4
оо
ел |С
sl
СП
1
Изобретение относится к способам управления процессами раздепення углводородных смесей и может быть исползовано в нефтеперерабатывакяцей и неф техимической пpo ышлeннocти, в частности для управления процессом выделения высокочистых жидких пада4мнов И9 нефтяных фракций в адсорбционных установках.
Цель изобретения - увеличение степени извлечения н-парафинов из сырья за счет повышения точности рег лиров кия.
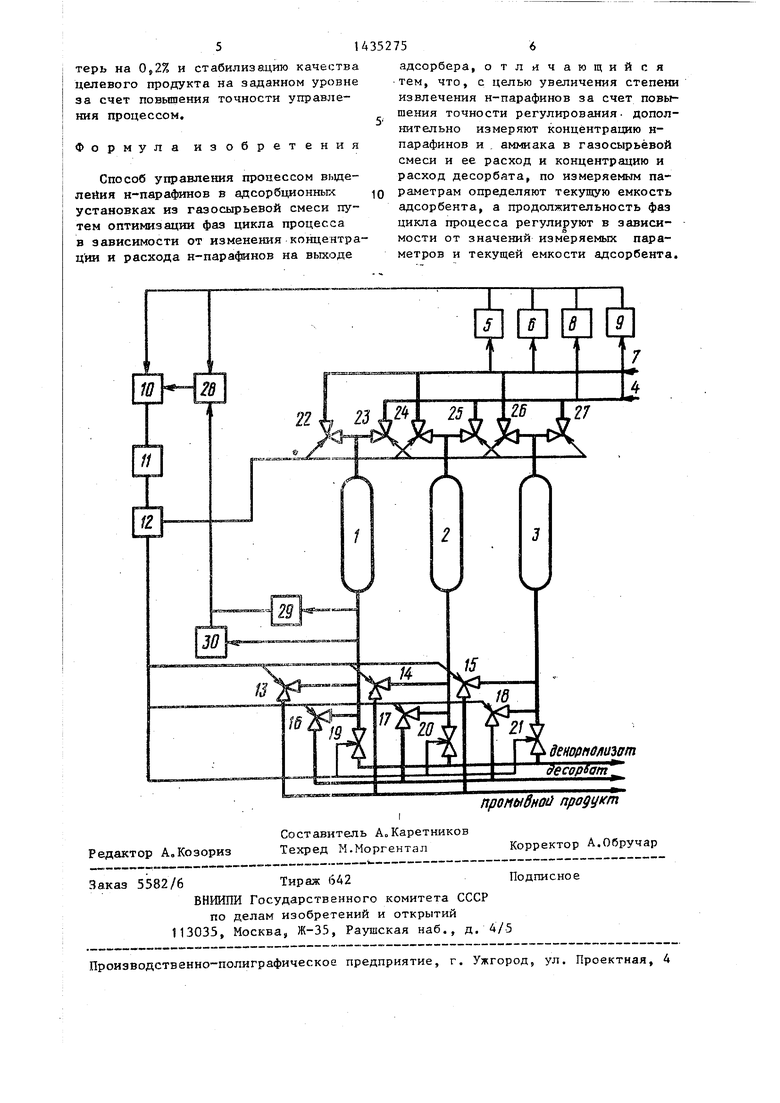
На чертеже представлена принципи- альная схема устройства управления, реализукяцего пpeдлaгae йllй споЪоб,
Устройство содержит адсорберы 1- 3, соединенные с линией 4 газосырьевой смеси (ГСС), соединенной с рас- ходомером 5 ГСС и анализатором 6 состава ГСС, и линией 7 десорбента, соединенной с расходомером 8 десорбента и анализатором 9 десорбента. Выходы расходомеров 5 и 8 и анализаторов б и 9 соединены с соответствующими входами блока 10 расчета управляющих воздействий. Выход блока 0 соединен с блоком 11 задатчиков, выход которого соединен с блоком 12 управления клапанами 13-27, Выходы расходомеров 5 и В и анализаторов 6 и 9 соединены также с блоком 28 расчета параметров, модели, кото1и.1й соединен с выходами расходомера 29 и а{{ализатора 30 выходного потока.
Расходы сырья и десорбанта, поступающих в адсорберы, являются величинами постоянными, так как регулируются на заданном уровне. Нерегулируе « Iми возмущениями на входе адсорберов являиугся концентрация н-парафинов в сырье и концентрация аммиака в десорбенте и газе-носителе. Поэтому управление выделением н-парафинов осуществляется путем учета изменений этих концентраций.
Способ осуществляют следуняцим образом.
, t VT)
tos ,
Qj.Cjw,dt + So sJ-« Qdt + s Qdt
BtlX
ЗА
где
5
H-ft
Bblit
Q
ЗА
TU, V,
DS t
VD
Ds
концентрация н-парафинов
в выходном потоке,%;
заданная концентрация нпарафинов, выделенных за
время цикла,%;
расход выходного потока,
кг/с;
расход сьфья, кг/с;
заданный расход сырья,
кг/с;
продолжительность цикла,с
стадия цикла Вытеснение
после десорбции ;
стадия цикла Десорбция ;
продолжительность стадии
vn,c;
продолжительность стадии
DS, с,
С помощью автоматических анализаторов 6,9 и 30 и расходомеров 5,8 и 29 опр еделяется характеристика входных и выходных потоков: расход газосьфье- вой смеси (ГСС), концентрация н-парафинов в ГСС, концентрация аммиака в ГСС, расход десорбента, концентрация аммиака в десорбенте, расход выходного потока и концентрация н-пара- фннов в выходном потоке. На основании характеристик входных потоков определяются характеристики выходного потока. Дпя этого используется математическая модель, которая реализуется либо аппаратурно, либо программно на ЭВМ.
Математической моделью процесса , является модель двухкомпонентной изо- термической адсорбции, описываемая системой дифференциальных уравнений в частных производных.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выделения н-парафинов из нефтяного сырья | 1976 |
|
SU595360A1 |
| Способ выделения н-парафинов | 1981 |
|
SU1041558A1 |
| Способ получения н-алканов из углеводородных смесей | 1987 |
|
SU1698274A1 |
| Способ получения н-парафинов | 1980 |
|
SU956547A1 |
| Способ выделения нормальных парафиновых углеводородов | 1983 |
|
SU1154259A1 |
| Способ выделения н-парафинов из углеводородных смесей | 1977 |
|
SU749819A1 |
| Способ выделения @ -парафинов | 1986 |
|
SU1342892A1 |
| Способ адсорбционного разделения углеводородов | 1984 |
|
SU1315447A1 |
| Способ разделения углеводородных смесей | 1975 |
|
SU649691A1 |
| Способ получения жидких н-парафинов | 1986 |
|
SU1479490A1 |
Изобретение относится к способам управления процессом выделения высокочистых жидких парафинов из нефтяных фракций в адсорбционных установках и позволяет повысить степень извлечения нормальных парафинов из сырья за счет повьшения точности регулирования. Способ заключается в оптимизации фаз цикла процесса в зависимости от концентрации и расхода н-парафинов на выходе адсорбера, измерении концентраций н-парафинов и аммиака в газосырьевой смеси и ее расхода, концентрации и расхода десорбата, определении по измеренным параметрам текущей емкости адсорбента и регулирования продолжительности фаз цикла процесса в зависимости от значений измеряемых параметров и текущей емкости адсорбента. 1 ил. е сл с
Цель управления достигается при ус ловии обеспечения заданного качества н-парафинов при заданном расходе сырья ипи в формализованном виде
Ф
. .
при условии
0
max
55
(3«
З 1 f Сэц.
NHj
),
где С
Н П
NH,
а
W
концентрация н-парафи- нов в газосырьевой фазе,
концентрация аммиака в газовой фазе, концентрация н-парафинов в твердой фазе, м- /м ; время от начала цикла, с;
продукта, 1ачинается стадия продувк (SpV), во время которой из адсорбе ра 1 выходит смесь денормализата (обеспарафиненное сырье) и н-парафи нов. После окончания стадии продувк выход адсорбера 1 переключается на нию денормалияата, а на вход его пр должает поступать газосырьевая смес
- скорость газового потока 10 начинается стадия адсорбции (А).
С выхода адсорбера 1 поступает денор- мализат. В период протекания стадий
в адсорбере, м/с-, р, и p,j - коэффициенты внешнего
массообмена, с ; X- дпина адсорбера, м;
.Hj функция, определяющая 15 равновесную концентрацию н-парафинов в газовой фазе, ,
f (ац. ) - функция, определяющая
равновесную концентрацию 20 «« промывки S. предназначенная аммиака в газовой фазе,
MVM
После окончания расчета харак ерис- тик выходного потока производится сравнение расчетных и эксперимента..- 25 «ьшного продукта. Далее следует ста- ных данных, на основании чего осущест- Р ° « адсорбера 1
VD, SpV, А с датчиков 5 и 6 информация поступает на блок 10. После завершения стадии А выход адсорбера 1 подключается к линии 7 и начинается стадия вытеснения после адсорбции Уд. С выхода адсорбера 1 продолжает поступать денормализат. Дапее следует
дпя десорбции неселективно адсорбированных нелинейных углеводородов (ароматика и изопарафины), Выход адсорбера 1 переключается на линию просоединяется с линией денормализата. Б период подачи десорбента на вход адсорбера 1 на блок 10 поступают сигналы с элементов 8 и 9. На основа нии информации, получаемой в течение цикла с расходомеров 5 и 8 и анализаторов 6 и 9 блок 10 рассчитывает оптимальные управляющие воздействия в виде значений продолжительности ст дий цикла в секундах, которые поступают на блок 11, который отсчитывает длительность стадий цикла и выдает команды релейного типа на блок 12, который управляет переключением клапанов 13-27. В режиме расчета емкост молекулярных сил на блок 28 поступаю сигналы с элементов 5,6,8,9,29 и 30. Рассчитанные значения с блока 28 передаются на блок 10.
вляется расчет параметров модели, а именно определяются значения W, , fb и емкости молекулярных сит. Далее выполняется оптимизация цикла, чем в качестве начального приближения используется значение продолжительности стадий цикла, которые су- ществуют во время проведения пробо- отбора. Способ управления позволяет выполнять пересчет времени стадий цикла автоматически при изменении характеристик входных материальных потоков. Расчет текущей емкости молекулярных сит выполняется с помощью математической модели (3) в зависимости от времени работы уста нрвки с момента загрузки молекулярных сит или последней их регенерации. Поэтому определение характеристик выходных материальных потоков для расчета емкости молекулярных сит необходимо лишь в период пуска установки и в тех случаях, когда происходит нарушение технологического режима, что мож вызвать резкое изменение состояния молекулярных сит.
Газосырьевая смесь на стадии VD поступает в адсорбер 1, в котором присходит вытеснение н-парафинов, оставшихся в адсорбере 1 после стадии десорбции, в линию десорбата. После окончания стадии VD выход адсорбера переключается на ли шю промывного
754
продукта, 1ачинается стадия продувки (SpV), во время которой из адсорбера 1 выходит смесь денормализата (обеспарафиненное сырье) и н-парафинов. После окончания стадии продувки выход адсорбера 1 переключается на линию денормалияата, а на вход его продолжает поступать газосырьевая смесь
С выхода адсорбера 1 поступает денор- мализат. В период протекания стадий
VD, SpV, А с датчиков 5 и 6 информация поступает на блок 10. После завершения стадии А выход адсорбера 1 подключается к линии 7 и начинается стадия вытеснения после адсорбции Уд. С выхода адсорбера 1 продолжает поступать денормализат. Дапее следует
«« промывки S. предназначенная
«ьшного продукта. Далее следует ста- Р ° « адсорбера 1
дпя десорбции неселективно адсорбированных нелинейных углеводородов (ароматика и изопарафины), Выход адсорбера 1 переключается на линию про«ьшного продукта. Далее следует ста- Р ° « адсорбера 1
соединяется с линией денормализата. Б период подачи десорбента на вход адсорбера 1 на блок 10 поступают сигналы с элементов 8 и 9. На основании информации, получаемой в течение цикла с расходомеров 5 и 8 и анализаторов 6 и 9 блок 10 рассчитывает оптимальные управляющие воздействия в виде значений продолжительности стадий цикла в секундах, которые поступают на блок 11, который отсчитывает длительность стадий цикла и выдает команды релейного типа на блок 12, который управляет переключением клапанов 13-27. В режиме расчета емкости, молекулярных сил на блок 28 поступают сигналы с элементов 5,6,8,9,29 и 30. Рассчитанные значения с блока 28 передаются на блок 10.
В адсорберах 2 и 3 протекают те же стадии, что и в адсорбере 1, но со сдвигом во времени на одну треть цикла- во втором и на две трети в третьем адсорбере.
Способ позволяет компенсировать возмущения, связанные с изменением состояния молекулярных сит и изменением характеристик входных материальных потоков, обеспечивает увеличение выхода целевого продукта за счет оптимального использования емкости молекулярных сит на 0,5%, за счет уменьше1-шя технологических по5U35275
ерь на 0,2% и стабилизацию качества
ад те из ше ни па см ра ра ад ци мо ме
цалевого продукта на заданном уровне за счет повышения точности управления процессом.
Формула изобретения
Способ управления процессом выде- лейия н-парафинов в адсорбционньрс установках из газосырьевой смеси путем оптимизации фаз цикла процесса в зависимости от изменения концентра- ц ии и расхода н-парафинов на выходе
адсорбера, отличающийся тем, что, с целью увеличения степени извлечения н-парафинов за счет повышения точности регулирования, дополнительно измеряют концентрацию н- парафинов и . аммиака в газосырьёвой смеси и ее расход и концентрацию и расход десорбата, по измеряемым параметрам определяют текущую емкость адсорбента, а продолжительность фаз цикла процесса регулируют в зависимости от значений измеряемых параметров и текущей емкости адсорбента.
пронывиай продукт
| Способ выделения н-парафинов | 1981 |
|
SU1041558A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ оптимизации структуры цикла процесса адсорбционного выделения н-парафинов | |||
| - Нефтепереработка и нефтехимия, 1984, № 3. | |||
