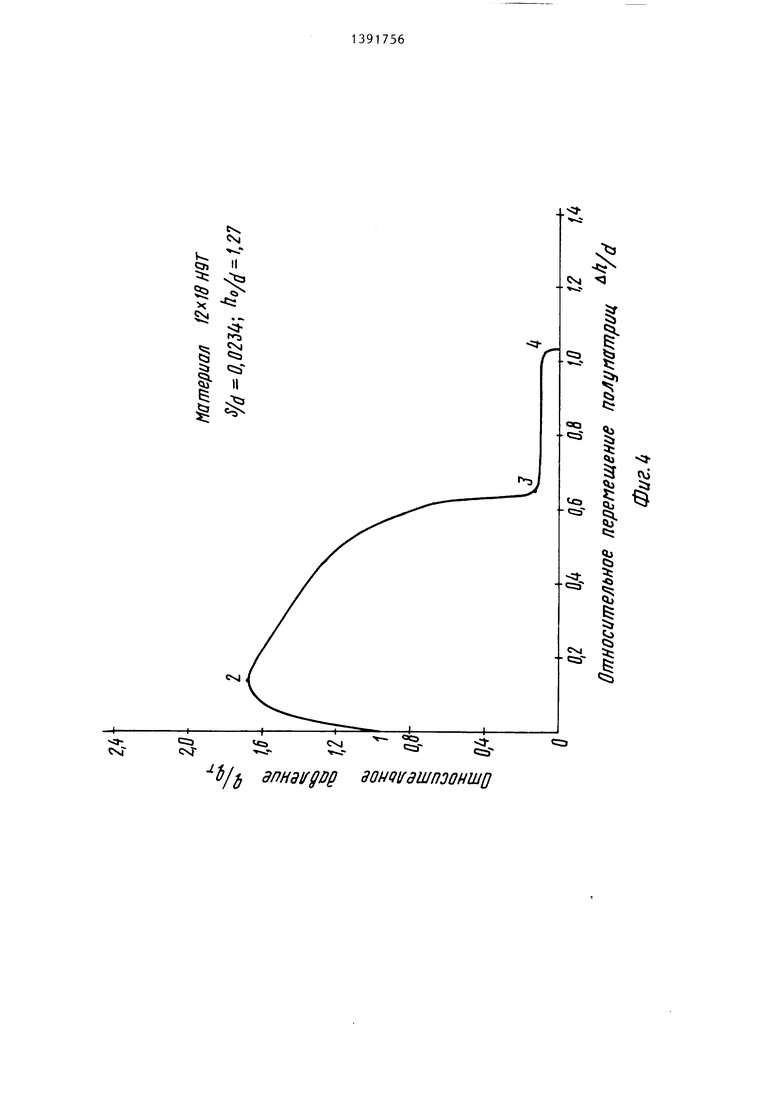
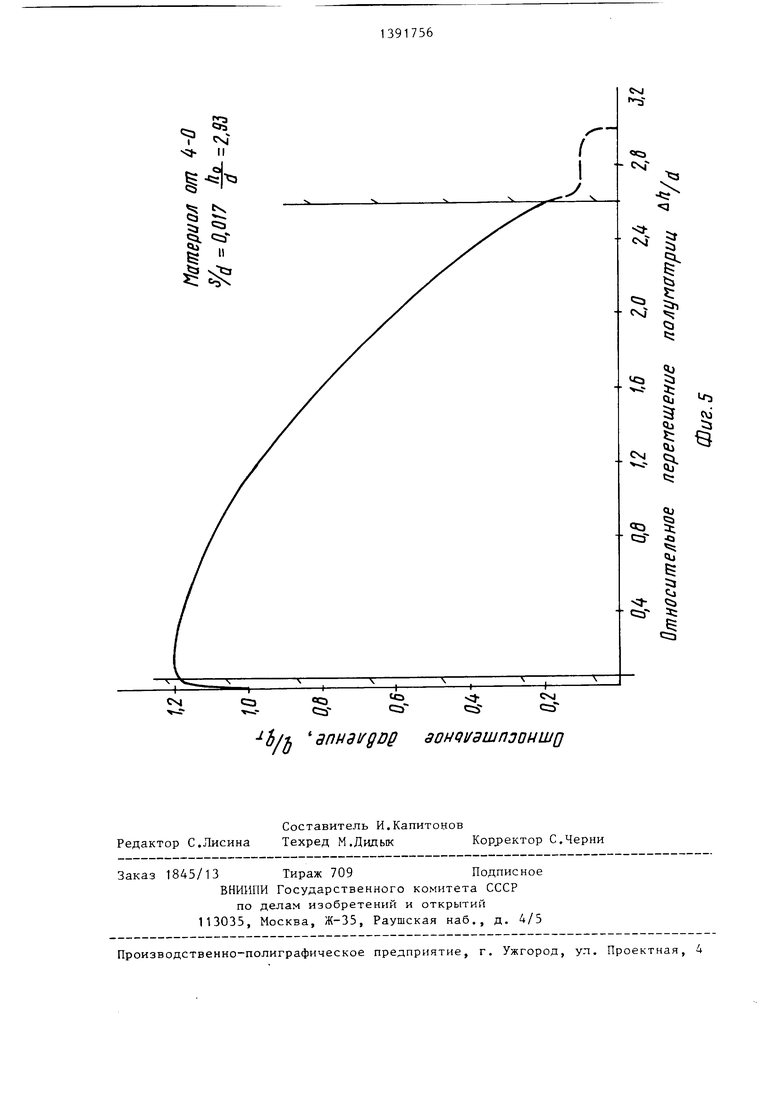
ния полуматриц и заготовки; на фиг.З- устройство в заключительной стадии (при осадке и сплющивании фланца), на фиг. 4 - типовая кривая, характеризующая изменение относительного внутреннего давления по ходу процесса для заготовки из нержавеющей стали, на фиг. 5 - то же, для oi -тита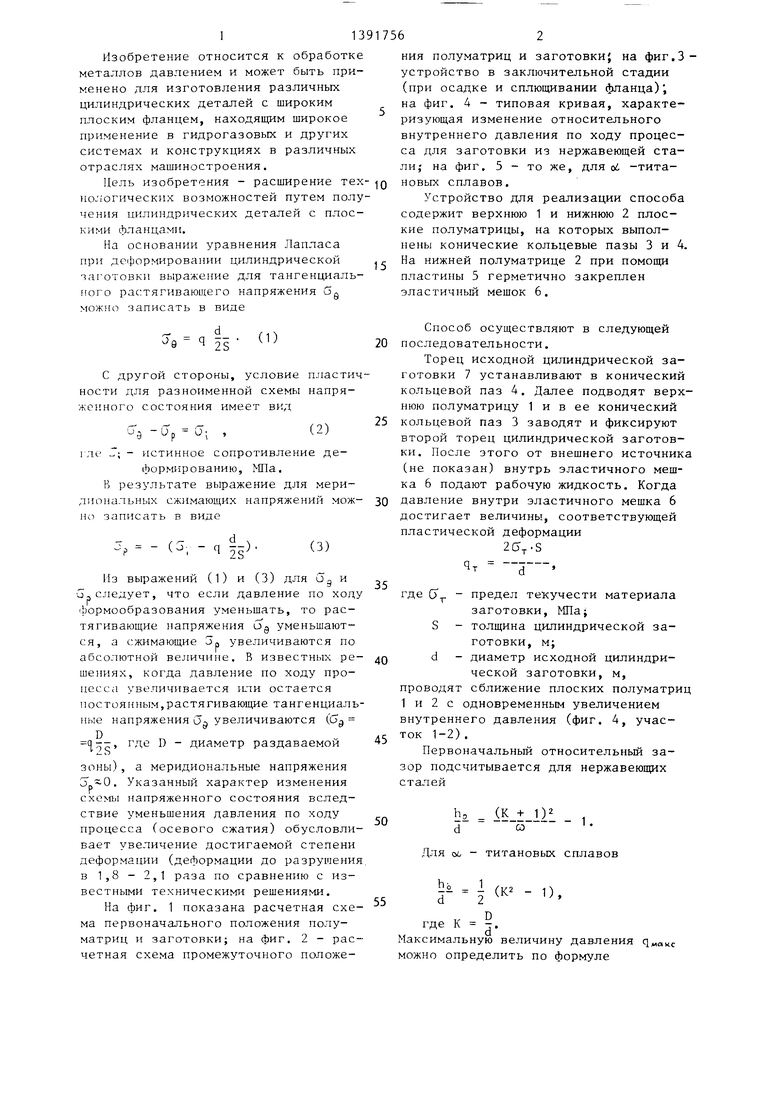
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| Способ изготовления деталей с фланцем из трубчатой заготовки | 1985 |
|
SU1296267A1 |
| Способ получения П-образных изделий | 1987 |
|
SU1526870A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Устройство для раздачи полых заготовок внутренним давлением | 1987 |
|
SU1433582A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для обжима и раздачи труб с нагревом | 1987 |
|
SU1459779A1 |
| Устройство для формоизменения раздачей полых металлических заготовок | 1987 |
|
SU1417968A1 |
Изобретение относится к обработке металлов давлением и м.б. использовано в радиотехнической, химической, нефтяной отраслях машиностроения для получения плоских деталей с фланцем, деталей типа компенсатора и др. Цель - расширение технологических возможностей путем получения цилиндрических деталей с широкими плоскими фланцами. Способ осуществляют устройством, содержащим две плоские полуматрицы (ПМ) 1 и 2, на нижней из которых размещен эластичный мешок (ЭМ) 6. Заготовку 7 устанавливают между ПМ 1 и 2. В полость ЭМ 6 подают рабочую жидкость. После того как давление внутри ЭМ 6 достигнет величины, соответствующей пластической деформации заготовки 7, производят сближение ПМ 1 и 2. На участке осевой осадки ПМ 1 и 2, соответствующем заданному диапазону относительных зазоров между ПМ 1 и 2, давление рабочей жидкости плавно снижают по законам для нержавеющих сталей и йЛ -титановых сплавов. Для определения закона снижения давления приводятся расчетные зависимости. 2 з.п.ф-лы, 5 ил. 1 (Л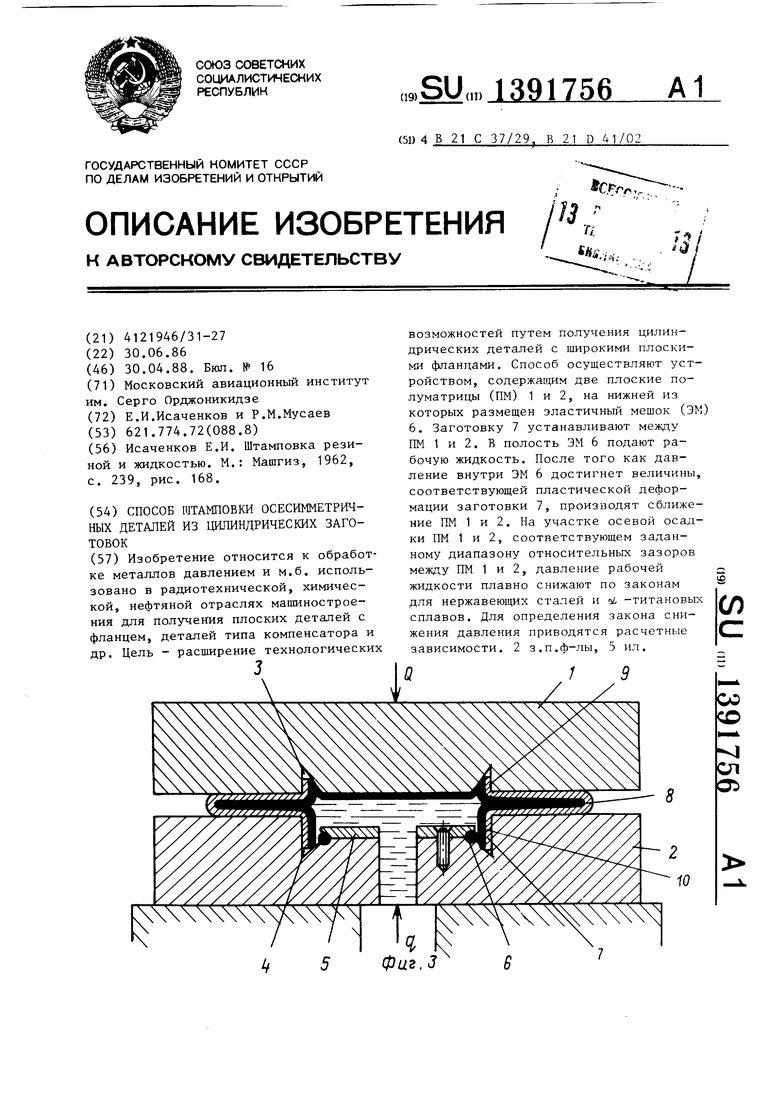
Цель изобретения - расширение новых сплавов.
нологических возможностей путем получения цилиндрических деталей с плоскими фланцами.
На основании уравнения Лапласа при деформировании цилиндрической таготовки выражение для тангенциального растягивающего напряжения GQ можно записать в виде
q
2S
(1)
С другой стороны, условие пластичности для разноименной схемы напряженного состояния имеет вид
-0„ О;
(2)
где ; - истинное сопротивление деформированию, МПа. В результате выражение для меридиональных сжимающих напряжений мож- Hci записать в виде
d . 1
(3)
Из выражений (1) и (3) для Од и GPследует, что если давление по ходу (Ьормообразования уменьшать, то растягивающие напряжения Од уменьшаются, а сжимающие 3 увеличиваются по абсолютной величине. В известных решениях, когда давление по ходу про- песса увеличивается юи остается постоянным,растягивающие тангенциальные напряжения Од увеличиваются (о
диаметр раздаваемой
зоны), а меридиональные напряжения . Указанный характер изменения схемы напряженного состояния вследствие уменьшения давления по ходу процесса (осевого сжатия) обусловливает увеличение достигаемой степени деформации (деформации до разрушения Б 1,8 - 2,1 раза по сравнению с известными техническими решениями.
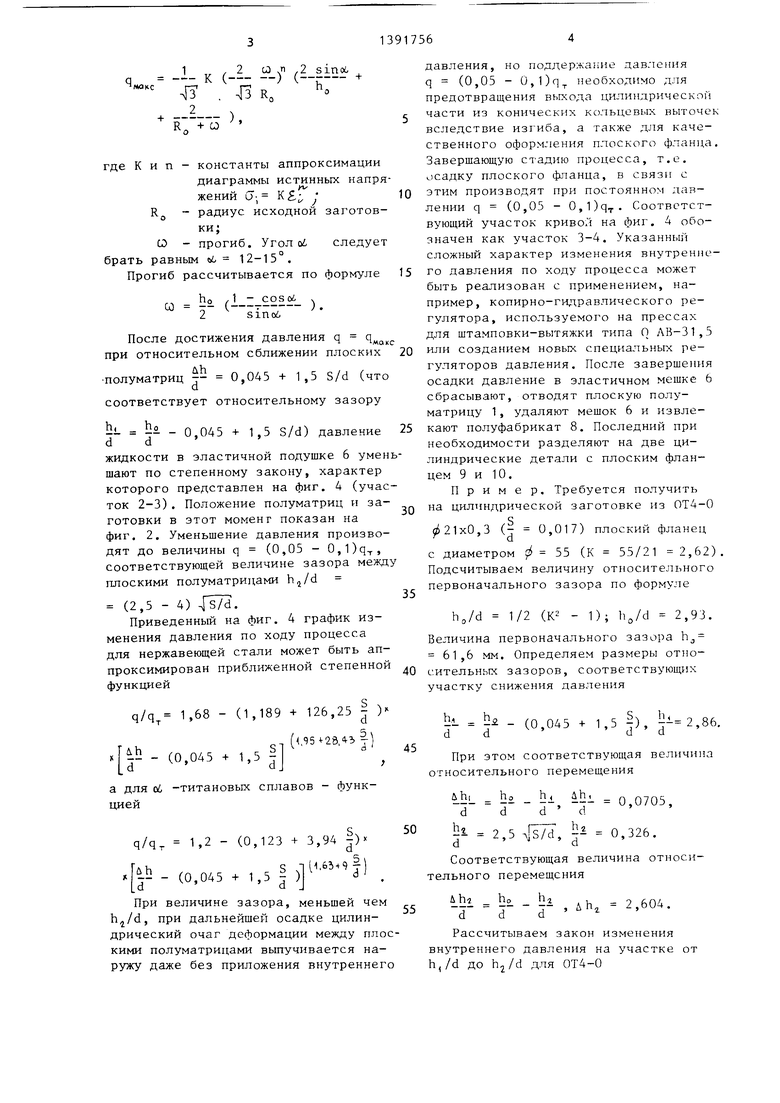
На фиг. 1 показана расчетная схема первоначального положения полуматриц и заготовки; на фиг. 2 - расчетная схема промежуточного положес
0
5
0
5
0
5
Устройство для реализации способа содержит верхнюю 1 и нижнюю 2 плоские полуматрицы, на которых выполнены конические кольцевые пазы 3 и 4. На нижней полуматрице 2 при помощи пластины 5 герметично закреплен эластичный мешок 6.
Способ осуществляют в следующей последовательности.
Торец исходной цилиндрической заготовки 7 устанавливают в конический кольцевой паз 4. Далее подводят верхнюю полуматрицу 1 и в ее конический кольцевой паз 3 заводят и фиксируют второй торец цилиндрической заготовки. После этого от внешнего источника (не показан) внутрь эластичного мешка 6 подают рабочую жидкость. Когда давление внутри эластичного мешка 6 достигает величины, соответствующей пластической деформации 2C5-.S
Чт -Ггде (J - предел текучести материала
заготовки, Mllaj
S - толщина цилиндрической заготовки, м;
d - диаметр исходной цилиндрической заготовки, м,
проводят сближение плоских полуматриц 1 и 2 с одновременным увеличением внутреннего давления (фиг. 4, участок 1-2) .
Первоначальный относительный зазор подсчитывается для нержавеющих сталей
50
k () d
Для oi, - титановых сплавов
(
d z где К 2.
- 1),
Максимальную величину давления можно определить по формуле
q 1 к (-2- il) (2-p . . 43 R,
к;-тъ-)
где Кип- константы аппроксимации диаграммы истинных напряу
жений J. К Кд - радиус исходной заготовки;
СО - прогиб. Угол oi следует брать равным яЛ 12-15°.
Прогиб рассчитывается по формуле
со (i-I. ).
2 sino6
После достижения давления q q при относительном сближении плоских
полуматриц -- 0,045 + 1,5 S/d (что соответствует относительному зазору
0,045 + 1,5 S/d) давление 25
h, ho d d
жидкости в эластичной подушке 6 уменьшают по степенному закону, характер которого представлен на фиг. 4 (участок 2-3). Положение полуматриц и заготовки в этот момент показан на фиг. 2. Уменьшение давления производят до величины q (0,05 - 0,1)q, соответствующей величине зазора между плоскими полуматрицами hj/d
30
(2,5 - 4) 4s/d.
Приведенный на фиг. 4 график изменения давления по ходу процесса для нержавеющей стали может быть аппроксимирован приближенной степенной функцией
q/q,- 1.68 - (1,189 -Ь -(0.045.,,5 I
+ 126,25 )
(,95 2ЭЛЬ |)
-титановых сплавов - функ
1,2 - (0,123 + 3,94 |)«
S аИ.)
(0,045+1,5 |)
При величине зазора, меньшей чем , при дальнейшей осадке цилиндрический очаг деформации между плоскими полуматрицами выпучивается наружу даже без приложения внутреннего
0
5
0
5
0
5
5
0
давления, но поддержание давления q (0,05 - 0,1)q необходимо для предотвращения выхода цилиндрической части из конических кольцевых выточек вследствие изгиба, а также для качественного оформления плоского фланца. Завершающую стадию процесса, т.е. осадку плоского фланца, в связи с этим производят при постоянном давлении q (0,05 - 0,1)q. Соответствующий участок кривой на фиг. 4 обозначен как участок 3-4. Указанный сложный характер изменения внутреннего давления по ходу процесса может быть реализован с применением, например, копирно-гидравлического регулятора, используемого на прессах для штамповки-вытяжки типа О ЛВ-31,5 или созданием новых специальных регуляторов давления. После завершения осадки давление в эластичном мешке 6 сбрасывают, отводят плоскую полуматрицу 1, удаляют мешок 6 и извлекают полуфабрикат 8. Последний при необходимости разделяют на две цилиндрические детали с плоским фланцем 9 и 10.
Пример. Требуется получить на цилиндрической заготовке из ОТ4-0
5 21x0,3 ( 0,017) плоский фланец
с диаметром $2 55 (К 55/21 2,62). Подсчитываем величину относительного первоначального зазора по формуле
h,/d 1/2 (К2 - 1); h,,/d 2,93.
Величина первоначального зазора hj 61,6 мм. Определяем размеры относительных зазоров, соответствующих участку снижения давления
1 (0,045 + 1,5 |), ,86.
При этом соответствующая величина относительного перемещения
г }jl JlL 0,0705, d d d d
h о г I,, / Г h -- 2,5 A,S/d, -Соответствующая величина относительного перемещения
ij2. 2,5 AJS/d, 0,326.
Л hi
ho h-j
d Г Г
U 112 Но г , U О АП
-J- 7- - Т- , ДЬ - 2,60ч.
Рассчитываем закон изменения внутреннего давления на участке от h,/d до hj/d для ОТ4-0
q/(
2Gr- S
1,2 - (0,123 + 3,94 |) (p - (0,045 + 1,5 |)
. 2 - 0,189 (f- - 0,0705/
Величины 1,2 и 0,0705, которые являются коэффициентами А и С для данного материала и относительной толш;ины, определяют величину кривой начала снижения давления. До этой точки давление увеличивается в соответствии с формулой, приведенной на с. 6. При достижении величины относительного перемещения 2,604 давление можно уменьшить скачкообразно до величины q/q (0,05 - 0,1) d соответствии с формулой на с. 7. После окончания сближения плоских полуматриц полученный полуфабрикат имеет наружный диаметр D 57 мм вследствие растяжения материала. Дальнейшей мехобработкой на токарном станке получают две детали с плоским фланцем, наружный диаметр которого DJ, 55 мм.
Формула изобретения 1. Способ штамповки осесимметрич- ных деталей из цилиндрических заготовок двусторонней осевой осадкой 35 цилиндрической бесшовной заготовки, преимущественно из нержавеющей стали, между двумя плоскими полуматрицами, установленными с первоначальным относительным зазором hg/d (где ho пер-40
q/q 1,68 - (1,189 + 126,25 |) - (0,045 + 1,5 j)
де 3
uh
d
-предел текучести материала заготовки, МПа,
-относительное перемещение плоских полуматриц,
-давление, соответствующее пластической деформации Я, 20т S/d.
q/q 1,2 - (1,123 + 3,94 |) - - (0,045 + 1,5 |lj
((,63
)
воначальный зазор между полуматрицами, d - диаметр цилиндрической заготовки с одновременной раздачей посредством возрастающего по ходу процесса внутреннего давления текучей среды, отличающийся тем, что, с целью расширения технологических возможностей путем получения цилиндрических деталей с плоским фланцем, давление текучей среды снижают на участке осевой осадки, соответствующем изменению относительных зазоров между плоскими полуматрицами от
5 Г -«. ,,5|)д„Ь1
(2,5 - 4) 4,
где h, и h - зазоры между плоскими полуматрицами в начале и в конце участка снижения давления, м;
S - толщина исходной цилиндрической заготовки, м.
((,45 + 28,43 |
(W.9|l
Фаг. 2
S:
If
4 t
Sa - «
I
И 1
/ dnnaifgog дон 1/дшпзоншд
jr
4h II
.
I e
CM
o annaifgog аонаиэшпэоншо
«СЭ
«NJ.
V
I
5 I
с:з
I
«b
t:
«ii
Cj
i «5
1Л)
§
u
5
::э
Cj
ci зг
d
J- csCSJСЭ
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машгиз, 1962, с | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
