11437952
Изобретение относится к технологии изготовления электрических машин в частности к сборке магнитопроводов, и может быть использовано в электро- техшшеской промышленности.
Целью изобретения является повышение производительности труда.
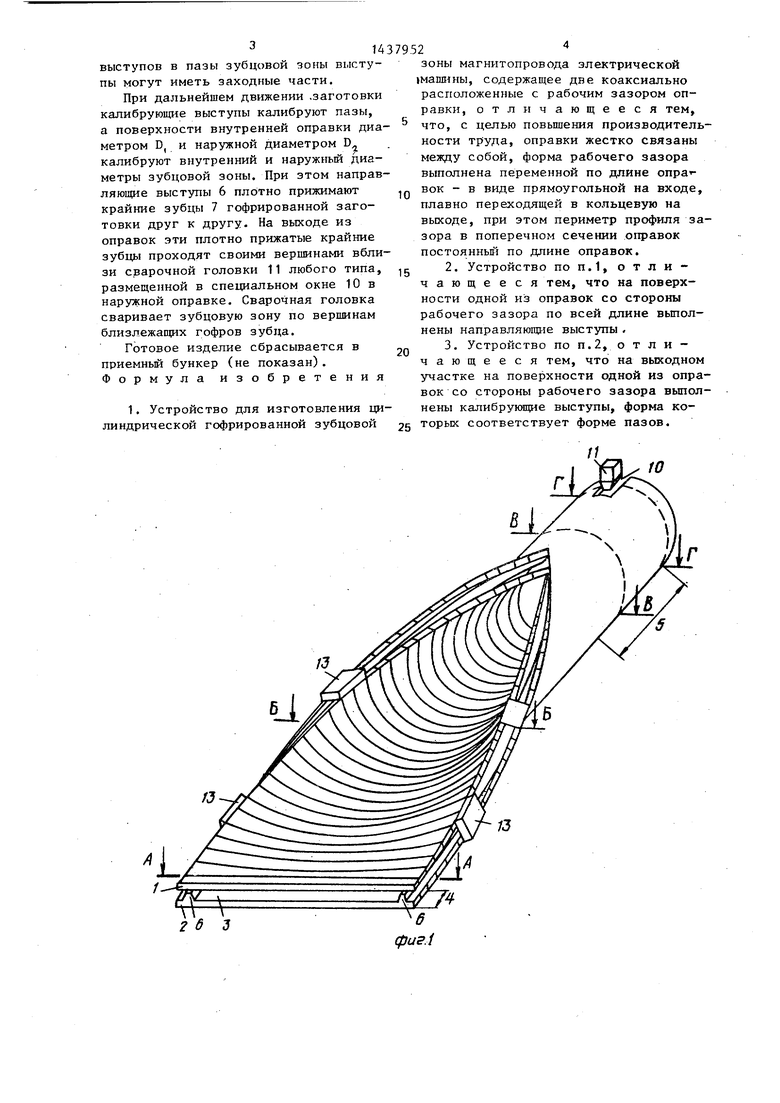
На фиг. 1 показано устройство в аксонометрии; на фиг. 2 - сечение JQ А-А на фиг. 1 с размещенной в рабочем зазоре гофрированной заготовкойJ на фиг. 3 - сечение Б-Б на фиг, 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1. j
Устройство содержит внутреннюю оправку 1 и коаксиально расположенную и жестко связанную с ней наружную - оправку 2. Между.оправками имеется рабочий зазор 3, которьй на входном jn участке 4 имеет поперечное сечение в виде вытянутого прямоугольника, а на выходном цилиндрическом участке 5 - в виде кольца. Кривизна рабочего зазора плавно изменяется от входного участка к выходному.
По всей длине поверхности наружной оправки, обращенной к рабочему зазору, от входа в оправки до выхода из них выполнены два направляющих выступа 6, расстояние между осями которых на входе в оправки выполнено равньм расстоянию между осями крайних пазов гофрированной заготовки. Далее от входа в оправки направпяющие выступы идут по винтовой линии и на выходном цилиндрическом частке оправок занимают положение, показанное на фиг. 4 и 5. Расстояние между направляющими выступами на выходе из оправок вьшол- няют таким, чтобы обеспечить плотное прилегание крайних зубцов 7 гофрированной ленты 8 (фиг.4). Направляющие выступы служат для того, чтобы избежать перекоса гофрированной ленты при ее движении от входа в оправки к выходу из них.
На выходном цилиндрическом участке 5 по поверхности наружной оправки 2 со стороны рабочего зазора в аксиаль25
30
5
40
буемыми размерами пазов зубцовой зоны.
Длина оправок определяется длиной зубцовой зоны и должна быть такой, чтобы обеспечить беспрепятственное прохождение зубцовой зоны между оправками.
Диаметр D (фиг.4) внутренней оправки, обращенной к рабочему зазору на выходном участке 5, равен требуемому диаметру зубцовой зоны, а диаметр DJ наружной оправки определяется как сумма диаметра D и двух высот зубца зубцовой зоны.
На выходе из оправок в специальном окне 10 в наружной оправке расположена сварочная головка 11. Сварочный шов 12 (фиг.5) скрепляет зуб- |Цовую зону. Четыре накладки 13 (фиг,1) жестко соединяют оправки между собой.
Устройство работает следукщим образом.
Заготовку в виде гофрированной ленты 8 необходимой длины помещают в рабочий зазор 3 между оправками 1 и 2, жестко соединенными, между собой накладками 13, на входном участке 4 таким образом, чтобы направляющие выступы 6 попали в первый и последний пазы между гофрами ленты. С помощью привода (не показан) заготовку толкают к вьгходу из оправок. После того, как заготовка полност.ью войдет в зазор между оправками, на входной участок 4 подают следугацую заготовку и толкают ее с помощью того же привода, при этом каждая последующая заготовка перемещает при своем движении все заготовки, находящиеся в рабочем за-, зоре, по направлению к выходному участку.
45
При продвижении каждой заготовки от входного участка к выходному она постепенно сворачивается в цилиндр из-за изменяющейся кривизны рабочего зазора. Затем заготовка попадает на выходной цилиндрический участок, где
ном направлении выполнены калибрующие 50 рабочий зазор имеет кольцевую форму выступы 9, предназначенные для калиб- и имеются калибрующие выступы 9 ровки пазов зубцовой зоны. Число калибрующих выступов равно числу /пазов зубцовой зоны за вычетом двух, в кот
(фиг.4), Так как расстояние между ка- либpyющимIi выступами равно зубцовому делению, а положение заготовки в раторых расположены направляющие высту-55 бочем зазоре определено направляющ гми
Q
n
5
0
5
0
буемыми размерами пазов зубцовой зоны.
Длина оправок определяется длиной зубцовой зоны и должна быть такой, чтобы обеспечить беспрепятственное прохождение зубцовой зоны между оправками.
Диаметр D (фиг.4) внутренней оправки, обращенной к рабочему зазору на выходном участке 5, равен требуемому диаметру зубцовой зоны, а диаметр DJ наружной оправки определяется как сумма диаметра D и двух высот зубца зубцовой зоны.
На выходе из оправок в специальном окне 10 в наружной оправке расположена сварочная головка 11. Сварочный шов 12 (фиг.5) скрепляет зуб- |Цовую зону. Четыре накладки 13 (фиг,1) жестко соединяют оправки между собой.
Устройство работает следукщим образом.
Заготовку в виде гофрированной ленты 8 необходимой длины помещают в рабочий зазор 3 между оправками 1 и 2, жестко соединенными, между собой накладками 13, на входном участке 4 таким образом, чтобы направляющие выступы 6 попали в первый и последний пазы между гофрами ленты. С помощью привода (не показан) заготовку толкают к вьгходу из оправок. После того, как заготовка полност.ью войдет в зазор между оправками, на входной участок 4 подают следугацую заготовку и толкают ее с помощью того же привода, при этом каждая последующая заготовка перемещает при своем движении все заготовки, находящиеся в рабочем за-, зоре, по направлению к выходному участку.
При продвижении каждой заготовки от входного участка к выходному она постепенно сворачивается в цилиндр из-за изменяющейся кривизны рабочего зазора. Затем заготовка попадает на выходной цилиндрический участок, где
рабочий зазор имеет кольцевую форму и имеются калибрующие выступы 9
рабочий зазор имеет кольцевую форму и имеются калибрующие выступы 9
(фиг.4), Так как расстояние между ка- либpyющимIi выступами равно зубцовому делению, а положение заготовки в ра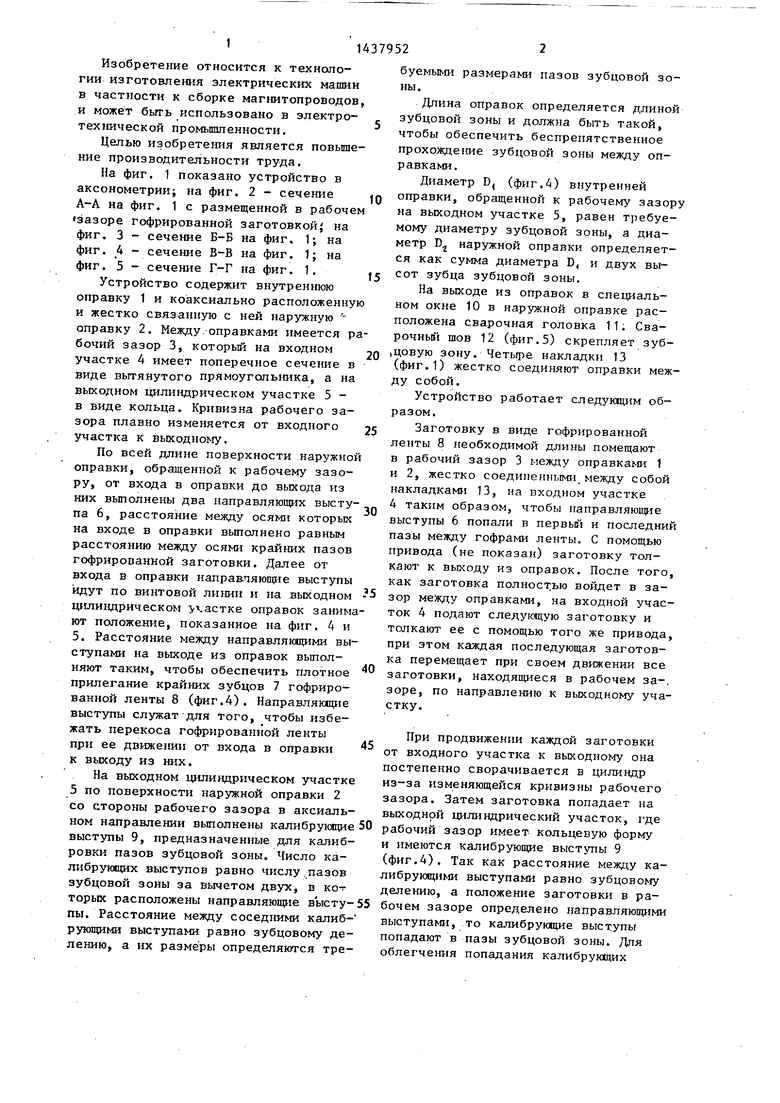
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1582282A1 |
| Способ изготовления зубцово-пазовой зоны электрической машины и устройство для его осуществления | 1985 |
|
SU1292110A1 |
| Устройство для калибровки зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1656636A1 |
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Станок для изготовления гибкой ленты двойной кривизны | 1976 |
|
SU685384A1 |
| Устройство для сборки магнитопровода электрической машины | 1989 |
|
SU1700695A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| Устройство для изготовления гофрированной зубцово-пазовой зоны магнитопровода электрической машины | 1985 |
|
SU1387109A1 |
Изобретение относится к технологии изготовления электрических машин, в частности к сборке магнитопро- водов, и может быть использовано в Электр©технической промышленности. Цель изобретения - повышение производительности труда. Устройство содержит две коаксиально расположенные . оправки 1,2с рабочим зазором между ними, кривизна которого по мере продвижения от входа в оправки к выходу из них плавно изменяется таким образом, что на входе в оправки поперечное сечение рабочего зазора выполнено в виде прямоугольника, а на выходе из оправок - в виде окружности, причем периметр профиля зазора в поперечном сечении оправок постоянный по длине оправок. На поверхности одной из оправок со стороны рабочего зазора по всей ее длине начиная с входа выпапнены направляющие выступы 6, а па цилиндрической части этой оправки у выхода выполнены калибрукяцие выступы трапецеидальной формы 9. При работе устройства заготовки из гофрированной ленты необходимой длины подают в аксиальном направлении друг за другом на вход в оправки таким образом, что направляющие выступы попадают в первый и последний пазы заготовки. По мере продвижения к выходу из оправок заготовки сворачиваются в цилиндр. На выходном щ линдри- с ческом участке пазы заготовок калибруются калирукщими выступами, а на выходе заготовок соединяются, например, сваркой. 2 з.п. ф-лы, 5 ил. S Г-Г со ; :л 
пы. Расстояние между соседними калиб- рующими выступами равно зубцовому делению, а их размеры определяются тревыступами, то калибрующие выступы попадают в пазы зубцовой зоны. Для облегчения попадания калибрующих
/3
U
10
Редактор И.Рыбченко
Составитель А,Левин Техред М.ХоданнчфигЛ
Корректорл,Обручар
| Авторское свидетельство СССР № 1198664, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
