Изобретение относится к прокатному производству и может быть использовано при оборудовании двухт и трехвал- ковых прокатных кпетей кассетами с неприводными вертикальными валками для прокатки фасонных профилей, на пример двутавровых балок.
Целью изобретения является повьпие- ние точности прокатываемого профиля путем устранения искажения калибра в результате закручивания эксцентричной оси валка.
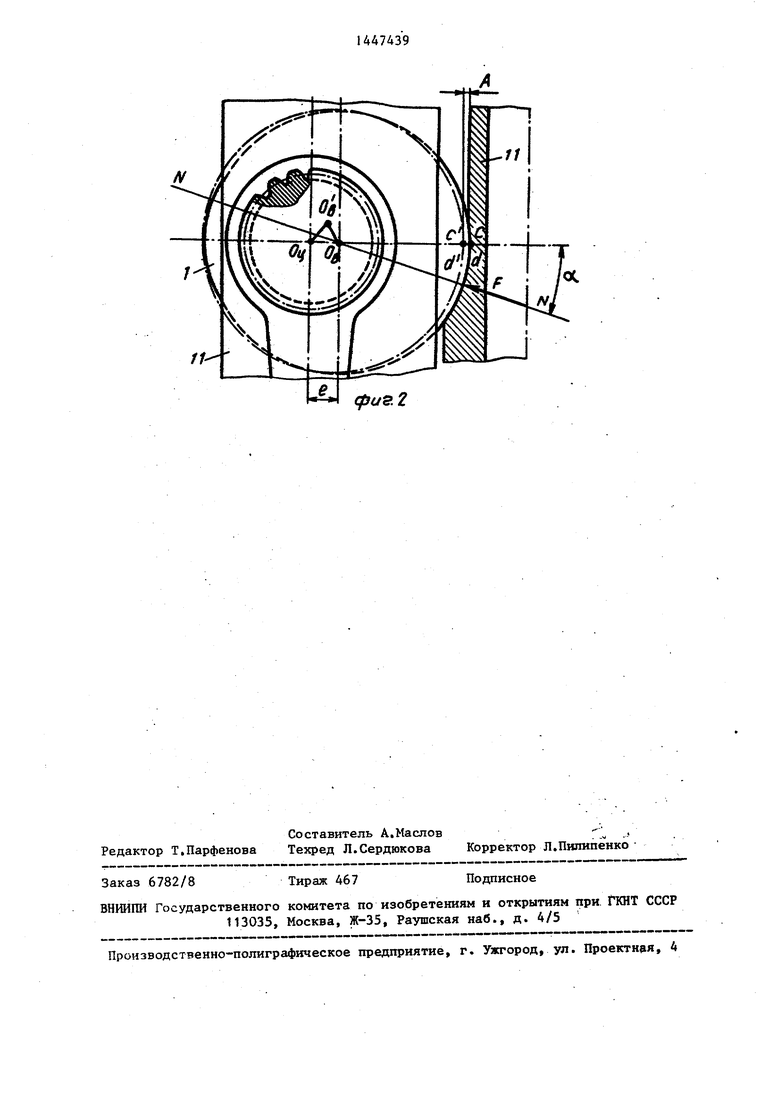
На фиг, 1 представлен предлагаемый узел вертикального валка, разрез, вид спереди; на фиг. 2 - то же, вид сверху.
Узел вертикального валка состоит из бандажа 1, подшипникового вкладыша 2, эксцентричной оси 3, центр 0ц цапф 4 которых смещен относительно центра Ов бандажа 1 на величину е. Эксцентричная ось 3 снабжена пальцем 5, верхний конец 6 которого с помощью шлицев 7 жестко соединен с ограничителем 8 поворота, а нижний конец 9 с помощью шпонки 10 соединен с эксцентричной осью 3 в средней ее части аЬ на уровне оси.прокатки. Узел вертикального валка установлен в корпу- се 11 кассеты.
Предлагаемый узел вертикального валка работает следующим образом.
При прокатке металла 12 на вертикальный валок действует сила F, на- правленная по линии NN через центр Ов бандажа 1 (силами трения в подаип- никовом узле можно пренебречь). Сила F действует вблизи средней части оси, т.е. по горизонтальной оси калибра 0г. В результате возникает крутящий момент, величина которого равна (фиг. .2)
Mjtp F-Oij,OB sinot F-l-sinol.
0
5
0 0
5 0
с
5
Под действием крутящего момента палец 5 упруго деформируется, закручивается, в результате чего центр Ов перемещается в новое положение Ов, но, так как нижний конец 9 пальца 5 скреплен со средней частью аЬ эксцентричной оси 3, то она не закручивается по высоте, и ЛИНИЯ c d перемещается параллельно линии cd. Упругую деформацию Д можно компенсировать поворотом ограничителя 8 поворота на соответствующий угол.
Применение предлагаемой конструкции узла вертикального валка позволяет устранить закручивание эксцентричной оси валка под действием усилия прокатки, которое имеет место в случае фиксации ограничителем поворота .ее верхнего конца. При этом исключается вызванное закручиванием оси изменение межвалкового зазора по его высоте, ведущее к искажению профиля, усложнению возможности его правки и потере производительности.
Формула изобретения
Узел вертикального валка прокатной клети, включающий бандаж, посаженный на подшипниках на эксцентриковую ось, жестко соединенную с ограничителем поворота, отличающийся тем, что,,с целью повышения точности прокатываемого профиля путем устранения искажения калибра в результате закручивания эксцентричной оси валка, ось вьшолнена с цилиндрической расточкой и снабжена пальцем размещенным в этой расточке, упомяну- .тый ограничитель поворота соединен с- верхним -концом пальца, а нижний его конец соединен посредством соединения типа щпоночного с эксцентриковой осью в средней части ее расточки на уровне оси прокатки.
//(pu.2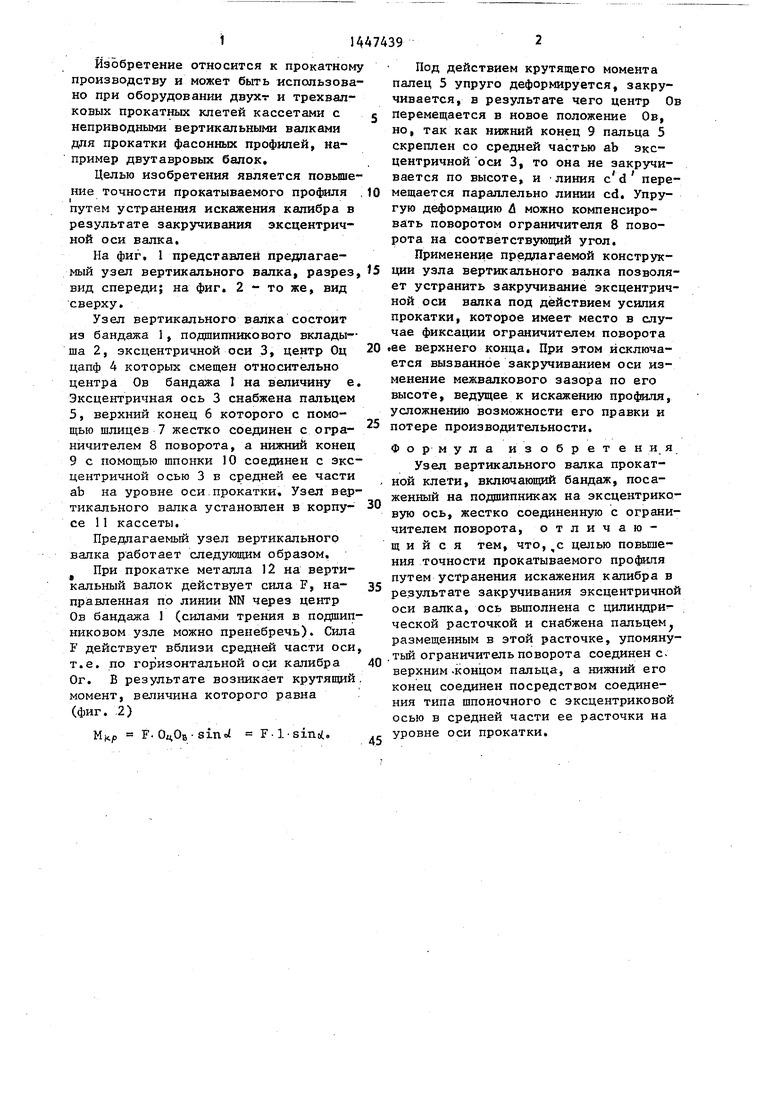
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Способ сборки предварительно напряженного прокатного валка нереверсивной клети | 1981 |
|
SU997869A1 |
Изобретение относится к прокатному производству и может быть использовано при оборудовании двухт и трехвалковь х прокатных клетей кассетами с неприводными вертикальными валками для прокатки фасонных профилей, например двутавровых балок. Целью изобретения является повышение .точности .прокатываемого профиля путем устранения искажения калибра в . g ги , / i ; mfm результате закручивания эксцентричнсч оси валка. Узел прокатного валка состоит из бандажа 1 со смонтированными в нем подшипниками, посаженного на эксцентричную ось 3, поворотом которой регулируется раствор между валками. Положение эксцентриковой оси фиксируется через ограничитель 8 поворота рычагом через палец 5, размещенный в цилиндрической расточке эксцентричной оси. Верхний конец 6 пальца соединен с помощью шлицев 7 с рыча-. гом-ограничителем, а нижний конец посредством шпонки соединен с эксцентричной осью в ее расточке на уровне оси прокатки. Благодаря этому скручивающий момент от усилия прокатки передается через шпоночное соединение на палец и через него на рычаг-ограничитель поворота, эксцентриковая ось при этом не скручивается и не искажается профиль межвапкового зазора. Применение устройства повышает точность прокатываемого профиля, облегчает его правку, что способствует по- вьшению производительности процесса производства. 2 ил. а & (Л CL 4 СО QD
Составитель А.Маслов Редактор Т.Парфенова Техред Л.Сердюкова Корректор Л.Пипипенко
Заказ 6782/8
Тираж 467
ВНИИПИ Государственного комитета по изобретениям и открытиям при. ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Поляков М.Г | |||
| и др | |||
| Деформация металла в многовалковых калибрах | |||
| М | |||
| : Металлургия, 1979, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ получения 1,1-биадамантан3,3-дикарбоновой кислоты | 1972 |
|
SU437748A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
