Фиг.1
1
Изобретение относится к изготовлению арматуры для железобетонных конструкций и может быть использовано в строительной индустрии о
Цель изобретения - ловьшение качества сварного соединения
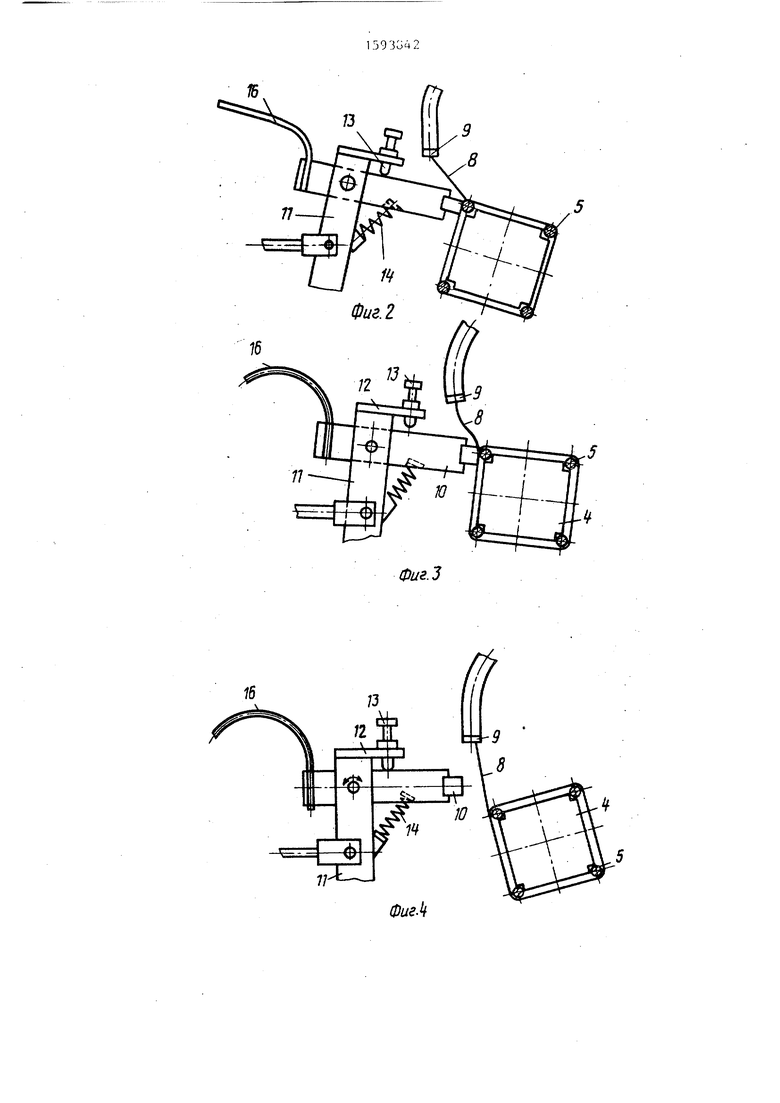
На фигв.Г показано устройство в положении подхода подлежащего сварке соединения к месту сваркиj общий вид, поперечное сечение; на - то же, положение прижатия электродов к свариваемому соединению; на фигоЗ то же, положение сварки; на фиго4 - то
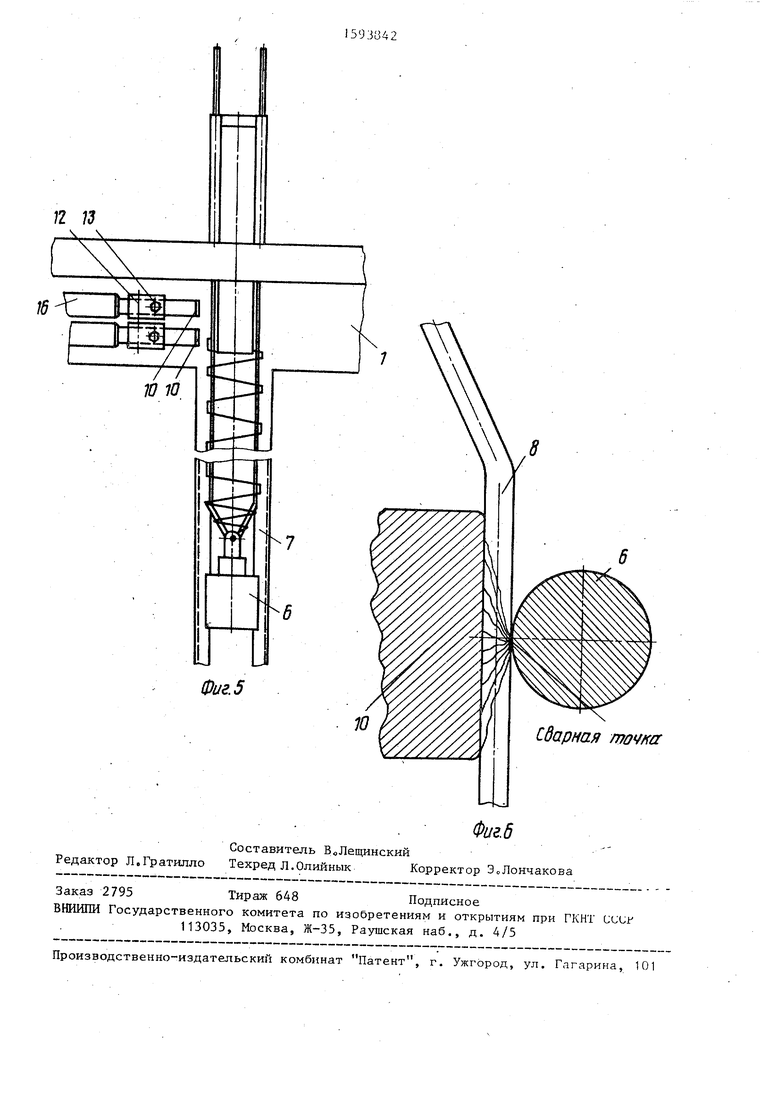
iжеJ положение отхода электрода от сварного соединения и начала загибания навиваемой арматуры вокруг продольного стержня яа фигоЗ - то же, вид сверху; на фиг«6 - взаимодействие электрода со свариваемым соеди- нением (фиг,3)о
На станине 1 в роликропорах 2 смонтирована поворотная от привода (не показан) планшайба 3, на которой закреплен кондуктор 4 для продольных
стерткней 5 свариваемого арматурного каркасао Тележка 6 для продольного перемещения с вариваемого каркаса установлена на продольных направляющих 7, закрепленных на станине 1 о Механизм подачи навиваемой поперечной арматуры 8 включает направляющий элемент 9, с которого арматура 8 подается к месту сварки с продольными стерзкнями 5 о Элемент 9 размещен над местом сварки но отклонен в сторону электродов 10, шарнирно смонтированных на шатунах 115 шарнирно связанных со станиной 1„ На шатунах 11 закреплены кронштейны
125 в которьк размещены установочные винты 13, служащие для взаимодействия с электродами 10«,Пружины 14 смонтированы на шатунах 11 и связаны с электродами Юо В средней зоне шатуQ
5 0
5
п
5
0
фиг.2, силовые цилиндры 15 перемещают шатуны 11 так, что электроды 10 прижимаются к свариваемому соединению.
При этом электрод 10, взаимодей- .ствующий со свариваемым соединением, изгибает поперечную арматуру 8 (фиго2). При вращении кондуктора 4 свариваемое соединение перемещается в сторону электрода 10 и отодвигает его за - счет податливости силового цилиндра 13 в положение, показанное на фигоЗо В этом положении .с участка навиваемой арматуры 8 между направляющим элементом 9 и свариваемым соединением снимается натяжение, так как расстояние между элементом 9 и свариваемым соединением сокращается, В этом положении пропускается сварочный ток, что обеспечивает сварку ненатянутой поперечной арматуры 8 к продольному стержню 5г Это обеспечивает качественное сварное соединение Далее электроды 10 возвращаются в исходное положение (фигу4) и- до загибания арматуры 8 вокруг стержня 5 сварочное точечное сварное соединение успевает остыть.
Предложенное устройство конструктивно просто и обеспечивает качественные сварные соединения при изготовлении сварных объемных арматурных каркасов в
Формула изобретения
Устройство для сварки объемных арматурных каркасов, содержащий ста- нийу, смонтированную на ней поворот- ную от привода планшайбу с кондуктором для.продольных стержней, приводную тележку для продольного перемещения каркаса, поворотный от привода в виде силового цилиндра шатун с кронштейнами и установочными винтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1973 |
|
SU503690A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для точечной сварки пространственных арматурных каркасов | 1980 |
|
SU925583A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для сварки объемных арматурных каркасов | 1973 |
|
SU532496A1 |
Изобретение относится к изготовлению арматуры для железобетонных конструкций и может быть использовано в строительной индустрии. Цель изобретения - повышение качества сварного соединения. При продольном перемещении и вращении свариваемого каркаса силовые цилиндры 15 перемещают шатуны 11 так, что электрод 10 изгибает поперечную арматуру 8, и прижимаются к свариваемому соединению. Далее при вращении кондуктора 4 свариваемое соединение перемещается в сторону электрода 10 и отодвигает его за счет податливости силового цилиндра 15. В этом положении в связи с заданным взаимным расположением электрода, планшайбы и направляющего элемента навиваемая проволока оказывается ненатянутой и сварочное соединение, образуемое при пропускании тока, успевает остыть до начала натяжения проволоки, чем обеспечивается качественное сварное соединение. 6 ил.
50
ны 11 шарнирно связаны со штоками си- 5 установленные шарнирно на шатуне и ловых цилиндров 15, шарнирно смонтированных на станине 1 о Гибкие токо- подводящие шины 16 жестко закреплены -на электродах 10о
В процессе наладки с помощью винтов 13 и регулятора цикла сварки (не показан), электрически связанного с планшайбой 3, обеспечивают взаимное расположение электрода 10 со свариваемым, пересечением (фиг.6)о
В процессе работы при продольном перемещении и вращении свариваемого каркаса из положения, показанного на фигв19 в положение, показанное на
55
подпружиненные относительно него эл троды, , жестко связанные с гибкими токонодводящими шинами, механизм по дачи навиваемой поперечной арматур |С направляющим элементом, о т л и - ч а ю щ е е с я тем что, с целью повьшхения качества сварных соединений, ось вращения планшайбы смещена -относительно оси электрода в сторон противоположную расположению направ ляннцего элемента, а направляющий эл мент смещен от плоскости контакта электродов с кондуктором в сторону электродов
установленные шарнирно на шатуне и
подпружиненные относительно него электроды, , жестко связанные с гибкими токонодводящими шинами, механизм подачи навиваемой поперечной арматуры |С направляющим элементом, о т л и - ч а ю щ е е с я тем что, с целью повьшхения качества сварных соединений, ось вращения планшайбы смещена относительно оси электрода в сторону, противоположную расположению направ- ляннцего элемента, а направляющий элемент смещен от плоскости контакта электродов с кондуктором в сторону электродов
16
Фиг.З
ФигМ
Фиг. 5
593842
Сборная njo /ffir
| Статический ферромагнитный умножитель частоты | 1987 |
|
SU1520637A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
