СО 00 00 00
Изобретение относится к прокатном производству, в частности к конструкции наматываюпщх устройств для круглого проката, преимущественно от приводных роликов последней клети прокатного стана.
Цель изобретения - расширение технологических возможностей за счет непрерьгеной укладки бунтов различной формы.
На чертеже показано наматьшакяцее устройство, общий вид.
Устройство содержит установленную на горизонтальном основании 1 верти- кальную цилиндрическую чашу 2, смонтированный на чаше 2 корпус 3, размещенную в опорах корпуса 3 проводку 4, привод поворота последней в виде электродвигателя 5 и зубчатой пере- дачи 6, пропущенные сквозь основание 1 пальцы 7, дополнительнзпо проводку 8, телескопически соединенную с проводкой 4, привод перемещения провод- fM вдоль проводки 4, выполненный в виде электродвигателя 9 и реечной передачи 10, а также узел 11 синхронизации привода перемещения проводки 8 и привода роликов 12 последней клети прокатного стана (не пока- заны).
В проводке 8 выполнены пазы 13 для возможности обслуживания проката, проходящего через проводки. Между проводкой 4 и роликами 12 установ лены направляющие 14 для перемещения проката.
Устройство работает следующим образом.
Прокат выходит из роликов 12 по- следней клети прокатного стана и по направляющим 14 подается в проводку 4, вращение которой осуществляется электродвигателем 5 через зубчатую передачу 6.
Из проводки 4 прокат поступает в дополнительную проводку 8, из которо он укладывается в виде витков на основание 1 в чашу 2 между последней и пальцами 7.
Угловая скорость вращения проводки 8 определяете по формуле
. . Vnp U. --- ,
5 0 5 0
с
0 5
0
5
где V.pp - линейная скорость перемещения проката в роликах 12 R - радиус вращения выходящего конца проводки 8 относительно вертикальной оси ча- ши 2.
Таким образом, диаметр укладьшае- мого в чашу 2 витка проката определяется при постоянной угловой скорости вращения проводки 8 радиусом R и линейной скоростью перемещения проката. При постоянной величине последней необходимо для изменения диаметра витка и его формы произвести изменение радиуса R проводки с помощью электродвигателя 9 и реечной передачи 10, При изменении линейной скорости перемещения проката изменение радиуса R должно быть синхронизировано посредством узла 11 синхронизации электродвигателя 9 и привода вращения роликов 12.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается расширением технологических возможностей за счет обеспечения непрерывной укладки бунтов различной формы,
Формула изобретения
Наматыванмцее устройство для круглого проката, преимущественно от приводимых роликов последней клети прокатного стана, содержащее установленную на горизонтальном основании вертикальную цилиндрическую чашу для укладки бунта, смонтированный на упомянутой чаше корпус, размещенную в опорах корпуса проводку, привод поворота последней, а также пропущенные сквозь основание с возможностью вертикального перемещения пальцы, отличающееся тем, что, с целью расширения технологических возможностей за счет непрерывной укладки бунтов различной формы, оно снабжено дополнительной проводкой, телескопически соединенной с основной проводкой, приводом перемещения дополнительной проводки вдоль основной, а также узлом синхронизации приводов перемещения дополнительной проводки и привода роликов, при этом в дополнительной проводке выполнены пазы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Моталка с осевой подачей проволоки | 1978 |
|
SU766702A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| Линия для получения профильного проката в бунтах | 1990 |
|
SU1814571A3 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
Изобретение-относится к прокатному производству, в частности к конструкции наматывающих устройств для круглого проката, преимущественно от приводных роликов последней клети прокатного стана. Цель изобретения - расширение технологических возможностей за счет непрерывной укпадки бунтов различной формы. Из проводки 4 прокат поступает в проводку 8, телескопически соединенную с проводкой 4. Из проводки 8 прокат укладывается в чашу 2 на основании 1 между чашей 2 и пальцами 7. При необходимости изменения диаметра витка и его формы изменяют радиус выходного конца проводки 8, перемещая последнюю вдоль проводки 4 посредством реечной передачи 10 от электродвигателя 9. При изменении линейной скорости перемещения проката проводят посредством узла 11 синхронизацию работы электродвигателя 9 и привода вращения роликов 12. Это и обеспечивает возможность получения бунта любой формы и диаметра. 1 ил. S2 (Л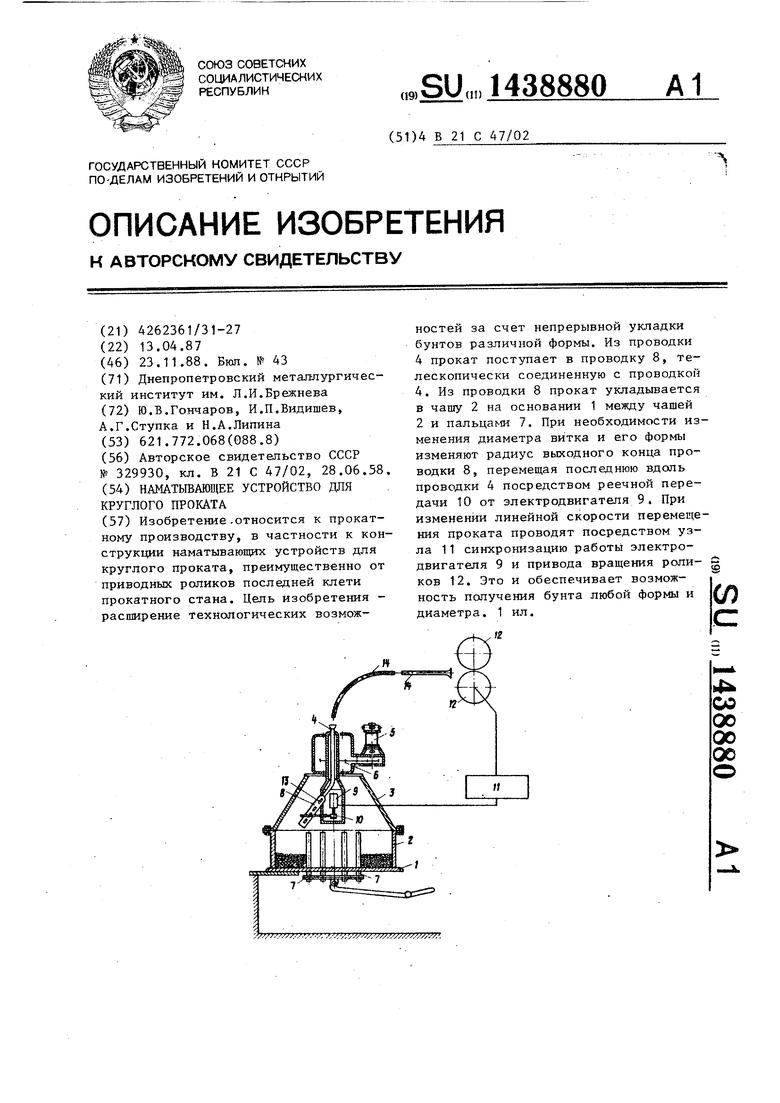
ВНИИПИ Заказ 6007/13
Произв,-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
Тираж 709
Подписное
| СОРТОВАЯ МОТАЛКА С ОСЕВОЙ ПОДАЧЕЙ | 0 |
|
SU329930A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
