I Изобретение относится к сортопрокатному производству и может быть использовано для прокатки полосовых профилей, например, для рессор. Цель изобретения - получение профиля с прямыми углами между его гранями. На фиг. 1 показан предчистовой капибр; на фиг. 2 - чистовой калибр для прокатки профилей этим способом Система калибров содержит закрытый предчистовой калибр (фиг. 1), об разованный валками 1 и 2. Разъемы валков расположены по диагонали прокатываемого профиля 3, и калибр имеет вьшуски (наклон боковых граней калибра к вертикали), равные углу сС. Чистовой калибр (фиг. 2) образован валками 4 и 5 и вьтолнен открытым. Наклон образующих валков 4 и 5 к горизонтали и к оси валков равен /i. Величина угла /i (1,7-2,6 Профиль 3 задают в закрытьй предчистовой калибр, образованньй валками 1 и 2, разъемы которого расположены по диагонали. Боковые кромки предчистового калибра наклонены к вертикали под углом d, т.е. калибр вьтолнен с выпусками. Прокатка ведется со стесненным ущирением, поэтому раската на выходе из предчистового калибра имеет поперечное сечение, в виде параллелограмма, у которого острые углы равны 90 - о. После чего профиль 3 задают в Чистовой открытьш калибр таким образом, что тупые углы параллелограмма попадают на участки чистового калибра с максимальным диаметром, так как чистовой калибр наклонен к горизонтали под углом /i, а так как тупые углы находились против разъемов пред чистового калибра, то, следовательно, участки металла, находившиеся в зонах разъемов, обрабатываются минимальным диаметром валков. В результате неравномерного распределения уширения по высоте боковой кромки в чистовом калибре на выходе из него получают профиль с взаимно перпендикулярными гранями. Однако для этого необходимо выдерживать следующее соотношение /3 (1,7 - 2,6) о , так как вьшуск предчистового калибра определяет отклонение углов полу чаемого профиля от прямого, а величи на угла наклона чистового калибра определяет различие в уширенгш профиля на верхней и нижней грани про132филя. Следовательно, взаимосвязь углов 0 и р определяет условия получения профиля с правильной геометрической формой поперечного сечения. Экспериментально установлено, что для получения готового профиля с перпендикулярными гранями и прямолинейной боковой кромкой необходимо располагать чистовой калибр под углом к оси валка в 1,7 - 2,6 раза большим, чем выпуск в предчистовом калибре. Это связано с тем, что при увеличении угла наклона чистового калибра к оси валка свьше 2,6 величины выпуска предчистового калибра уширение в зоне максимальных диаметров значительно превьшает среднюю величину уширения профиля и поэтому отсутствует прямолинейность боковой кромки. Обратная картина наблюдается при /i г; 1,7, в этом случае угол наклона чистового калибра недостаточен для компенсации неперпендикулярности граней раската из предчистового калибра. .Пример. На стане 350 производится прокатка профилей прямоугольной формы из стали 55С2 с поперечным сечением б5х6 мм. В предчистовом калибре, которьй выполнен закрытым с диагональным расположением разъемов, вьшуск в предчистовом калибре равен 11. Ширина калибра по средней линии составляет 63,2 мм, высота 8 мм. Чистовой калибр нарезан в валках под углом 25 к оси валка и выполнен открытым, что составляет 2,28 величины выпуска предчистового калибра. В результате прокатки в чистовом калибре получают профиль 65x6 мм с формой правильного прямоугольника в поперечном сечении. . Проводились исследования в промьппленных условиях при других углах наклона чистового калибра результаты которых приведены в таблице. 82lO 89 °201
Продолжение таблицы
Применение профилей.с перпендикулярными гранями в машиностроении
дает возможность повысить эксплуатационные свойства проката, так как более плотные и однородные слои металла не удаляются. Кроме того, снижается расходный коэффициент металла за счет исключения потерь в стружку при механической обработке боковых граней профиля.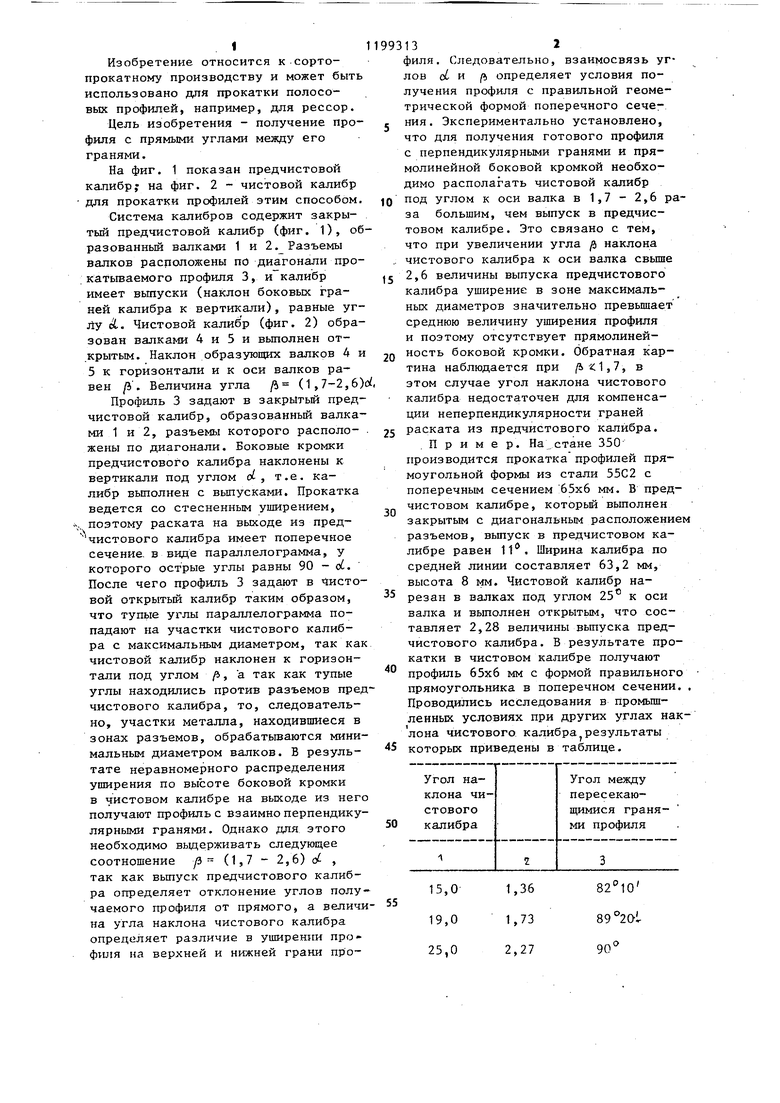
| название | год | авторы | номер документа |
|---|---|---|---|
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| Система калибров для прокатки прямоугольной стали | 1986 |
|
SU1435329A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ ПОЛОСОВЫХ ПРОдаЛЕЙ, включающая закрытый предчистовой калибр с диагональным расположением разъемов и наклонно расположенный к оси валка открытый чистовой калибр, отлич ающаяся тем, что, с целью получения профиля с прямыми углами между его гранями, угол наклона к оси валка чистового калибра вьшолнен равным величине угла выпуска боковой стенки предчистового калибра. . (Л ;о со оэ оо
| Бахтинов Б.П., Штернов М.М.Калибровка прокатных валков | |||
| - М.: Металлургиздат, 1953, с | |||
| СПОСОБ ПОЛУЧЕНИЯ АЗОПИГМЕНТОВ | 1925 |
|
SU436A1 |
| Росс Е | |||
| Бейнон | |||
| Калибровка валков и расположение прокатных станов | |||
| М.: Металлургиздат, 1960, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
