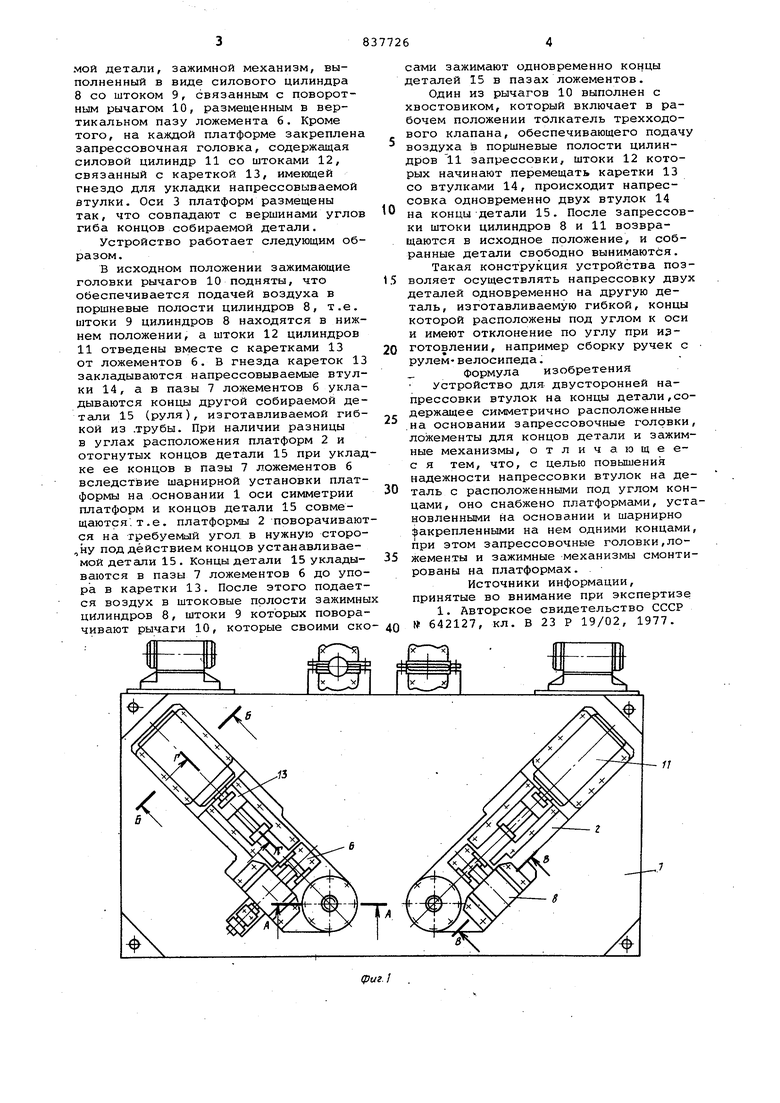
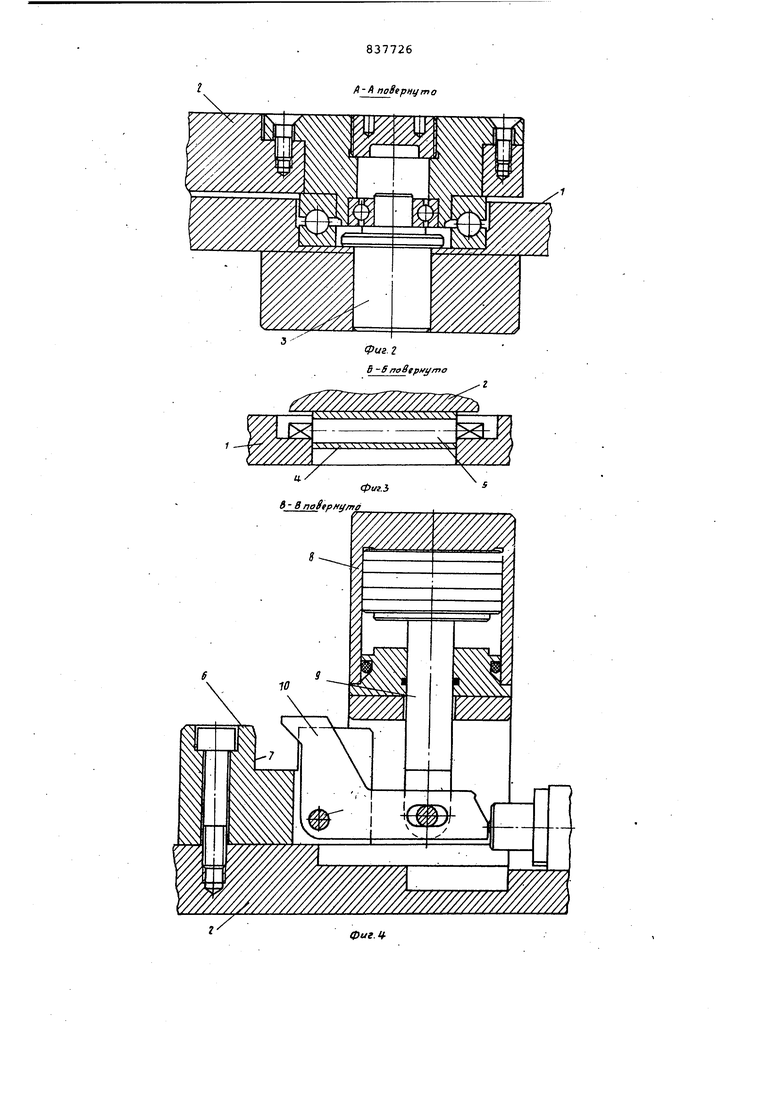
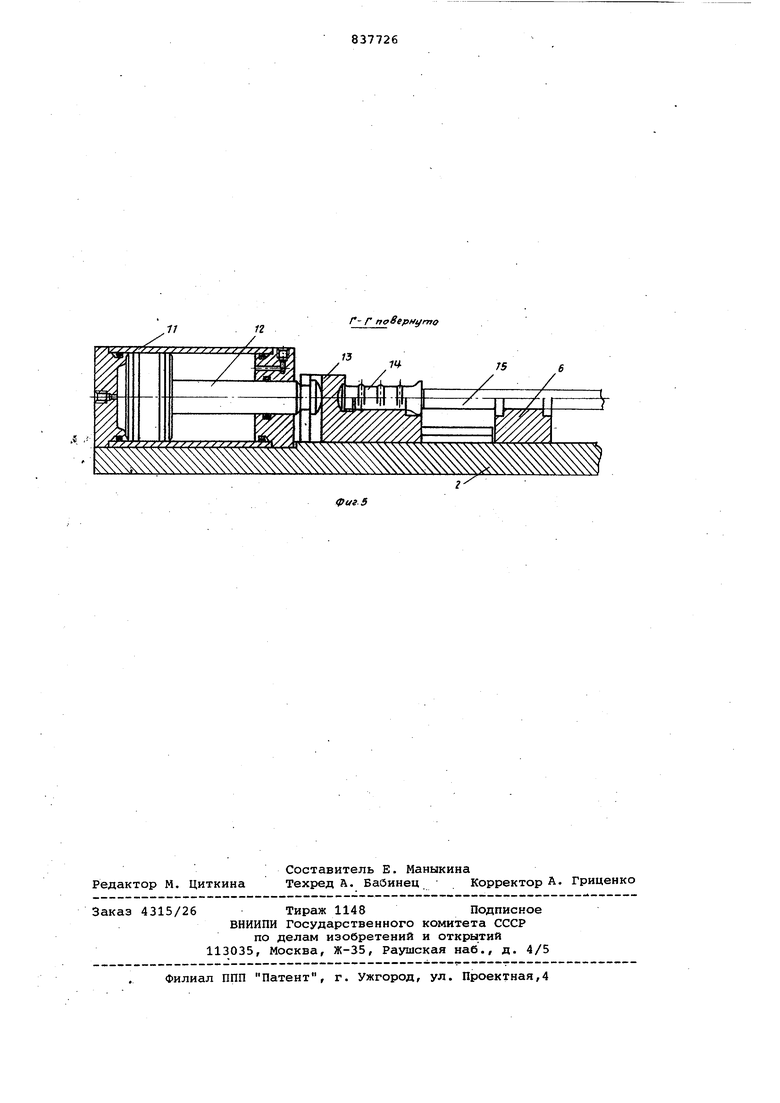
МОЙ детали, зажимной механизм, выполненный в виде силового цилиндра 8 со штоком 9, связанным с поворотным рычагом 10, размещенным в вертикальном пазу ложемента 6. Кроме того, на каждой платформе закреплена запрессовочная головка, содержащая силовой цилиндр 11 со штоками 12, связанный с кареткой 13, имеющей гнездо для укладки напрессовываемой втулки. Оси 3 платформ размещены так, что совпадают с вершинами углов гиба концов собираемой детали. Устройство работает следующим образом, В исходном положении зажимающие головки рычагов 10 подняты, что обеспечивается подачей воздуха в поршневые полости цилиндров 8, т.е. штоки 9 цилиндров 8 находятся в нижнем положении, а штоки 12 цилиндров 11 отведены вместе с каретками 13 от ложементов 6. В гнезда кареток 13 закладываются напрессовываемые втулки 14, а в пазы 7 ложементов б укладываются концы другой собираемой детали 15 (руля), изготавливаемой гибкой из .трубы. При наличии разницы в углах расположения платформ 2 и отогнутых концов детали 15 при уклад ке ее концов в пазы 7 ложементов б вследствие шарнирной установки платформы на основании 1 оси симметрии платформ и концов детали 15 совмещаются, т.е. платформы 2 поворачивают ся на требуемый угол в нужную сторо,ну под действием концов устанавливаемой детоши 15. Концы детали 15 укладываются в пазы 7 ложементов 6 до упора в каретки 13. После этого подается воздух в штоковые полости зажимны цилиндров 8, штоки 9 которых поворачивают рычаги 10, которые своими ско сами зажимают одновременно концы деталей 15 в пазах ложементов. Один из рычагов 10 выполнен с хвостовиком, который включает в рабочем положении толкатель трехходового клапана, обеспечивающего подачу воздуха is поршневые полости цилиндров 11 запрессовки, штоки 12 которых начинают перемещать каретки 13 со втулками 14, происходит напрессовка одновременно двух втулок 14 на концы детали 15. После запрессовки штоки цилиндров 8 и 11 возвращаются в исходное положение, и собранные детали свободно вынимаются. Такая конструкция устройства позволяет осуществлять напрессовку двух деталей одновременно на другую деталь, изготавливаемую гибкой, концы которой расположены под углом к оси и имеют отклонение по углу при изготовлении , например сборку ручек с рулем-велосипеда. Формула изобретения Устройство для двусторонней напрессовки втулок на концы детали,содержащее симметрично расположенные на основании запрессовочные головки, ложементы для концов детали и зажимные механизмы, отличающеес я тем, что, с целью повышения надежности напрессовкн втулок на деталь с расположенными под углом концами, оно снабжено платформс1ми, установленными на основании и шарнирно Закрепленными на нем одними концами, при этом эапрессовочные головки,ложементы и зажимные механизмы смонтированы на платформах. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 642127, кл. В 23 Р 19/02, 1977.
фиг. 2
б -В повернуто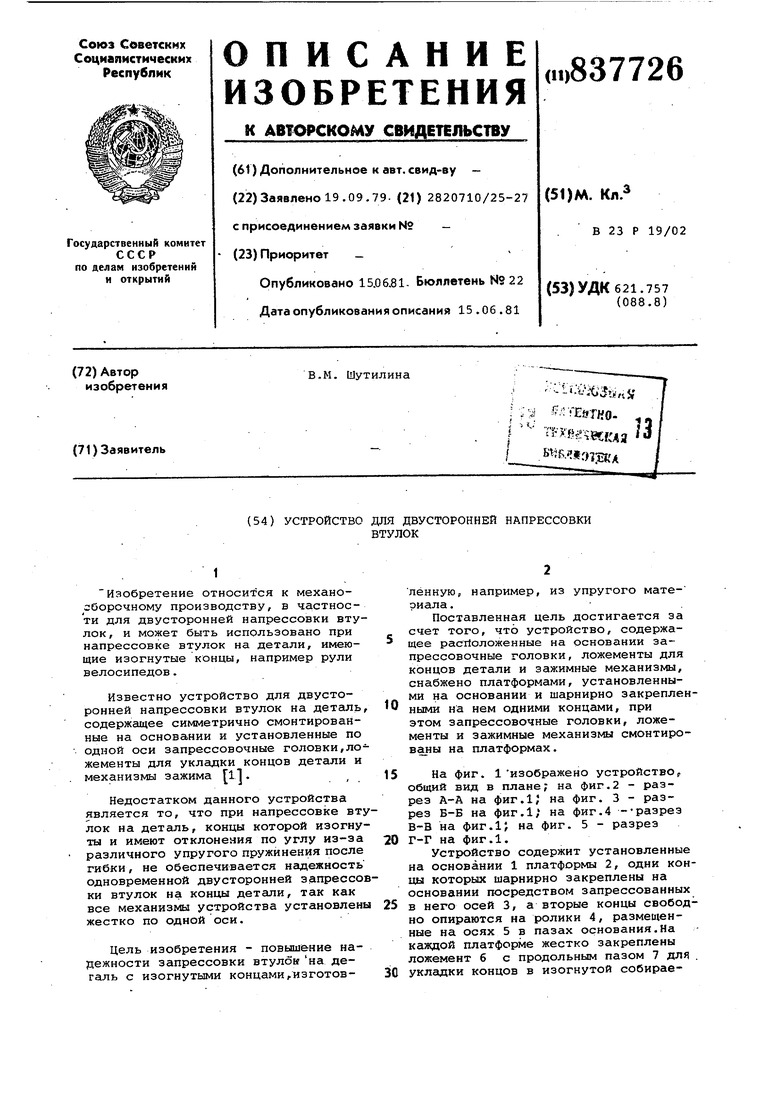
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей двусторонней запрессовкой | 1987 |
|
SU1442358A1 |
| Устройство для сборки деталей запрессовкой | 1984 |
|
SU1269962A1 |
| Устройство для двусторонней сборки деталей запрессовкой | 1986 |
|
SU1310161A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Автомат для сборки деталей типа вал-втулка | 1974 |
|
SU506488A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Сборочный автомат | 1982 |
|
SU1159752A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1976 |
|
SU569424A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Устройство для сборки прессовых соединений деталей типа вал-втулка | 1981 |
|
SU998081A1 |
7
У
6- В noStpHH/na
фиг.
фиг. ЧГ- Г по верну то
