Изобретение относится к обработке металлов давлением, а именно к способам изготовления колес.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления ободьев для колес из цилиндрических полых заготовок, включающий раздачу с отбортовкой краевых элементов с одновременным профилированием центральной части при непрерывном воздействии внутренних роликов на торцы заготовки и закатку краевых элементов 1.
Недостатком известного способа является значительное утонение металла в местах радиусных закруглений, что приводит к вынужденному увеличению толщины исходного материала и увеличению веса колес.
Цель изобретения - повыщение качества профилей за счет уменьшения утонения металла в местах закруглений.
Эта цель достигается тем, что согласно способу изготовления ободьев для колес из цилиндрических полых заготовок, включающему предварительное, формообразование центральной части на первом переходе, оформление промежуточного профиля с закруглениями на втором переходе и окончательное формообразование на третьем переходе, предварительное формообразование центральной части выполняют путем образования конического ручья, закругления выполняют со смещением от центра к периферии, составляющим не менее радиуса закругления предыдущего перехода, при этом глубину ручья от первого перехода к второму уменьщают в 1,2-1,3 раза, а от второго перехода к третьему - в 3,0- 3,3 раза.
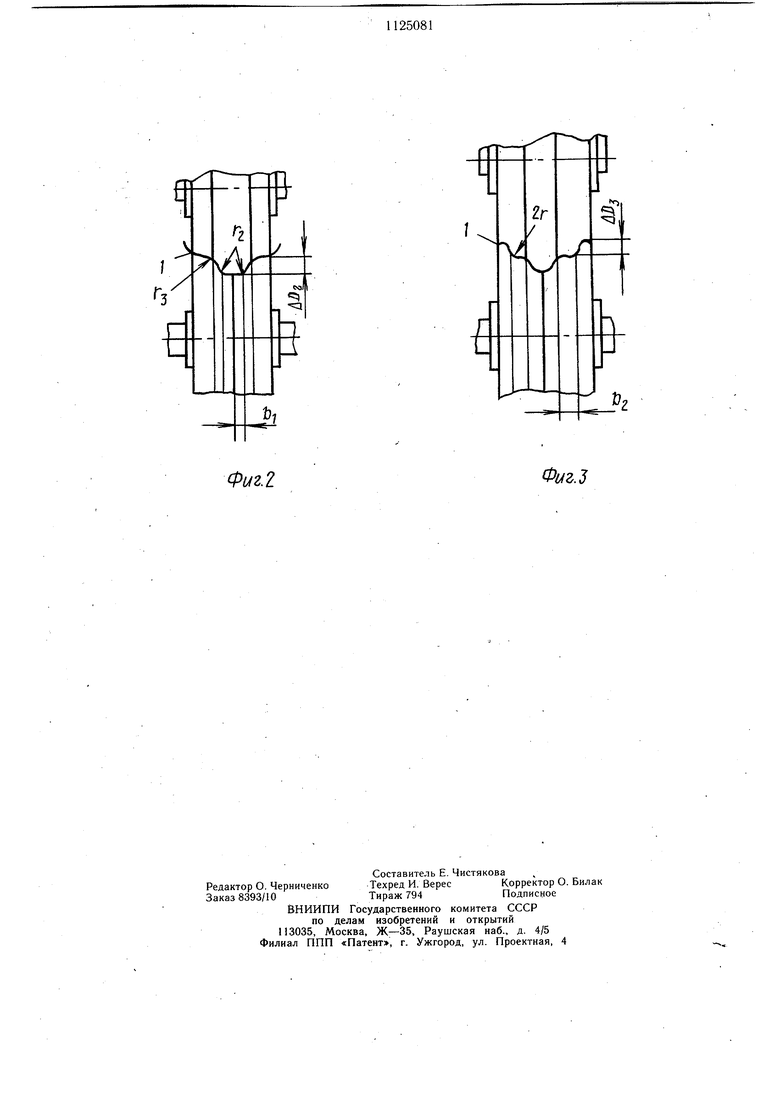
На фиг. 1 представлена схема расположения профилировочных роликов в конце первой операции; на фиг. 2 - то же, в конце второй операции; на фиг. 3 - тоже, в конце третьей операции.
Обечайку 1 направляют на первую операцию, где производят профилирование средней части конусным роликом 2 с радиусом ri и максимальной глубиной вдавливания Dj. Вторую промежуточную операцию профилировки осуществляют со смещением углов перегиба от середины к периферийным зонам на расстояние в - г и с глубиной вдавливания Д D Д Dj в 1,2- 1,3 раза. Затем производят окончательное
деформирование колеса 1, выдерживая соотнощения BZ Гг, Л Dj Д Dj в 3,0 3,3 раза. При профилировании обода колеса с больщим количеством операций во всех промежуточных операциях выдерживаются те же соотнощения между указанными параметрами профилирования.
Профилирование середины заготовки конусным роликом 2 с максимальной глубиной вдавливания А DI на первой операции позволяет вести дальнейщее формоизменение полуфабриката за счет чистого изгиба без растяжения, а перемещение углов перегиба от середины к периферийным аонам - уменьшить утонение металла в местах радиусных переходов. Постепенное уменьшение глубины вдавливания ДО от первой операции к последней повышает качество поверхности колеса и уменьшает износ роликов чистовой (последней) операции.
Предлагаемый способ изготовления ободьев опробован для колеса 4,5Е-16 из цилиндрических полых заготовок из стали О8КП толщиной 3,5 мм с профилированием в первом переходе центральной части конусным роликом с углом при верщине 135°- 175°, радиусом Г| 20-30 мм и максимальной глубиной вдавливания А Dj 25- 40 мм. В втором переходе смещение углов от центра к периферийным зонам составляет BI 35-50 мм г 20-30 мм (глубина вдавливания ЛО; 15-25 мм ЙО/ 25
40. мм), а в третьем переходева 1520 мм Гд 10-15 мм и 4 Оз 5-10мм А Ог 15-25 мм.
В результате опробования установлено, что наименьщее утонение металла в местах радиусных переходов наблюдается при следующих геометрических параметрах процесса профилирования: угол при верщине конусного ролика 155°; D, 28 мм AD2 22 м.м Д Оз 7 мм; BI 35 мм Г1 25 мм; В2 18 мм гз 12 мм.
Использование предлагаемого способа позволяет по сравнению с известным уменьщить утонение в местах радиусных переходов на 0,15-0,20 мм и за счет этого уменьшить толщину заготовки с 3,5 мм до 3,35 мм, что приводит к уменьи1ению веса колеса без изменения его прочности на 180 г.
Кроме того, предлагаемый способ позволяет получить значительный экономический эффект около 100 тыс. руб. за счет экономии металла при уменьшении утонения на изгибах и более равномерном распределении металла по ширине колеса:
J
d:
X
oa
«5)
Ъ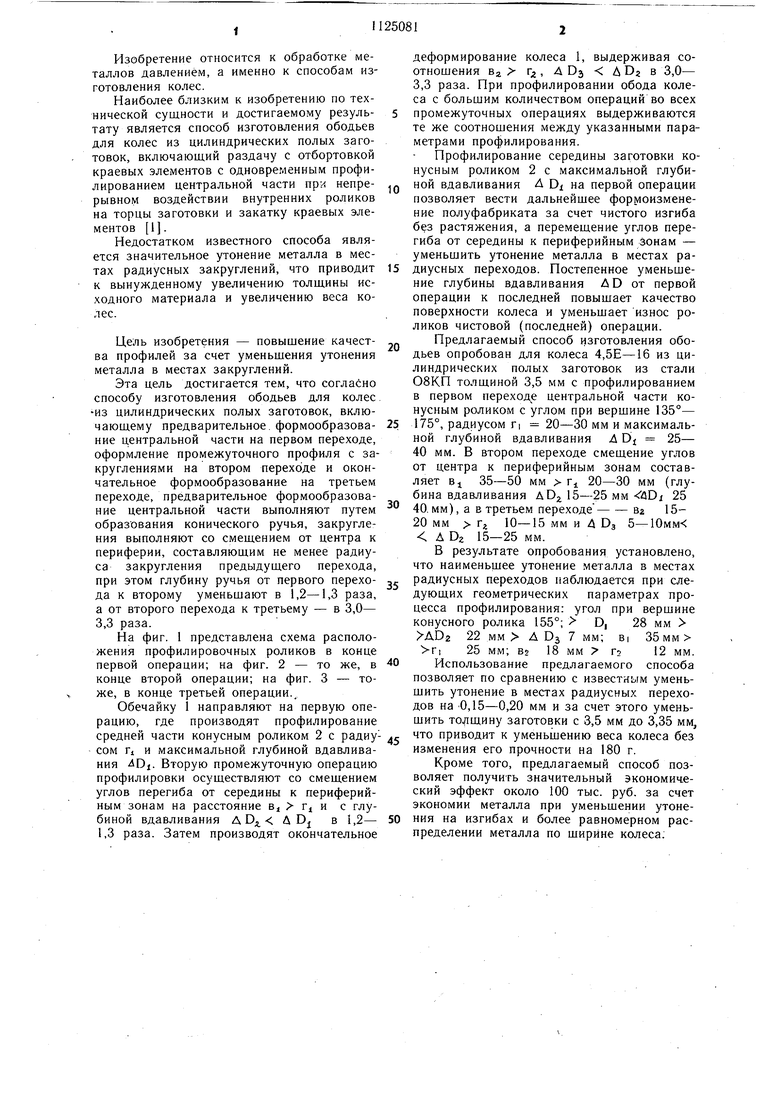
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ободьев колес | 1988 |
|
SU1532164A1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1611525A1 |
| Способ изготовления ободьев для колес | 1986 |
|
SU1666254A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Способ профилирования ободьев для колес | 1988 |
|
SU1588471A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
| Верхние ролики машины для многопереходного профилирования ободьев колес | 1983 |
|
SU1127663A1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| Верхние ролики для многопереходного профилирования ободьев колес | 1987 |
|
SU1433603A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОДЬЕВ ДЛЯ КОЛЕС ИЗ ЦИЛИНДРИЧЕСКИХ ПОЛЫХ ЗАГОТОВОК, включающий предварительное формообразование центральной части на первом переходе, оформление промежуточного профиля с закруглениями на втором переходе и окончательное формообразование профиля на третьем переходе, отличающийся тем, что, с целью повышения качества профилей за счет уменьшения утонения металла в местах закруглений, предварительное формообразование центральной части выполняют путем образования конического ручья, закругления выполняют со смещением от центра к периферии, составляющим не менее радиуса закругления предыдущего перехода, при этом глубину ручья от первого перехода к второму уменьшают в 1,2-1,3 раза, а от второго перехода к третьему - в 3,0-3,3 раза. (Л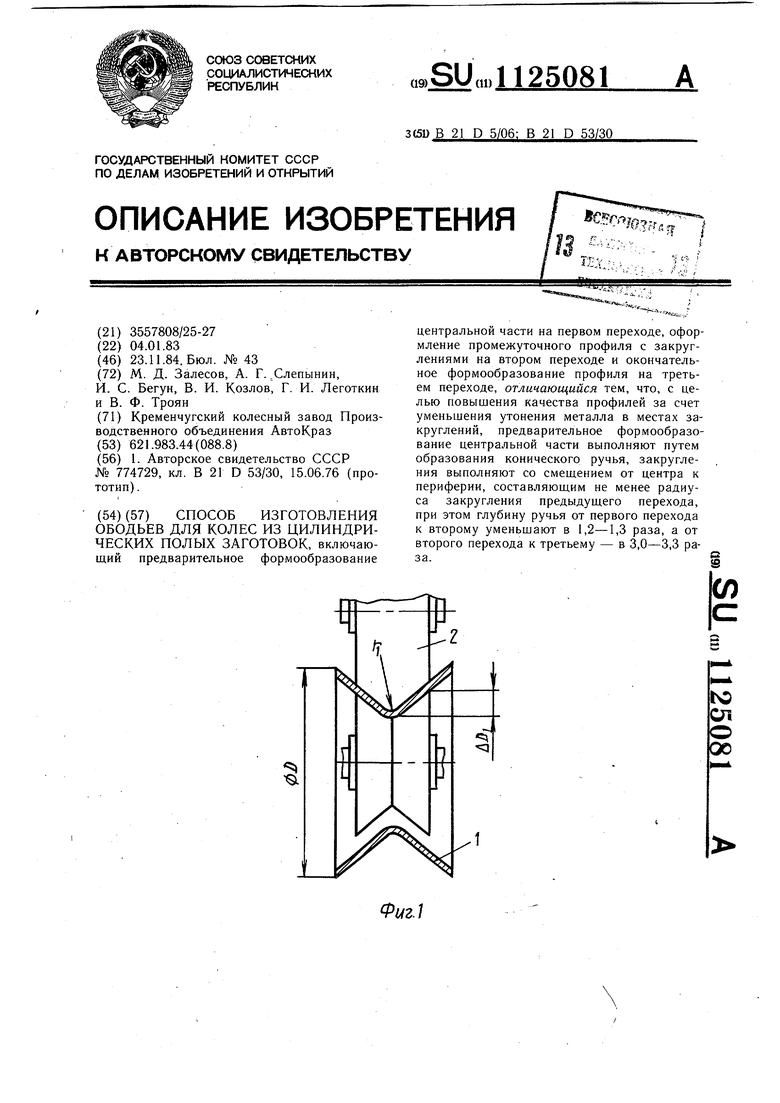
Фиг2
.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1976 |
|
SU774729A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
