Изобретение относится к устройствам, предназначенным для транспортирования и перегрузки длинномерных изделий, и может быть использовано в металлургической промьшшенности, в котлостроении, в автоматизированных поточных линиях для высокочастотной сварки оребренных труб.
Целью изобретения является повышение надежности и производительности устройства.
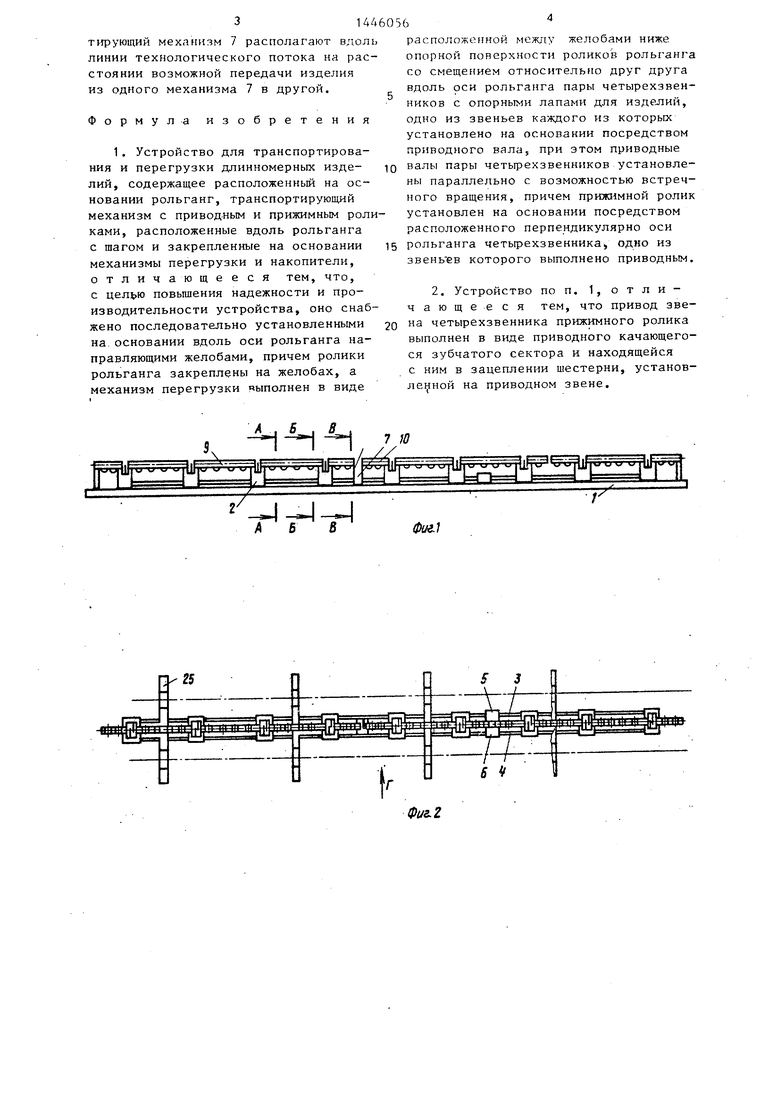
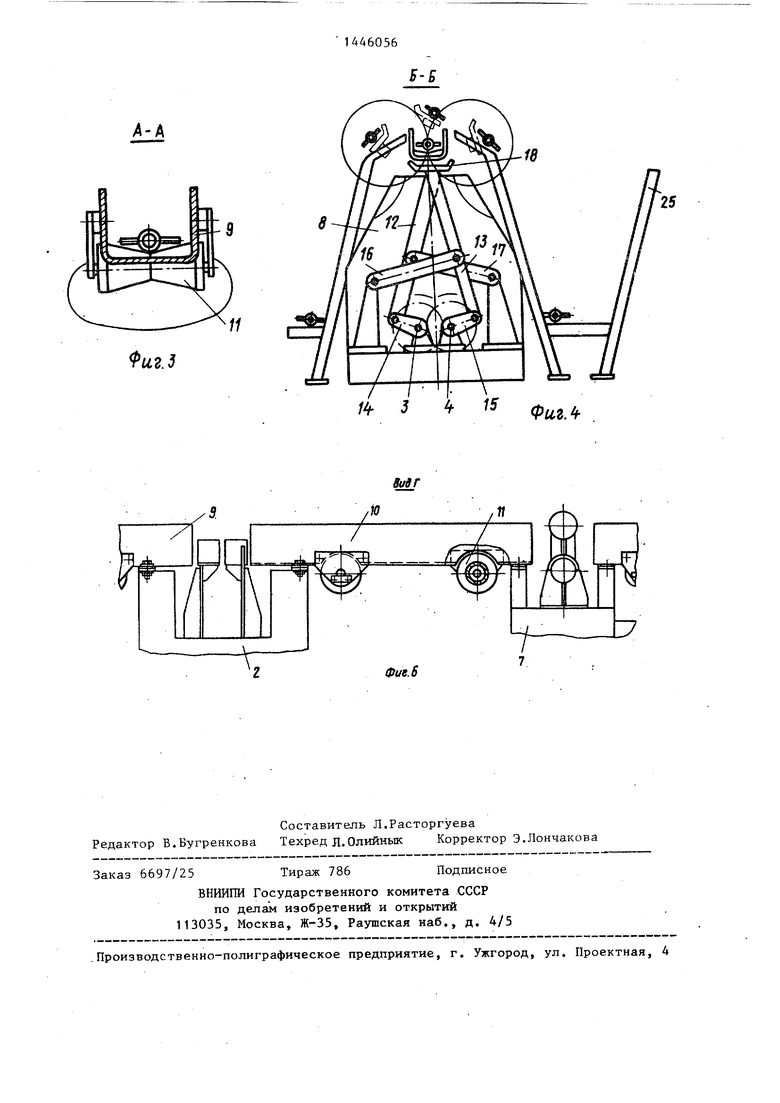
На фиг, 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А.-А на фиг. I; на фиг. 4 - сечение Б-Б на фиг,1; на фиг.5 - сечение В-В на фиг.1 на фиг. 6 - вид Г на фиг.2.
. Устройство для транспортирования и перегрузки длинномерных изделий содержит установленные на общий раме 1 с определенным шагом по длине устройства механизмы 2 перегрузки, соединенные параллельными приводными валами 3 и 4, приводимыми от приво- дов 5 и 6. Валы 3 и 4 установлены с возможностью встречного вращения. Устройство имеет транспортирующий механизм 7 для продольного перемещения изделия. Механизм 2 перегрузки содержит закрегатенные на основании корпуса 8, на которых жестко закреплены направляющие желоба 9 и 10, последовательно установленные вдоль оси рольганга, расположенного на основании. Ролики 11 рольганга закреплены на желобах 9 и 10. На корпусах 8 между желобами 9 и 10 ниже опорной поверхности роликов 11 рольганга со смещением относительно друг друга вдоль оси рольганга {(азмещены два четырех- звенника,. содержащих рычаги 12 и 13, шарнирно соединенные с кривошипами 14 и 15, которые жестко закреплены на приводных валах 3 и 4. Рычаги 12 и 13 в средней части шарнирно соединены с концами звеньев 16 и 17, другие концы которых шарнирно закреплены в опорах нижней части корпуса 8. Верхние части рычагов 12 и 13 имеют опор- ные лапы 18. Транспортирующий- мехаг низм 7 содержит приводной ролик 19 с индивидуальным приводом (не показан) и прижимной ролик 20, нонсольно смонтированный на верхнем звене верти
нально расположенного четырехззенни- ка 21, расположенного перпендикулярно оси рольганга. Одно из звеньев 22 четырехзвенника выполнено приводным.
§
0
5
0 5 0 дд п
5
5
Привод звена 22 четырехзвенника выполнен в виде качающегося зубчатого сектора 23, приводного от силового цилиндра 24.
Качающийся зубчатый сектор 23 находится в зацеплении с шестерней, установленной на приводном звене 22. Ло обе стороны от рольганга расположены накопители 25.
Устройство работает следующим образом.
Изделие поступает на рольганг, прижимается в транспортирующей механизме 7 к приводному ролику 19 прижимным роликом 20. При этом включается силовой цилиндр 24, шток его вьщвигается, зубчатьм сектор 23 вместе со зв ёном 22 поворачивается на угол, необходимьй для надежного зажима изделия между роликами 19 и 20,
После захода изделия на рольганг устройства включается привод ролика 19 транспортирующего механизма 7 и прижимной ролик 20 при обратном ходе штока силового цилиндра 24 через звенья убирается в зону, не препятствующую дальнейшей перегрузке изделия. Далее для перегрузки изделия, например влево, включается привод 5 механизма 2 перегрузки, при этом вращается вал 3, кривошип 14, зажимая вертикальное положение, перемещает рычаг 12 четырехзвенника вверх, опорные лапы захватывают изделие, приподнимают его, перемещают по заданной траектории, и при дальнейшем повороте кривошипа 14 перегружают изделие из желобов 9 или 10 в накопитель 25 или на другую технологическую операцию и возвращаются в исходное положение, не пересекая ось технологического потока. Для перегрузки изделия вправо включается привод 6, вращается вал 4 и т.д. аналогично перегрузке изделий влево.
Таким образом применение предлагаемого устройства в составе автоматической поточной линии для изготовления труб методом высокочастотной сварки, обеспечивает надежное перемещение изделий по рольгангу, исключает самопроизвольньй выход изделия за ось технологического потока, повышает производительность труда за счет исключения остановок автоматической линии.
Для перемещения изделия по роликам 11 рольганга приводной транспор314Д
т фyющий механизм 7 располагают вдоль линии технологического потока на расстоянии возможной передачи изделия из одного механизма 7 в другой.
Формула изобретения
1. Устройство для транспортирования и перегрузки длинномерных изделий, содержащее расположенньм на основании рольганг, транспортирующий механизм с приводным и прижимным роликами, расположенные вдоль рольганга с шагом и закрепленные на основании механизмы перегрузки и накопители, отличаю ще е ся тем, что, с целью повышения надежности и производительности устройства, оно снабжено последовательно установленными на основании вдоль оси рольганга направляющими желобами, причем ролики рольганга закреплены на желобах, а механизм перегрузки выполнен в виде
64
расположенной мелоту желобами ниже опорной поверхности роликов рольганга со смещением относительно друг друга вдоль оси рольганга пары четырехзвен- ников с опорными лапами для изделий, одно из звеньев каждого из которых установлено на основании посредством приводного вала, при этом приводные
валы пары четырехзвенников установлены параллельно с возможностью встречного вращения, причем прижимной ролик установлен на основании посредством расположенного перпендикулярно оси
рольганга четырехзвенника, одно из звень ев которого выполнено приводным.
2. Устройство по п, 1,
о т л и
на четырехзвенника прижимного ролика выполнен в виде приводного качающегося зубчатого сектора и находящейся с ним в зацеплении шестерни, установленной на приводном звене.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для распределения проката | 1987 |
|
SU1468626A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
Изобретение относится к устройствам для транспортирования и м.б. использовано в металлургической пром-сти, котлостроении и в автомати- зированньк поточных линиях для высокочастотной сварки оребренных труб. Цель - повышение надежности и Произв- ти устройства. На основании устройства расположены рольганг () и транспортирующий механизм с приводным 19 и прижимным 20 роликами. На основании вдоль оси Р последовательно установлены направляющие желобы, на которьгх закреплены ролики Р. Между желобами ниже опорной поверхности роликов Р со смещением относительно друг друга вдоль оси Р расположена пара четырехзвенников 21 с опорными лапами для изделий. Одно из звеньев каждого че- тырехзвенника 21 установлено на основании посредством приводных валов, .смонтированных параллельно с возможностью встречного вращения. На основании посредством расположенного перпендикулярно оси Р четырехзвенника 21, одно звено 22 которого выполнено приводным, установлен прижимной ролик 20. Привод звена 22 выполнен в виде приводного качающегося зубчатого сектора 23 и установленной на звене 22 и находящейся с сектором 23 в зацеплении шестерни. Четырехзвенник 21 имеет рычаги, соединенные с кривошипами. По обе стороны от Р расположены накопители. Для перегрузки изделий вращается приводной вал и кривошип перемещает рьтчаг четырехзвенника 21 вверх. Опорные лапы захвать1вают изделие, приподнимают его, перемещают по заданной траектории, при дальнейшем повороте Кривошипа направляют изделие из желобов в накопитель или на другую технологическую операцию и возвращаются в исходное положение, не пересекая ось технологического потока. 1 з.п. ф-лы, 6 ил. го (Л 4: 4:: О) О ел а: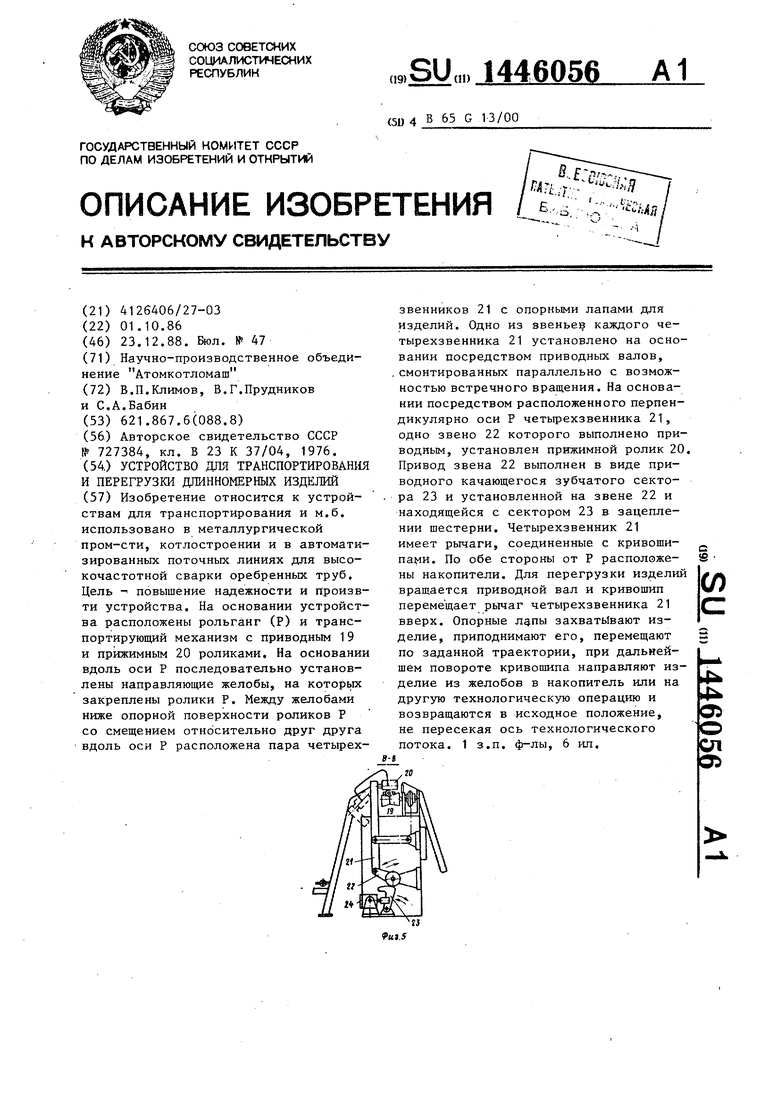
А Б. В.
1
A Б S
f I VJ W 1 Ц
Фм.1
Д-А
-3
U2.5
/
7
Ч
/
ю
Фие.6
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
