I Изобретение относится к сварке, а иййнно к конструкции устройства для сборки и вращения в rtpouecce.сварки цилиндрических изделий, преимущест- пенно для лазерной СЕ;арки труб с вил- кйми для карданных Всшов,
Целью изобретения является повьЕпе- ние качества путем увеличения точности установки элементов изделия отно- слтепъпо друг друга.
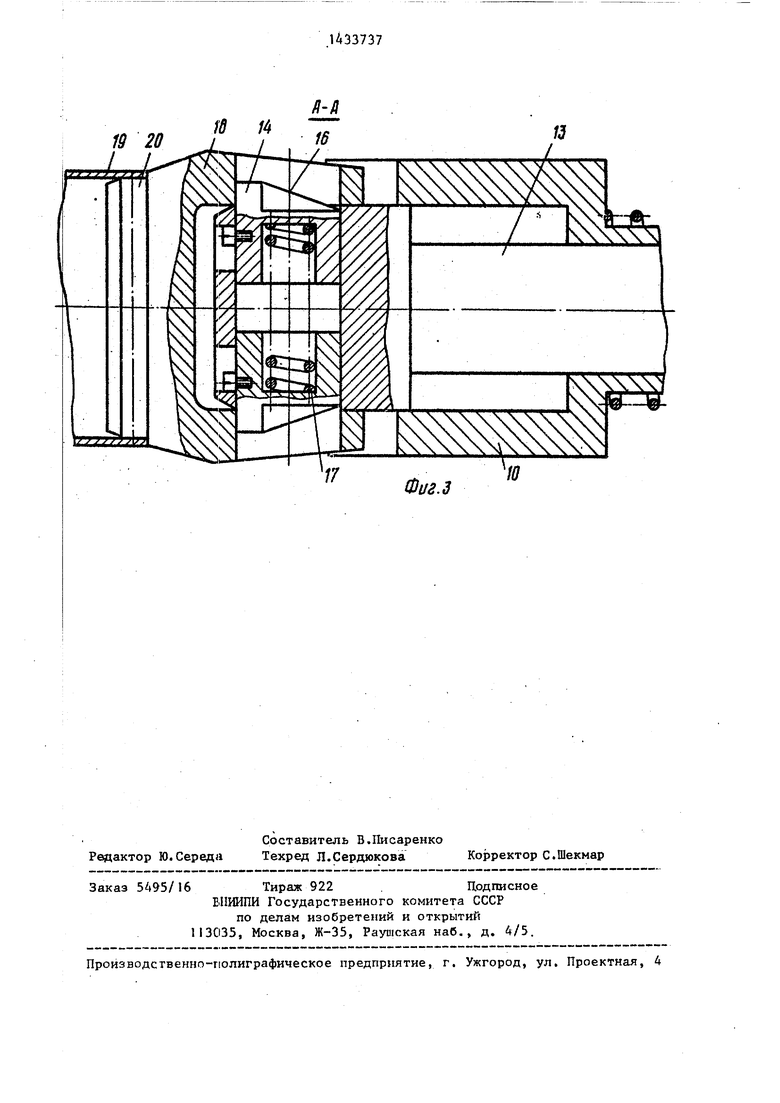
I На фиг.1 схематично показано уст рэйство, вид сбоку;, на фиг.2 - приспо сэбление для закрепления торца изде- лля; на фиг.З - разрез А-А на фиг.1.
Устройство имеет механизм 1 для подачи труб с вилками для карданных , снабженную шпинделем переднюю бабку 2 и поджимную заднюю бабку 3 с пневмоцилиндром 4, в каждой из кото- pi ix установлены приспособления 5 и 6
.для закрепления торцов изделия 7, со- Д(фжащие по два направляющих ролика 8i вращающихся на осях 9, жестко связанных с планками, закрепленными на боковых поверхностях втулок 10, имеющих призмы 11 для вилок. Втулки 10 подпружинены пружинами 12 относительно корпусов 13. Во втулках 10 разме щ| ны пальцы 14, имеющие по два среза 1) и скос 16. Пальцы 14 выполнены подвижными в направлении, перпендикулярном оси вращения шпинделя приводной бабки 2, и подпружинены относи- тильно корпусов 13 пружинами 17. Сна- риваемое изделие 7 состоит из двух BipioK 18 и трубы 19. Сварка производится в сечении 20. I Устройство работает следующим обp|l3OM.
; Изделия 7, собранные из двух ви- лфк 18 и трубы 19, укладывают на oijiopHbie призмы механизма 1 подачи, кфторый перемещает их к позиции сварку. Включается вращение шпинделя и вфя последующая работа производится пфи вращающемся шпинделе. Подается кфманда на зажим детапи. Пневмоци- лзйндр 4 перемещает пр:яспособление 5 ДJtlя закрепления торцов изделия задней бйбки 3 до соприкосновения его нап- р$1вляющих роликов 8 с вилками 18 трубы 19 для карданного вала.
Приспособление 5 задней бабки 3 тблкает изделие 7 до соприкосновения с направляющими роликами 8 приспособ- 6 шпинделя передней бабки 2, Вращающиеся направлягадие ролики 8 доводят вилки 18 до совмещения с
0
5
0
5
с
0
0
5
призмами 11 втулок 10 приспособления 6.
При дальнейшем перемещении штока задней бабки 3 подпружиненные втулки 10 перемещаются по корпусам 13, сжимая пружины 12. Концы корпусов 13 входят в вилку трубы 19 для карданного вала, при этом отверстия вилок 18 ориентируются до совмещения с пальцами 14, которые под действием пружин 17 выходят из своих гнезд и входят в отверстия вилок 18 трубы 19 для карданного вала.. Благодаря наличию срезов . 15 на боковой поверхности пальцев 14 выход по следиих обеспечивается даже при несовпаденш осей пальцев 14 с осями отверстий, вилок 18 трубы 19 для карданного вала. При дальнейшем поджиме собираемого изделия 7 за счет взаимодействия поверхности отверстия каждой вилки 18 с цилиндрической поверхностью каждого пальца 14 (несрезанная часть) происходит точная сборка изделия 7, ориентация вилок 18 по их отверстиям относительно трубы 19, зажим и фиксация свариваемого изделия 7 в осевом направлении. В этом положении производится процесс лазерной сварки изделия 7.
После окончания процесса лазерной сварки шток пневмоцилиндра 4 задней бабки 3 перемещается назад. Пружины 12, разжимаясь, перемещают втулки 10 и через них- изделие 7, которое перемещаясь, давит на скос 16 пальца 14, устанавливает палец 14 в гнездо и свободно сходит с прямоугольной головки корпуса 13. Освобожденное изделие 7 ложится н а призмы механизма 1 для подачи, которое срабатывает на один шаг, подавая на позицию сварки новое изделие 7, далее цикл работы устройства повторяется.
Таким образом, использование предлагаемого устройства позволяет механизировать процесс сборки под лазерную сварку труб с вилками для карданных валов без центровых отверстий в - них 5 повысить производительность труда, повысить качество путем увеличе-;- ния точности установки элементов изделия относительно друг друга.
Формула изобретения
Устройство для сборки-и вращения в процессе сварки цилиндрических из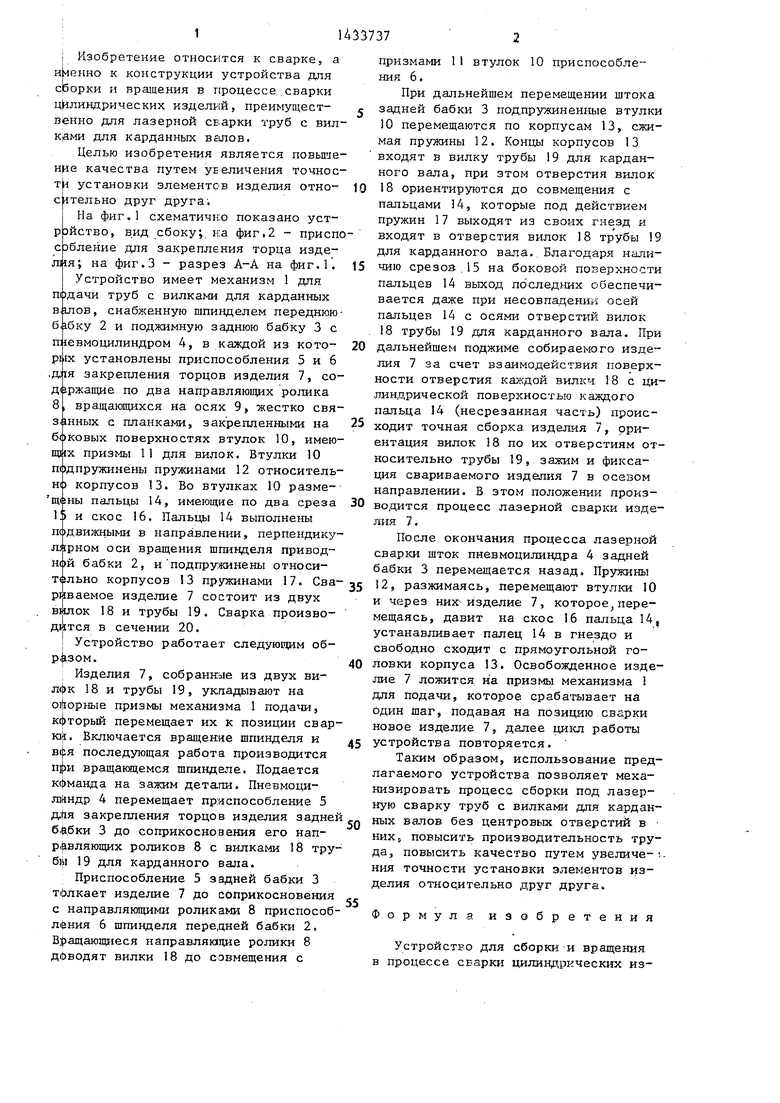
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Механическая рука | 1975 |
|
SU556929A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для сборки резьбовых соединений | 1986 |
|
SU1360954A1 |
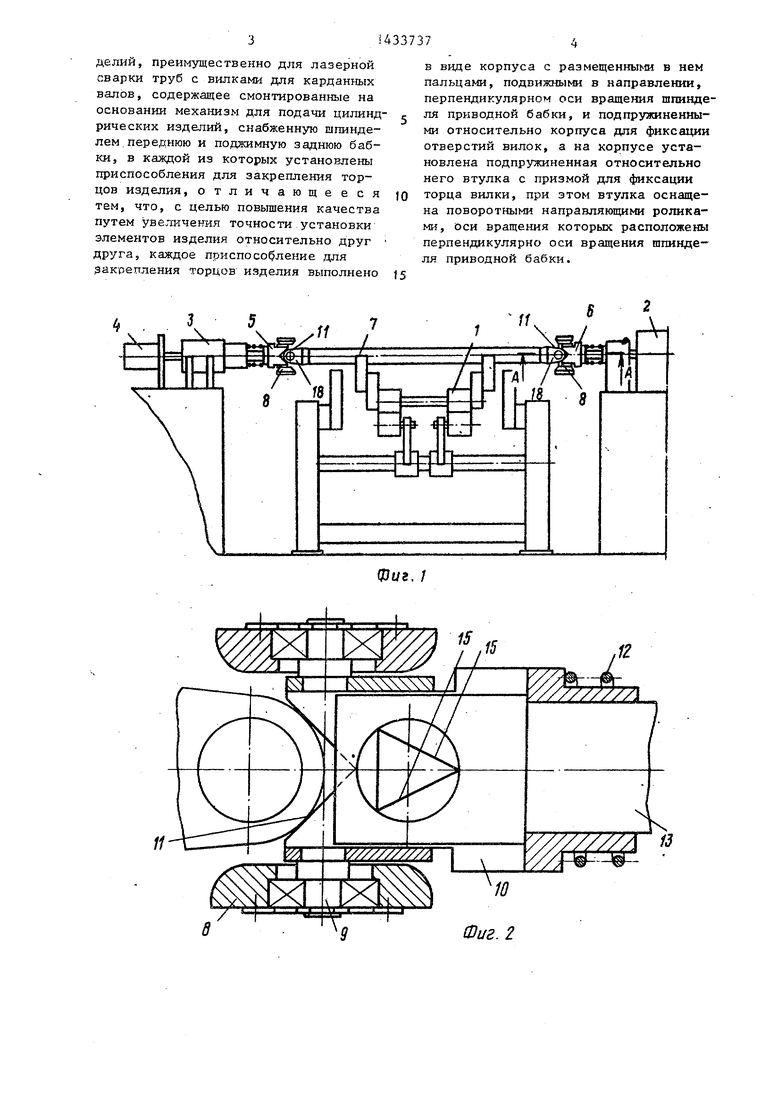
Изобретение относится к сварке, а.именно к конструкции устройства для сборки и вращения в процессе сварки цилиндрических изделий, преимущественно для лазерной сварки труб с вилками для карданных валов. Цель - повьшение качества. Устройство содержит смонтированные на основ-ании механизм 1 подачи изделий 7 на позицию сборки и сварки, снабженную шпинделем переднюю бабку 2 и поджимную заднюю бабку 3 с пневмоцилиндром 4. В каждой бабке установлены приспособления 5 и 6 для закрепления торцов изделия 7. Каждое из изделий 7 выполнено в виде корпуса с размещенными в нем пальцам, подвижными в направлении, перпендикулярном оси враще шя шпинделя приводной баб1ш 2 и подпружиненными относительно корпуса для фиксации отверстий вилок. На каждом корпусе устшювлена подпружиненная относительно него втулка с призмой для фиксации торца вилки, -Втулка оснащена поворотнымн направляющими ро- 8, оси вращения которых расположены перпендикулярно оси вращения шпинделя приводной бабки 2. При включении привода вращения шпинделя производится перемеще ше задней бабкой 3 приспособления 5, которое толкает изделие 7 до соприкосновения с направляющими роликами 8 приспособления 6. После этого пальцы приспособлений 5 и 6 входят в вилки трубы для кар-- данного.вала. Это увеличивает точность установки вилок карданного вала относительно трубы и друг друга. 3 ил. Од со 00 
д
Фиг. 1
1г
13
| Каталог | |||
| Сварочное оборудование | |||
| НИИТОП, 1965, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
