22 2
01
30 29 26 25 Л фивМ
гявгямЬв
Изобретение относится к станкостроению, а именно к узлам, применяемым в агрегатных станках массового поточного производства.
Цель изобретения - автоматизация установки кассеты. )
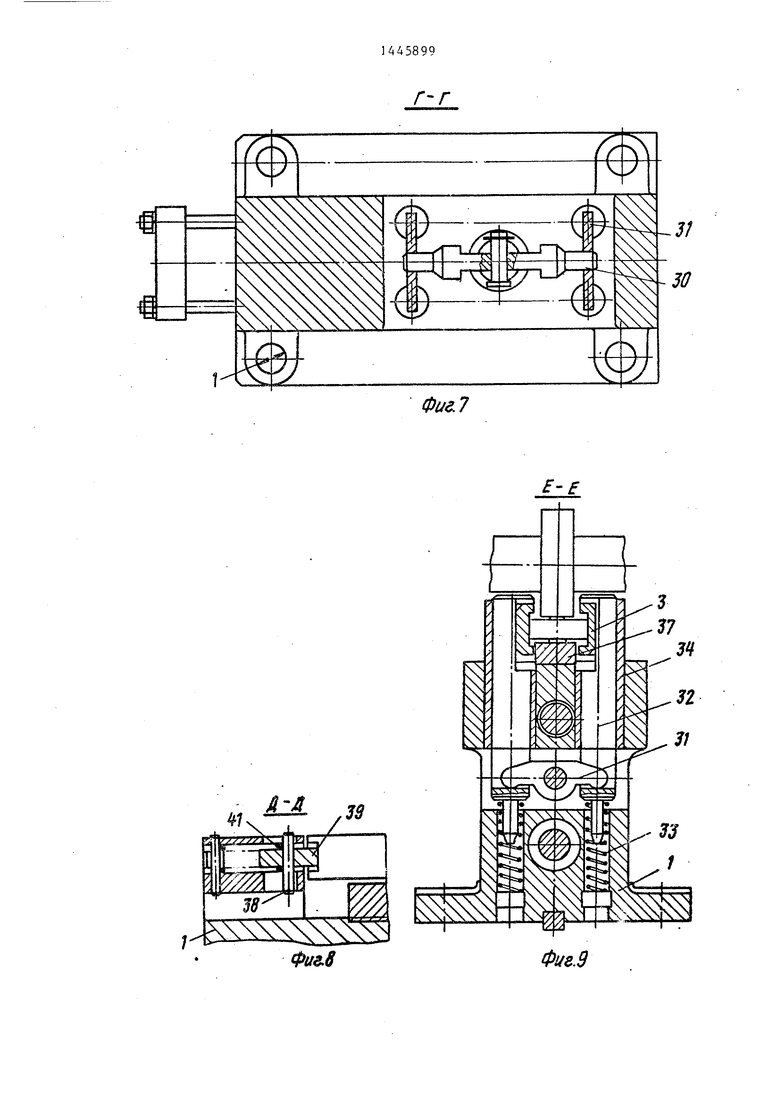
На фиг.1 - представлено зажимное устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг.З - то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 2; на фиг.З - вид Б на фиг.1; на фиг.6 - сечение В-В на фиг.1: на фиг. 7 - разрез Г-Г на фиг.1; на фиг.8 - сечение Д-Д на фиг.1; на
фиг. 9 - разрез Е-Е на фиг. 4; на фиг . i О - разрез Ж--Ж на фиг. 4; на фиг. 11 - сечение 3-3 на фиг. 4; на фиг. 12 - И-И. на фиг.4; на фиг.13 - кассета,общий вид; на фиг. 14 - то же, вид сверху; на .фиг. 15 - сечение К-К на фиг. 13; на фиг. 16 - сечение Л-Л на фиг. 3; на фиг. 17 - разрез fl-M на фиг. 14; на фиг. 18 - сечение Н-Н на фиг.13,
Зажимное устройство -состоит из корпуса 1, центрируемого двумя шпонками 2, кассеты 3 с расположенными в ней плоскими деталями 4, например линотипными матрицами, и механизмов заясима: поперечного 5, продольного 6 и вертикального прижима сверху 7.
Механизм 5 поперечного зажима состоит из встроенного в корпус беситокового пневмоцилиндра 8 с двумя
поршнями 9 с закрепленными на них ;штыревыми прихватами 10, установленными в пгзах корпуса цилиндра, причем, поршни разделены пружиной 1.
Механизм 6 продольного зансима состоит из встроенного в корпус 1 пневмоцилиндра 12, шток которого 13, размещенный в направляющих втулках 14, на конце имеет клин 15, расположенный с возможностью взаимодействия с эксцентриком 16, второй конец которого прижимом 17 воздействует на торец пачки заготовок в кассете 3, осуществляя продольный зажим к регулируемому упору 18, Эксцентрик 16 установлен на горизонтальной оси.19, на концах которой смонтированы возвратные пружины 20 кручения.
Механизм прижима сверху состоит из встроенного в корпус приспособления, пяевмоцилиндра 21, шток 22 которого раг :ещен в направляюпщх 23, в средней части имеет клин 24, расположенный с возможностью взаимодейст0
5
0
5
0
5
0
5
0
5
ВИЯ с роликом 25, смонтированным на горизонтальной оси 26 в тяге 27, размещенной вертикально в направляющей втулке 28 с возможностью вертикального перемещения. На верхнем конце тяги 27 на горизонтальной оси 29 установлено коромысло 30, на обоих концах которого смонтированы еще два коромысла 31, концы которых входят в пазы четырех прихватов 32, взаимодействующих с пружинами 33, расположенных в направляюпщх втулках 34, с возможностью вертикального перемещения и взаимодействия с кассетой 3 в четырех точках.
Кассета, имеющая занижение 35 для прохода инструмента 36, с деталями 4 устанавливается в приспособлении на базирующей лланке 37, фиксируется с двух сторон установленными на осях 38 роликовыми фиксаторами 39, входя- 1ЦИМЙ в пазы 40 и прижимаемыми к кассете пружинами 41. Кассета может извлекаться из приспособления, а для предотвращения деталей от выпадения снабжена .ащелками 42 с пружиной 43.
Зажимное устройство работает .следующим образом.
При поступлении команды на зажим срабатывают поочередно пневмоцилиндры механизмов зажима; поперечного, продольного, прижима . Поршень 9., перемещаясь вправо,сжимая пружину 1i левым прихватом 10, давит на кассету 3 которая прижимает детали 4 к базирующей планке 37.
-Шток 13, перемещаясь вправо, клином 15 поворачивает эксцентрик 16, закручивая пружины 20, прижимом 17 давит на пачку деталей 4, прижимая их к регулируемому упору 1 8.
Шток 22., перемещаясь вправо, клином 24 перемещает вниз ролнк 25 и тягу 27, которая через коромысла 30 и 31, сжимая пружину 33, опускает прихваты 32, прижимая кассету 3 и детали 4 к базирующей планке 37..
Детали зажаты с трех сторон и центрированы по базирующей планке. . Механическая обработка деталей производится сверху.
После команды на разжатие штоки 13 и 22 под воздействием пружин 20 и 33 перемещаются влево, соответственно прихваты 32 поднимаются, а эксцентрик 16 со своим прихватом освобождает детали.
Левьй поршень 9, отжимаемый пружиной 11, возвращается в исходное положение, отводя левый штыревой прихват 10 кассеты.
Кассета может быть извлечена, повернута на 180 вокруг продольной оси и снова вставлена в приспособление.
После кантования продольный и вер- тикальный прижимные механизмы работают аналогично описанному, а в пневмо- прижиме поперечного зажима 5 перемещается теперь правый поршень 9, правым прихватом 10 воздействуя на кас- сету 3, сохраняя прежней базовую
поверхность деталей. Сверху можно производить механообработку. Формула изобретения
Зажимное устройство для призматических заготовок, установленных в кассете, содержащее корпус с распо- ложенньп на нем механизмами поперечного, продольного и вертикального зажимов , о тличающееся тем что, с целью автоматизации установки кассеты, устройство снабжено расположенной на корпусе базирующей планкой, а кассета выполнена П-образной формы и установлена с возможностью поворота вокруг продольной оси.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Устройство для закрепления деталей | 1985 |
|
SU1263493A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Устройство для зажима деталей | 1982 |
|
SU1033283A1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для укладки ампул в кассету | 1988 |
|
SU1622224A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |




Изобретение --тносится к станко- Ьтроению, в частности к приспособлениям, применяемым в агрегатных станках, для установки кассет с деталями. Цель изобретения - автоматизация процесса установки. На корпусе уста-- новлены кассеты 3 с деталями 4, а также механизмы зажима кассеты: поперечного 5, продольного 6 и вертикального прикшма сверху 7. Кассеты с деталями устанавливаются по базовому выступу на корпусе 37 и зажимаются поочередно срабатывающими механизмами зажима. После кантовки кассета 3 снова прижимается к той же установочной базе, чем обеспечивается повышение точности. 18 ил.
Фиг.2
Вид 5
Фив 5
Фие.
Фие.6
Фиг.8
Фиг.7
Е Е
Фиг.9
Л:ЛК
Физ. Ю
Фие. П
3 7
.12
Фие.17
в ff I J
| КОСОЕ Н,П | |||
| Станочные приспособления | |||
| - М.: Машиностроение, 1968, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
