314969
В процессе вращеш1я при взаимодействии роликовых электродов 12 с пересечениями продольного стержня 5 и навиваемой проволоки 14 за счет сжатия пружин 10 вращение кондуктора 4 на время сварки приостанавливается, что обеспечивает сварку практически неподвижного соединения. При отходе
роликовых электродов 12 от сваренного соединения пружины 10 приводят кондуктор в исходное положение за счет временного ускорения его вращения, В результате увеличивается средняя скорость вращения кондуктора 4 и повышается производительность устройства. 5 ил.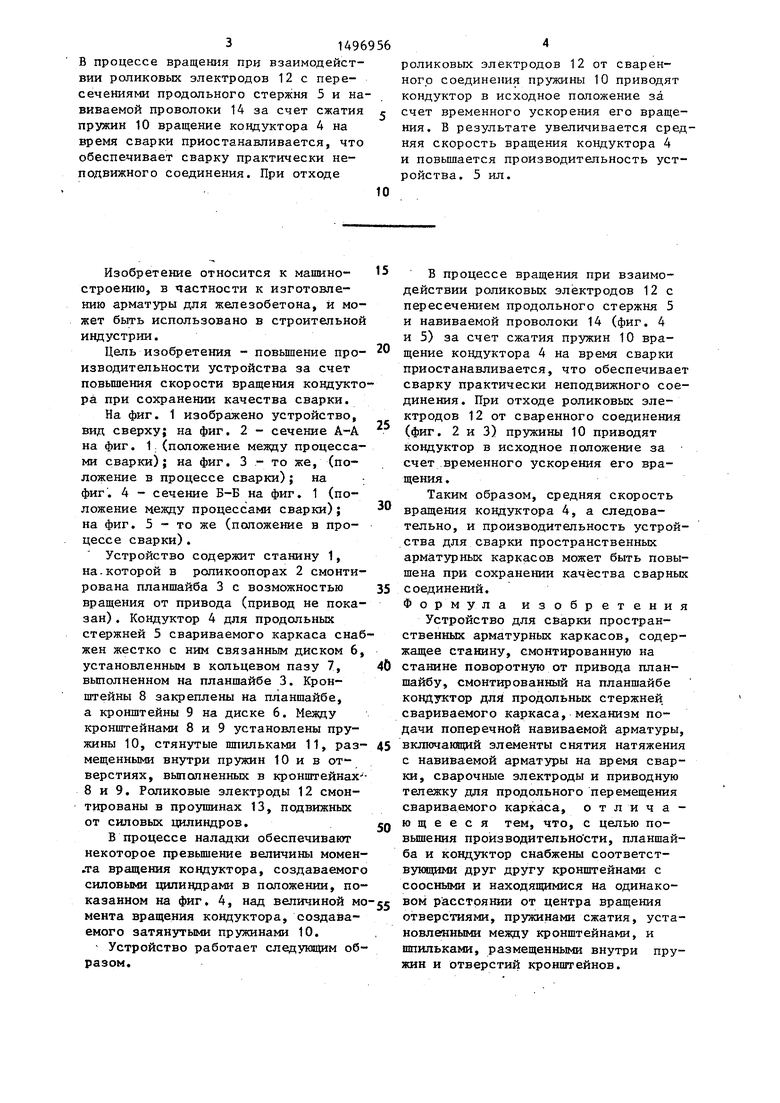
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пространственных арматурных каркасов | 1973 |
|
SU503690A1 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
| Устройство для сварки объемных арматурных каркасов | 1973 |
|
SU532496A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
Изобретение относится к машиностроению ,в частности, к изготовлению арматуры для железобетона, и может быть использовано в строительной индустрии при сварке арматурных каркасов. Цель изобретения - повышение производительности устройства. В процессе вращения при взаимодействии роликовых электродов 12 с пересечениями продольного стержня 5 и навиваемой проволоки 14 за счет сжатия пружин 10 вращение кондуктора 4 на время сварки приостанавливается, что обеспечивает сварку практически неподвижного соединения. При отходе роликовых электродов 12 от сваренного соединения пружины 10 приводят кондуктор в исходное положение за счет временного ускорения его вращения. В результате увеличивается средняя скорость вращения кондуктора 4 и повышается производительность устройства. 5 ил.
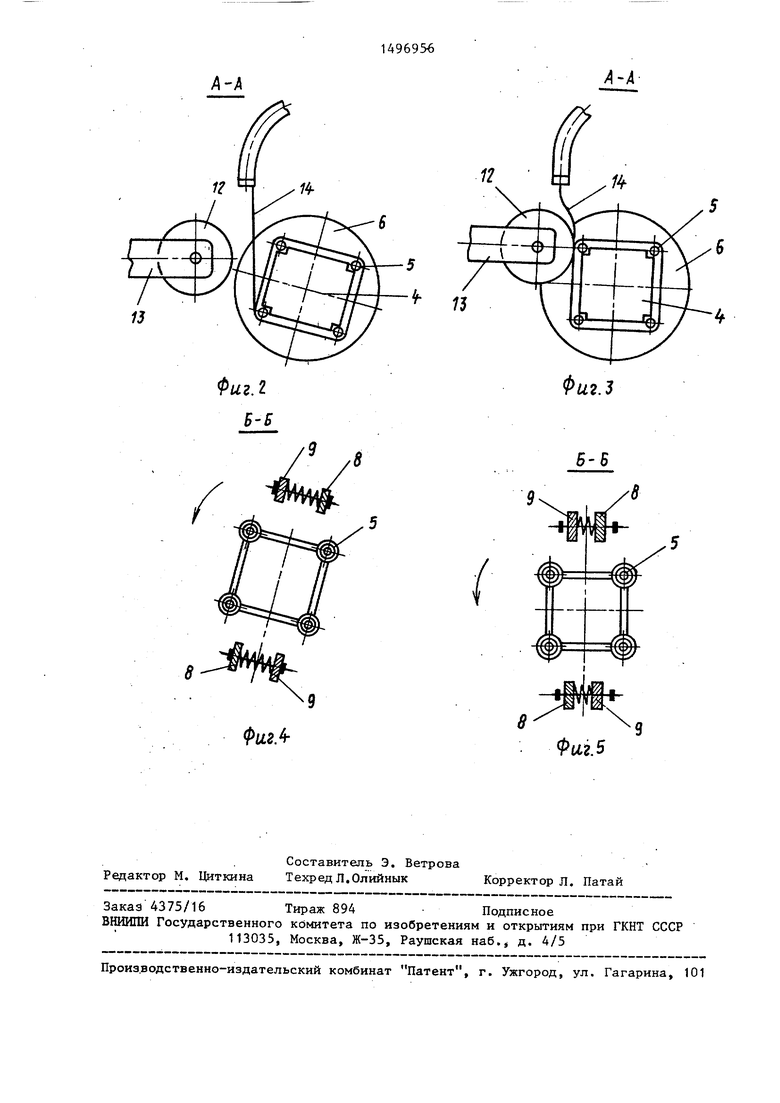
Изобретение относится к машино- строению, в частности к изготовлению арматуры для железобетона, и может быть использовано в строительной индустрии.
Цель изобретения - повьшение про- изводительности устройства за счет повышения скорости вращения кондуктора при сохранении качества сварки.
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - сечение А-А на фиг. 1 (положение между процессами сварки); на фиг. 3 - то же, (положение в процессе сварки); на фиг. 4 - сечение Б-В на фиг. 1 (положение между процессами сварки); на фиг. 5 - то же (положение в процессе сварки).
Устройство содержит станину 1, на-которой в роликоопорах 2 смонтирована планшайба 3 с возможностью вращения от привода (привод не показан) . Кондуктор 4 для продольных стержней 5 свариваемого каркаса снабжен жестко с ним связанным диском 6, установленным в кольцевом пазу 7, вьшолненном на планшайбе 3. Кронштейны 8 закреплены на планшайбе, а кронштейны 9 на диске 6. Между кронштейнами 8 и 9 установлены пружины 10, стянутые шпильками 11, раз- мещенными внутри пружин 10 и в отверстиях, выполненных в кронштейнах 8 и 9. Роликовые электроды 12 смонтированы в проушинах 13, подвижных
от силовых цилиндров.
в процессе наладки обеспечивают некоторое щ)евьш1ение величины момен- .та вращения кондуктора, создаваемого силовыми 1щливдрами в положении, показанном на фиг. 4, над величиной MO мента вращения кондуктора, создаваемого затянутыми пружинами 10.
Устройство работает следукицим образом.
В процессе вращения при взаимодействии роликовых электродов 12 с пересечением продольного стержня 5 и навиваемой проволоки 14 (фиг. 4 и 5) за счет сжатия пружин 10 вращение кондуктора 4 на время сварки приостанавливается, что обеспечивает сварку практически неподвижного соединения. При отходе роликовых электродов 12 от сваренного соединения (фиг. 2 и 3) пружины 10 приводят кондуктор в исходное положение за счет временного ускорения его вращения.
Таким образом, средняя скорость вращения кондуктора 4, а следовательно, и производительность устройства для сварки пространственных арматурных каркасов может быть повышена при сохранении качества сварных соединений. Формула изобретения
Устройство для сварки пространственных арматурных каркасов, содержащее Станину, смонтированную на станине поворотную от привода планшайбу, смонтированный на планшайбе кондзгктор дли продольных стержней. свариваемого каркаса, механизм подачи поперечной навиваемой арматуры, включающий элементы снятия натяжения с навиваемой арматуры на время сварки, сварочные электроды и приводную тележку для продольного перемещения свариваемого каркаса, отличающееся тем, что, с целью по- вьш1ения производительности, планшайба и кондуктор снабжены соответст- вунщими друг другу кронштейнами с соосными и находящимися на одинаковом р:асстрянии от центра вращения отверстиями, пружинами сжатия, установленными между кронштейнами, и шпильками, размещенными внутри пружин и отверстий кронштейнов.
рцгЛ
-4
12
Фи2.3
| Устройство для изготовления пространственных арматурных каркасов | 1977 |
|
SU632449A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
