Известны установки для формовки изделий пластическим методом, оборудованные разъемной формой, дозатором массы в форму и сердечником для выталкивания сформованных изделий из формы на приемное устройство.
Недостатком известных установок является то, что они при формовке изразцов нарушают их поверхность. Установка, выиолненная согласно изобретению, лишена этого недостатка. Сущность изобретения заключается в том, что верхняя половина формы с сердечником прикреплена к поворотной траверсе. Нижняя половина формы, выполненная в виде прессующей рамки с прессовой колодкой, прикреплена к креповочному столу, причем направление прессования установлено снизу вверх. После прессования прессовый стол с прессовкой колодкой отходит вниз, а для удержания сформованного изразца верхняя половина формы оборудована двумя горизонтальными выдвижными планками, образующими боковые канавки на румбе изразца. Приемное устройство установки расположено сбоку от пресса и выполнено в виде шагающего транспортера, подающего приемные дсски под выталкиваемые из формы изделия, Кроме этого предложенная установка, по сравнению с ранее известными, имеет повышенную производительность за счет выполнения ее двух- или четырехпозиционной.
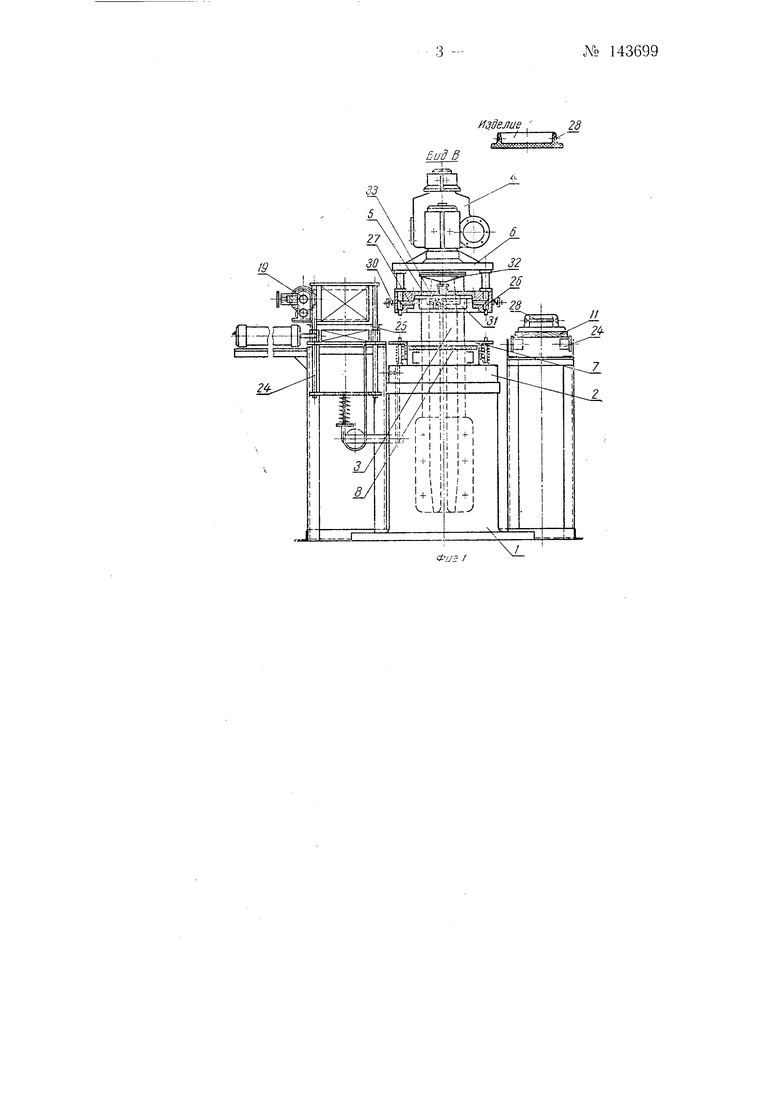
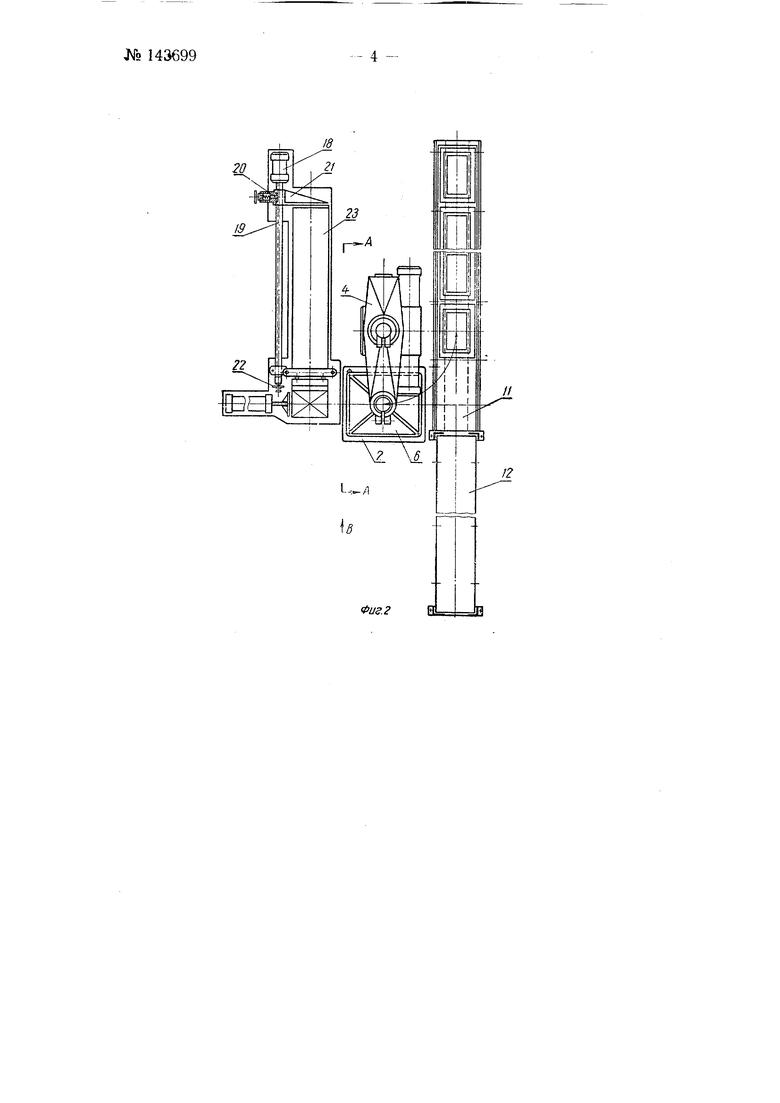
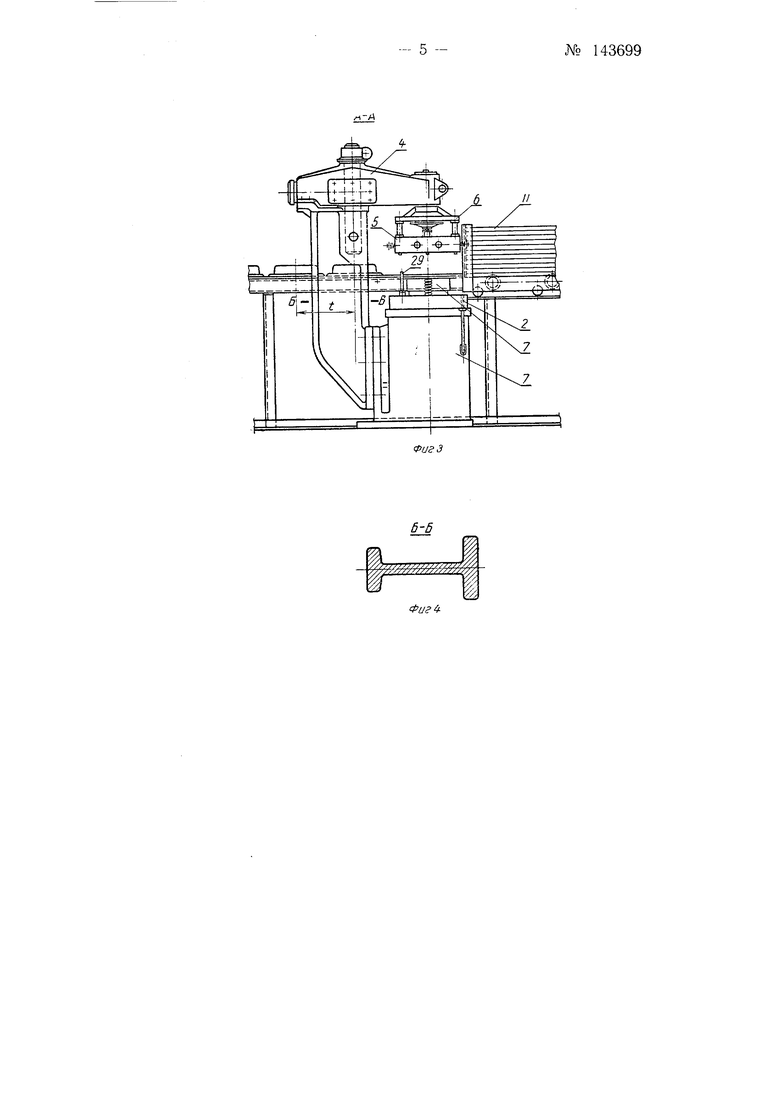
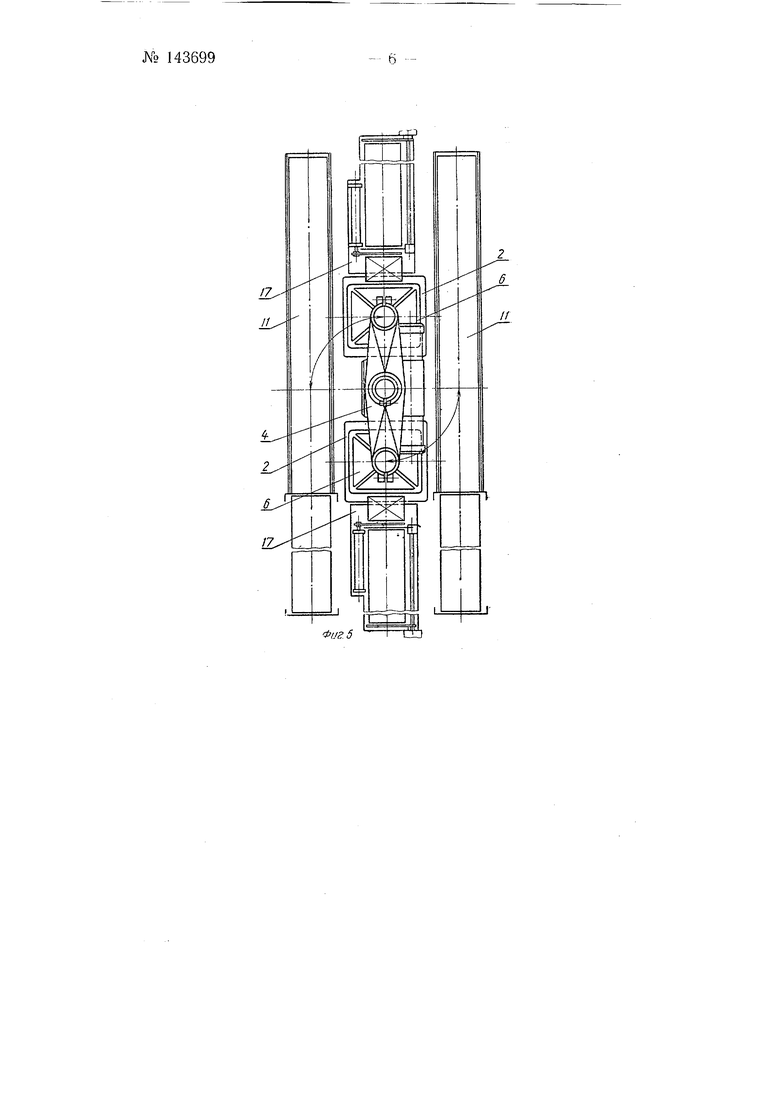
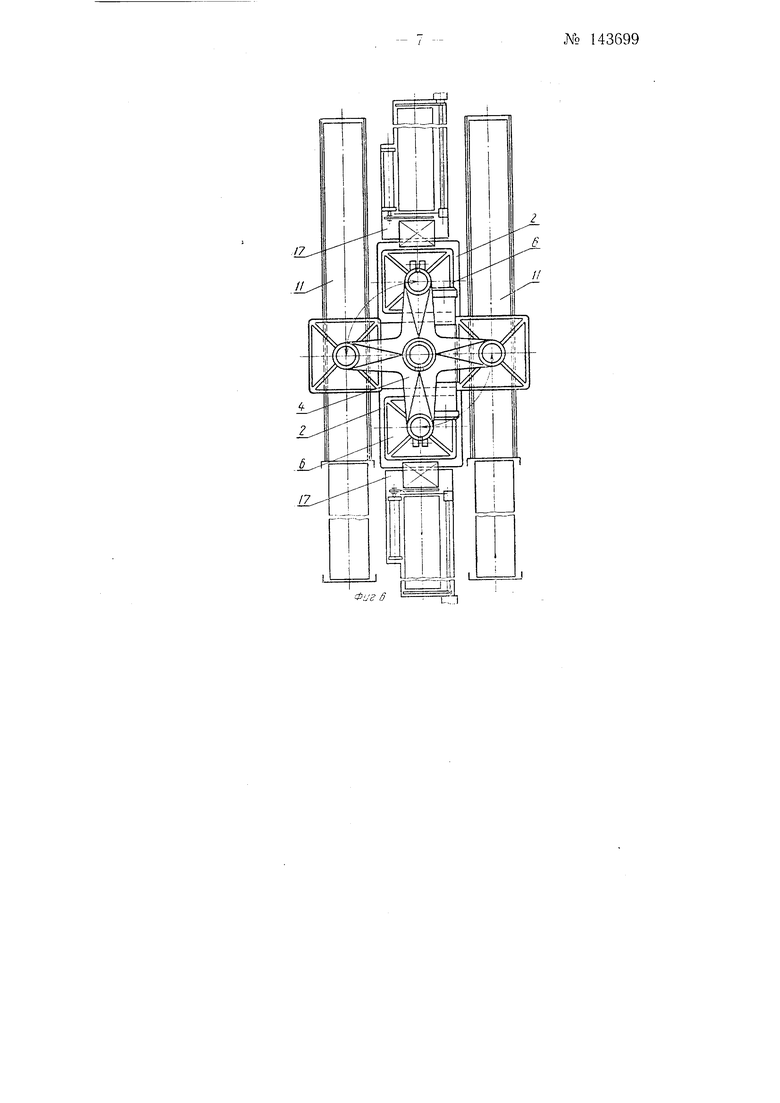
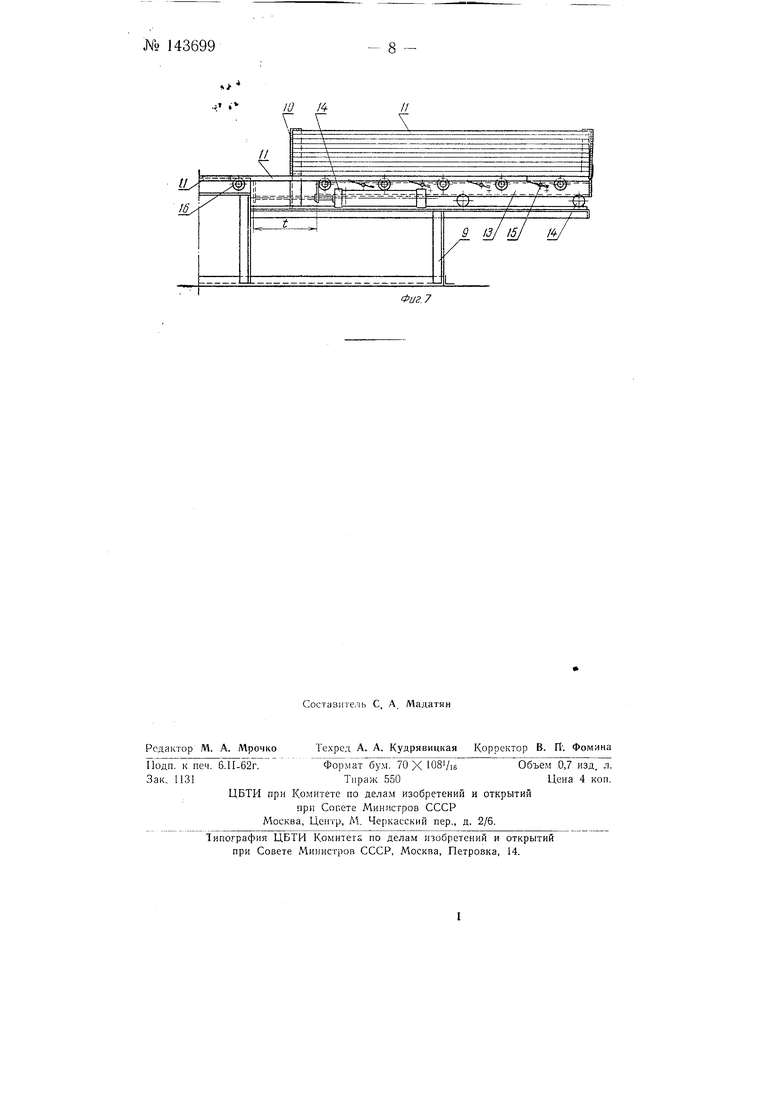
На фиг. 1 схематически изображена предложенная установка для формовки изразцов пластическим методом, вид с торца; на ф15г. 2-то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - сечение по Б-Б на фиг. 3; на фиг. 5 - вид сверху предложенной установки (двухпозиционно); на фиг. 6 - то же (четырехпозициониой); на фиг. 7 - шагающий транспортер.
Предложенная установка включает следующие основные части: а) прессующий механизм (пневматический пресс),.б) приемное устройство (шагающий транспортер), в) дозатор.
№ 1436992 Прессующи Йгг{1еханизл1 состоит из станины 1, прессовочного стола 2, колонны 3, поворотной траверсы 4, верхней половины формы 5, прессово-й.плиты 6 йпйне половины 7 формы (прессующая рамка) с прессовой колодкодД. .Шагающий транспортер включает сварную раму 9, кассету 10 с приёмными досками 11, каретку 12, пневмотолкатель 13, ролики 14, со&ачкЙ-75 и рольганг 16. Дозатор 17 имеет пневмотолкатель 18, зубчатую щтангу 19, храповик 20, лопатки 21, регулируемый упор 22 для глиняного бруса 23, резательную рамку 24 со, струной 25.
При прессовании нижняя половина формы 7 своей верхней поверхностью нажимает на цилиндрические хвосты клиньев 26 и утапливает с их помощью планки 27, образующие конфигурацию боковых канавок 28 на румбе изразца. Штифты 29 служат для центровки рамки относительно формы. При дальнейшем движении стола 2 вверх колодка 5 запрессовывает глиняную заготовку (пласт) в форму. При движении стола 2 вниз планки 27 формы 5 утапливаются пружинами 30. Изделие остается в форме благодаря присосу. При повороте траверсы 4 в положение выталкивания, сердечник 31 под действием мембранного толкателя 32 движется вниз, открывая клапан 33.
Клапан 33 пропускает сжатый воздух к верхней полости изделия, ликвидируя присос, изделие выталкивается на приемную доску // шагающего транспортера. Форма имеет также несколько мелких отверстий в верхней части для выпуска воздуха.
Предмет изобретения
1.Установка для формовки изразцов пластическим методом, оборудованная разъемной формой, дозатором массы в форму и сердечником для выталкивания сформованных изделий из формы на приемное устройство, отличающаяся тем, что, с целью устранения нарушений поверхности изразцов, верхняя половина формы с сердечником прикреплена к поворотной траверсе, тогда как нижняя половина формы, в виде прессующей рамки с прессовой колодкой, прикреплена к прессовочному столу, причем направление прессования установлено снизувверх, а для удержания сформованного изразца, после отхода прессовочного стола с прессовой колодкой вниз, верхняя половина формы оборудована двумя горизонтальными выдвижными планками, образующими боковые канавки isa румбе изразца.
2.Форма выполнения установки по п. 1, отличающаяся тем, что приемное устройство расположено сбоку от пресса и выполнено в виде шагающего транспортера, предназначенного для подачи прие.кых досок под выталкиваемые из формы изделия.
3.Форма выполнения установки по пп. 1-2, отличающаяся тем, что, с целью повышения ее производительности, установка выполнена двух- или четырехпозиционной.
19
Изделие
ид.
20
Фиг. 2
II
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки изразцов или других керамических изделий | 1960 |
|
SU143701A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
2Й
Фиг. 6
nj
Фиг. 7
