«
4
4:
СО
Изобретение относится к листовой штамповке, а именно к штампам для гибки.
Цель изобретения - повьшение ка- чества детали за счет обжатия полок.
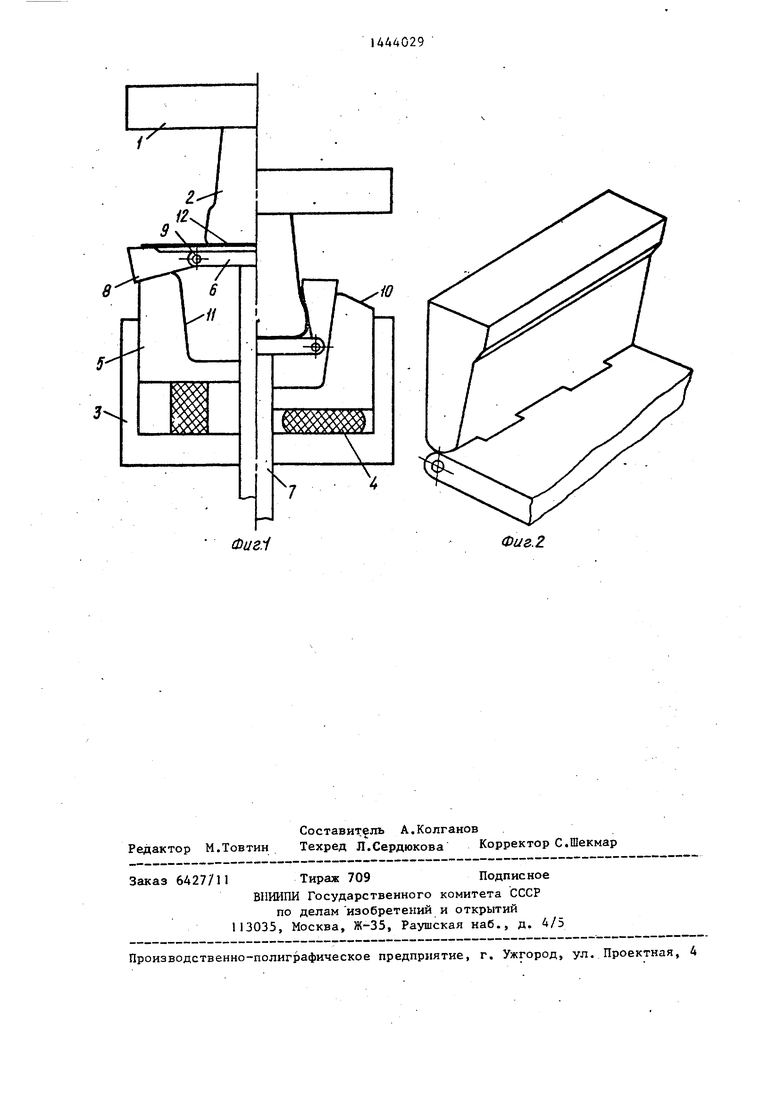
На фиг,1 изображен штамп, поперечный разрез; на фиг,2 - изометрическая проекция матрицы.
Штамп состоит из верхней плиты 1 с закрепленным на ней пуансоном 2, установленной на нижней плите полой обоймы 3, в которой размещена на упругом основании 4 U-образная опора 5 Матрица выполнена трехсекционной, основание 6 которой закреплено на выталкивателе 7, а боковые секции 8 установлены на основании на осях 9, Опора 5 имеет скосы 10 на торцах стенок и скосы 11 на внутренних боковых поверхностях. Заготовка обозначена позицией 12, В исходном положении заготовка 12 укладывается.на боковые секции 8 матрицы, которые, в свою очередь, лежат на скосах 10 U-образ- ной опоры 5, Пуансон 2 перемещается вместе с верхней плитой 1, преодолевая сопротивление выталкивателя 7, связанного с маркетным устройством пресса. Боковые секции 8 матрицы, взаимодействуя с U-образной опорой 5 изгибают заготовку 12 по пуансону 2, При дальнейшем движении боковые секции 8 взаимодействуют со скосами на внутренних боковых поверхностях 11 опоры 5 и прижимают заготовку I2 к пуансону 2, при этом опора 5 перемещается в обойме 3 на упругом .основании 4, Усилие обжатия полок заготовки 12 определяется усилием сопротивления деформированию упругого основания 4.
Экономический эффект от применения изобретения образуется за счет устранения затрат на ручную доводку деталей и повышения их точности.
Формула изобретения
Штамп для, гибки U-образных деталей, содержащий закрепленный на верхней плите пуансон, полую обойму, установленную на нижней плите, смонтированный в обойме выталкиватель . и трехсекционную матрицу, основание которой закреплено на выталкивателе, а боковые секции установлены на основании матрицы на осях, отличающийся тем, что, с целью повышения качества изделия за счет обжатия полок, он снабжен U-образной опорой со скосами на торцах и на внутренних боковых поверхностях стенок и с центральным отверстием для выталкивателя, установленной в полости обоймы на упругом основании, боковые секции матрицы выполнены с клиновыми поверхностями, установленными с возможностью периодического взаимодействия со скосами на торцах стенок и на внутренних боковых поверхностях опоры.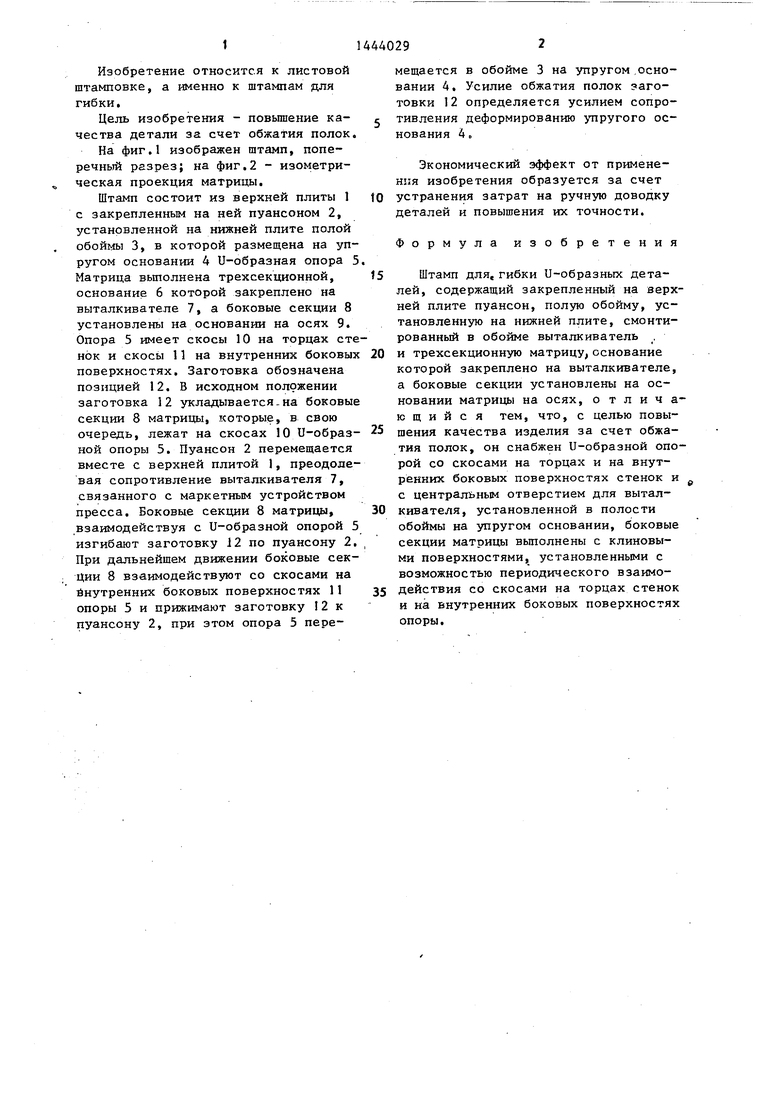
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки концевых участков балки П-образного сечения | 2020 |
|
RU2746193C1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
) Изобретение относится к листовой штамповке, а именно к штампам для гибки. Цель изобретения - повышение качества деталей за счет обжатия по- лок. Штамп содержит пуансон, установ- ленный на верхней плите, полую обойму на нижней плите, установленную в полости обоймы и-образную опору на упругом основании со скосами на внутренних боковых поверхностях и трех- секционную матрицу. Средняя секция матрицы связана с выталкивателем, а боковые установлены на осях с возможностью взаимодействия со скосами опоры. При движении пуансона вниз боковые секции матрицы взаимодействуют со скосами опоры и изгибают заготовку по пуансону. Усилие обжатия полок . заготовки определяется сопротивлением деформированию упругого основа- ння. Устройство снижает время на руч- нук доводку деталей после гибки и по- Ш вьшает ее точность. 2 ил. (Л
Фаг
Фиг. 2
| Поляков Ю.Л | |||
| Листовая штамповка легированных сплавов | |||
| М.: Машиностроение, 1980, с.28, рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
