Изобретение относится к порошковой металлургии, в частности к способу прессования порошковых смесей без- вольфрамовьпс твердых сплавов,
Целью изобретения является повышение производительности.
Способ осуществляют следующим образом.
Гранулированную порошковую смесь безвольфрамового твердого сплава ТН-20 загружают в матрицу пресса-автомата объемной дозировкой. Во время загрузки на загружаемую смесь воздействуют воздушным потоком. После за- полнения матрицы смесью воздушный поток отключают перекрытием канала верхним пуансоном и. осуществляют прессование изделий.
Сущность заявляемого способа за- ключается в повьш1ении текучести гранулированной безвольфрамовой смеси и обеспечении ее укладки в полости матрицы без наличия арочной структуры в засыпке, имеющей место при закли- нивании чаЬтид между собой. Действие создаваемого воздушного потока позволяет достичь более плотной упаковки частиц и заполнения ими пустот.
С уменьшением высоты засыпки уменьшается и путь пуансона, а следовательно j величина перемещения уплотняемого при прессовании порошка относительно стенок матриЩ). Это обуславливает снижение сил трения порошка о стенки пресс-формы и получение качественного изделия вследствие снижения его разноплотности от центральной части к периферии, т.е. происходит интенсифицирование процесса уплотнения частиц смеси и создается предпосьтка увеличения скорости прессования без снижения качества получаемой заготовки.
В таблице приведены сравнительные данные прессования порошковой смеси по предлозвсенному и известному способу.
Как следует из данных таблицы, в результате разрушения арочной структуры засыпки по предложенному способу прессования высота засыпки смеси в матрицы уменьшается в 1,5 раза. Предложенный способ обеспечивает повьш1ение производительности процесса прессования в 2,0-2,5 раза при получении прессовки достаточной плотности 14,25 г/см без наличия расслоя и трещин, имеющей однородную плотную структуру.
Формула изобретения
Способ прессования порошковых смесей безвольфрамовых твердых сплавов, включающий заполнение матрицы порошковой смесью, вакуумирование, прессование, отличающийся тем, что, с целью повьшения производительности, при заполнении матрицы на смесь воздействуют потоком воздуха.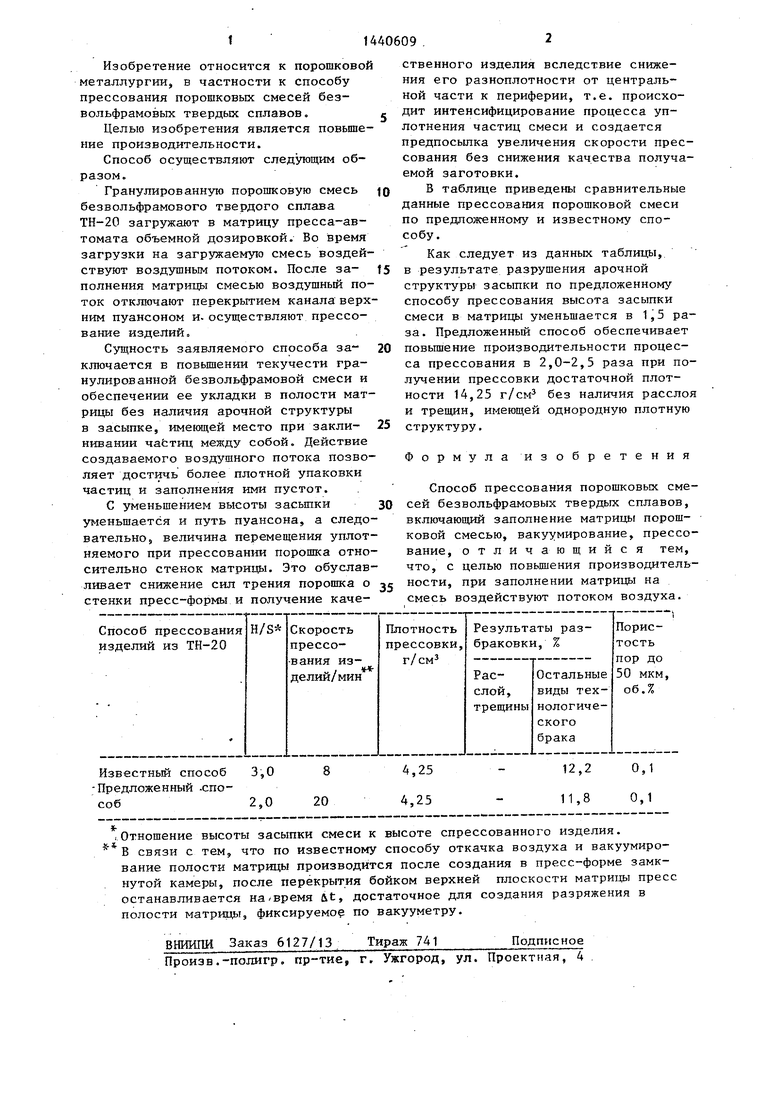
| название | год | авторы | номер документа |
|---|---|---|---|
| Пластификатор для прессования порошков | 1984 |
|
SU1263425A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321474C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2442674C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
| Пресс-форма для прессования винтовых пластин | 1979 |
|
SU774800A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Пресс-форма для прессования изделий из порошка | 1977 |
|
SU671923A1 |
| Механический пресс | 1991 |
|
SU1831429A3 |
Изобретение относится к области порошковой металлургии, в частности к способу прессования порошковых смесей безвольфрамовых твердых сплавов. Целью изобретения является повьппение производительности. Гранулированную поропжовую смесь безвольфрамового твердого сплава загружают в матрицу объемной дозировкой. Во время загрузки на загружаемую смесь воздействуют воздушным потоком, обеспечивающим плотную укладку частиц порошка. После р заполнения матрицы смесью воздушный поток отключают и осуществляют прессование изделий. Способ обеспечивает повышение производительности процесса прессования в 2-2,5 раза. 1 табл. е (Л
««
.Отношение высоты засыпки смеси к высоте спрессованного изделия.
В связи с тем, что по известному способу откачка воздуха и вакуумирование полости матрицы производится после создания в пресс-форме замкнутой камеры, после перекрытия бойком верхней плоскости матршш пресс останавливается на время &t, достаточное для создания разряжения в полости матрицы, фиксируемо по вакууметру.
ВНИИПИ Заказ 6127/13 Тираж 741
Произв.-полигр, пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| Бондаренко В.П | |||
| и др | |||
| Прессование заготовок из твердосплавных смесей | |||
| Киев: Техника, 1974, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
