(21)4236084/23-02
(22)24.04.87
(46) 15.12.88. Нюл. N 46
(71)Всесоюзный научно-исследовательский и проектно-технологический институт нефтяного машиностроения
(72)Ф.А.Чевелев, М.Д.Шяховский, Ю.М.Рыжов и В.К.Рубашенко
(53)621.785.545 (088.8)
(56) Авторское свидетельство СССР № 379643, кл. С 21 D 1/10, 1973. Авторское свидетельство СССР № 382698, кл. С 21.D 1/10, 1973.
(54)СТАНОК ДЛЯ ЗАКАЛКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
(57) Изобретение относится к области термической обработки деталей индук- ционню нагревом, в частности для поверхностной закалки валов, валиков, шестерен и т.п. деталей мелких серий охватывающим индуктором. Цель изобретения - автоматизация процесса реналадки. Станок для закалки ТВЧ снабжен столом, на которсж установ- ле1Ш электромагниты, взаимодействующие с ползунами, несущими иа себе конечные выключатели и установлеи- ными на направляющей, располохениой параллельно оси колонны, причем ползуны взаимодействуют с пру- д жин и икциона с направлякщей. 3 ил. 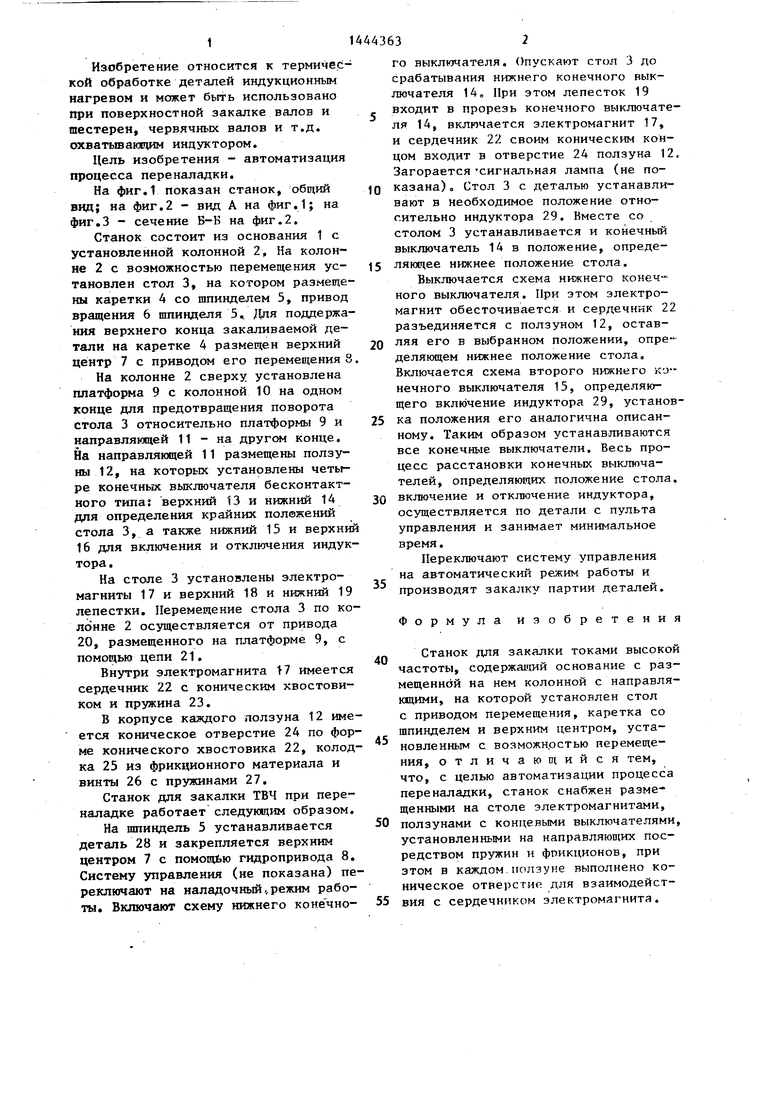
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Станок для изготовления пружин | 1985 |
|
SU1256838A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Автоматический станок для позубной закалки зубчатых колес токами высокой частоты | 1959 |
|
SU128480A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
СО 0д СО
Изобретение относится к термической обработке деталей индукционным нагревом и может быть использовано при поверхностной закалке валов и шестерен, червячных валов и т.д. охватьтающим индуктором.
Цель изобретения - автоматизация процесса переналадки.
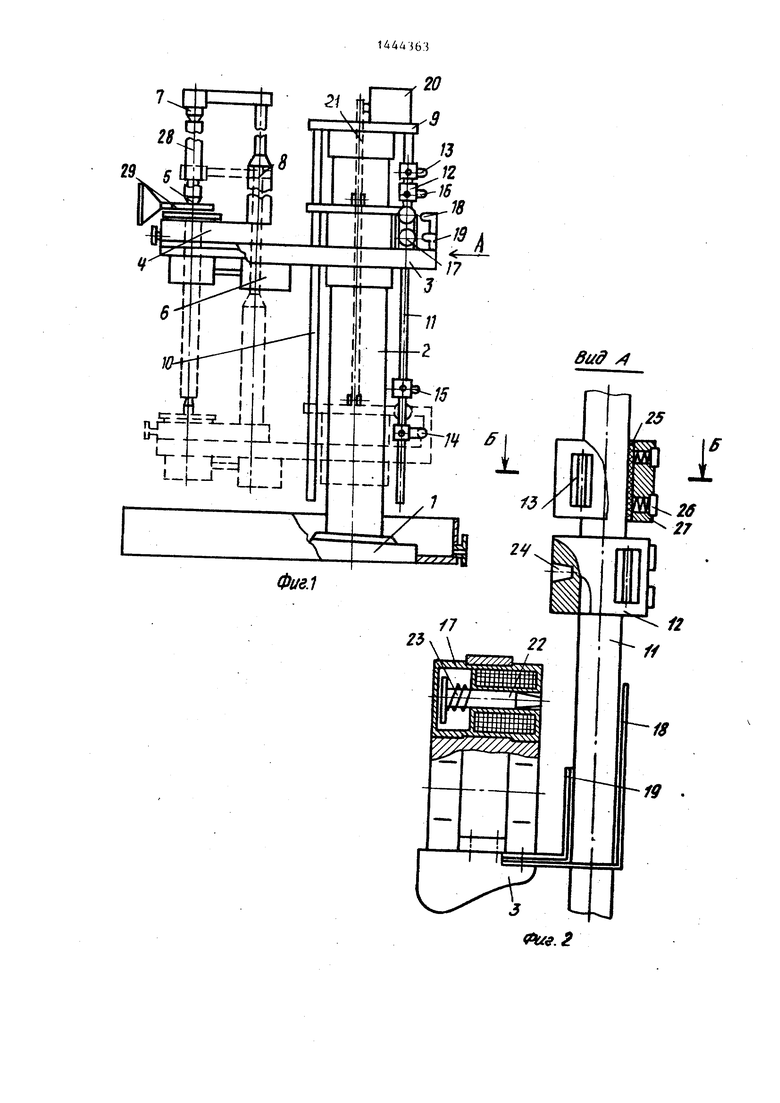
На фиг.1 показан станок, общий вид; на фиг.2 - вид А на фиг.1; на фнг.З - сечение В-Н на фиг.2,
Станок состоит из основания 1 с установленной колонной 2 На колонне 2 с возможностью перемещения ус- тановлен стол 3, на котором размещены каретки 4 со шпинделем 5, привод вращения 6 шпинделя 5 Для поддержания верхнего конца закаливаемой детали на каретке 4 размещен верхний центр 7 с приводом его перемещения 8
На колонне 2 сверху установлена платформа 9 с колонной 10 на одном конце для предотвращения поворота стола 3 относительно платформы 9 и направляющей 11 - на другом конце. На направляющей 11 размещены ползуны 12, на которых установлены четыре конечных выключателя бесконтактного типа верхний 13 и нижний 14 дпя определения крайних положений стола 3, а также нижний 15 и верхний 16 для включения и отключения индуктора .
На столе 3 установлены электромагниты 17 и верхний 18 и нижний 19 лепестки. Перемещение стола 3 по колонне 2 осуществляется от привода 20, размещенного на платформе 9, с помощью цепи 21.
Внутри электромагнита 7 имеется сердечник 22 с коническим хвостовиком и пружина 23.
В корпусе каждого лолзуна 12 имеется коническое отверстие 24 по форме конического хвостовика 22, колодка 25 из фрикционного материала и винты 26 с пружинами 27.
Станок для закалки ТВЧ при переналадке работает следующим образом.
На шпиндель 5 устанавливается деталь 28 и закрепляется верхним центром 7 с помощью гидропривода 8. Систему управления (не показана) переключают на наладочный-,режим работы. Включают схему нижнего коне чно-
Q
5 0
5 0
0 5
5
0
5
го выключателя. Опускают стол 3 до срабатывания нижнего конечного выключателя 14, При этом лепесток 19 входит в прорезь конечного выключателя 14, включается электромагнит 17, и сердечник 22 своим коническим концом входит в отверстие 24 ползуна 12, Загорается сигнальная лампа (не показана) о Стол 3 с деталью устанавливают в необходимое положение относительно индуктора 29. Вместе со столом 3 устанавливается и конечный выключатель 14 в положение, определяющее нижнее положение стола.
Выключается схема нижнего конечного выключателя. При этом электромагнит обесточивается и сердечник 22 разъединяется с ползуном 12, оставляя его в выбранном положении, определяющем нижнее положение стола. Включается схема второго нижнего конечного выключателя 15, определяющего вклк)чение индуктора 29, установка положения его аналогична описанному. Таким образом устанавливаются все конечные выключатели. Весь процесс расстановки конечных выключателей, определяющих положение стола. включение и отключение индуктора, осуществляется по детали с пульта управления и занимает минимальное время.
Переключают систему управления на автоматический режим работы и производят закалку партии деталей.
Формула изобретения
Станок для закалки токами высокой частоты, содержащий основание с размещенной на нем колонной с направля- кщими, на которой установлен стол с приводом перемещения, каретка со шпинделем и верхним центром, установленным с возможн.остью перемещения, отличающийся тем, что, с целью автоматизации процесса переналадки, станок снабжен разме- щенными на столе электромагнитами, ползунами с концевыми выключателями, установленными на направляющих посредством пружин н ФРИКЦИОНОВ, при этом в каждом,ползуне выполнено коническое отверстие для взаимодействия с сердечником электромагнита.
29
е.
-б
.J
