Известны полуавтоматы для снятия подтеков припоя у ножей фрез, оснащенных твердосплавнымп пластинками, с применением подающих механизмов, щлифовальных головок и переворачивающих устройств. Однако такие полуавтоматы не обеспечивают полного удаления подтеков припоя.
В описываемом полуавтомате для снятия подтеков припоя на опорной и боковой поверхностях ножей каждый подающий механизм выполнен в виде спаренных толкателей, перемещающих ножи по двум прямолинейным направляющим, расположенным под щлифовальнымп головками и снабженным разделительными собачками. .Между направляющими расположено переворачивающее устройство с боковыми толкателями, перемещающими ножи от одной направляющей к другой по криволинейной поворачивающей поверхности.
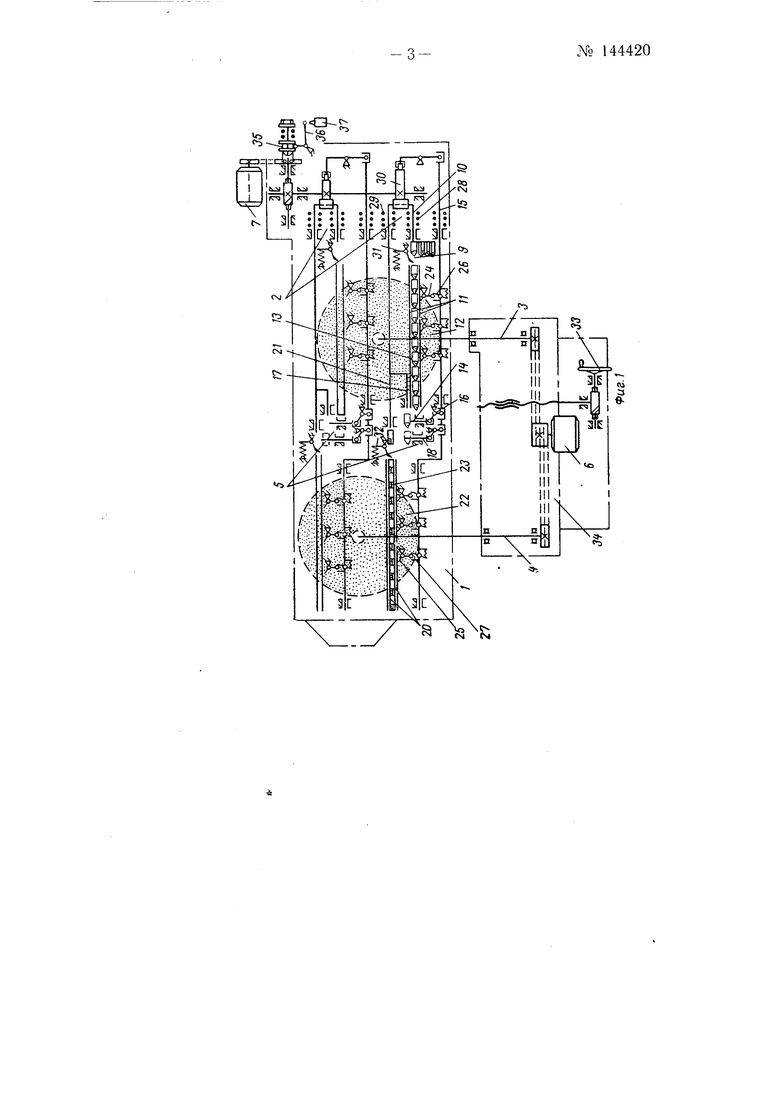
На фиг. 1 изображена кинематическая схема полуавтомата; на фиг. 2 - переворачивающее устройство; на фиг. 3 - разрез по А-А на фиг. 2.
Полуавтомат для снятия подтеков припоя у ножей фрез, оснащенных твердосплавными пластинками, состоит из основания /, подающих механизмов 2, шлифовальных головок 5 и 4, переворачивающих устройств 5 и приводных электродвигателей 6 и 7.
Нож 8, подлежащий обработке, попадает из бункера в приемную камеру 9, из которой толкатель 10 механизма 2 передвигает его по прямолинейным направляющим // такил образом, чтобы нож во время этого перемещения продвигал ножи, лежащие впереди. Во время прохождения ножа 8 под абразивным кругом 12 головки 3 с его плоскости 13 снимаются подтеки припоя. При. поступлении ножа в перевора чивающее устройство 5 боковой толкатель 14 последнего, приводимый от тяги 15 поворотным рычагом 16, осуществляет поперечное смещение
№ 144420-1ножа 5 с линии действия толкателя 10 механизма 2 вдоль направляющих // на линию действия толкателя 17 механизма 2. После небольшого продольного продвижения ножа толкателем 17 второй боковой толкатель 18 устройства 5 перемещает по криволинейной поворачивающей поверхности 19 нож 8 к прямолинейным направляющим 20, вдоль которых нож продвигается толкателем 21 механизма 2. Во время этого продвижения абразивный круг 22 снимает подтеки припоя с плоскости 23 ножа 8. Поджатие ножей к абразивным кругам 12 и 22 во время обработки осуществляется рычагами 24 и 25, приводимыми от подпружиненных вилок 26 и 27, которые сидят на тяге 15. Для предотвращения обратного смещения обрабатываемых ножей под воздействием усилия резания во время возвратного движения толкателей 10 и 21, отодвигаемых пружинами 28 и 29 при соответствующем угле поворота кулачка 30, установлены разделительные собачки 31 и 32.
Компенсация износа абразивных кругов 12 и 22 производится перемещением вручную при помощи щтурвала 33 суппорта 34, несущего шлифовальные головки 3 и 4. Предохранительная муфта 35 при разного рода нарушениях процесса снятия подтеков припоя, например перегрузках, воздействует через рычаг 36 на концевой выключатель 37 и отключает электродвигатели 5 и 7 от сети.
Всесоюзный научно-исследовательский инструментальный институт в своем заключении отмечает, что описываемый полуавтомат позволит механизировать процесс снятия подтеков припоя у ножей фрез, а также то, что полуавтомат может найти применение на заводах инструментальной промышленности.
Предмет изобретения
Полуавтомат для снятия подтеков припоя у ножей фрез, оснащенных твердосплавными пластинками, с применением подающих механизмов, щлифовальных головок и переворачивающих устройств, отличающийся тем, что, с целью снятия подтеков припоя на опорной и боковой поверхностях ножей, каждый подающий механизм состоит из спаренных толкателей, перемещающих ножи по двум расположенным под шлифовальными головками и снабженным разделительными собачками прямолинейным направляющим, между которыми размещено переворачивающее устройство с боковыми толкателями, перемещающими ножи от одной направляющей к другой по криволинейной поворачивающей поверхности.
fO-t
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |
| МНОГОПОЗИЦИОННЫЙ ППУАВТОМАТ ДЛЯ СНЯТИЯ ФАСОК | 1968 |
|
SU232054A1 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| ПОЛУАВТОМАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ СВЕРЛ | 1972 |
|
SU337221A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Станок для шлифования огнеупорных брусьев | 1956 |
|
SU114610A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |