Изобретение относится к прокатному производству, а точнее к непрерывной прокатке труб, листа, сортового проката, и может быть наиболее эффек- тивно использовано в непрерывной холодной прокатке труб,.
Целью изобретения является повышение производительности за счет сокращения времени настройки
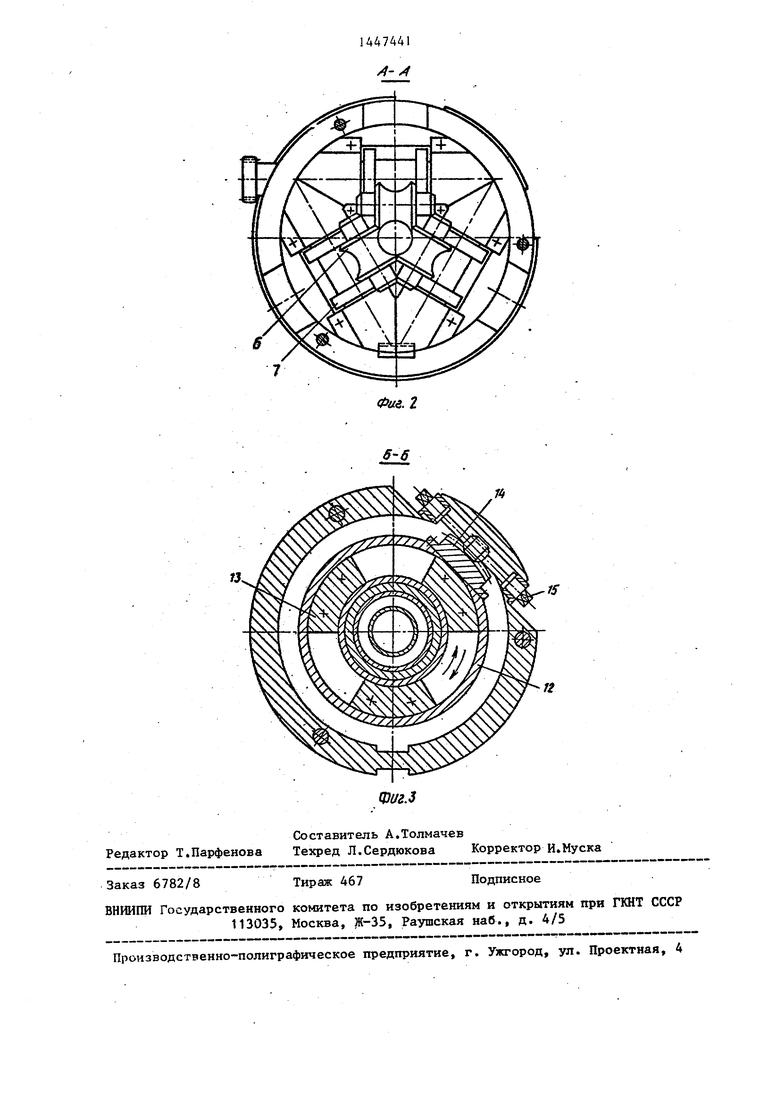
На фиг. 1 изображена предлагаемая рабочая клеть стола непрерывной прокатки, вид сбоку; на фиг, 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-В на фиг, 1,
Рабочая клеть непрерывной прокатки содержит цилиндрический корпус, состоящий из двух частей 1 и 2, стянутьрс одна с другой стяжками 3с- гидрогайками 4 и за ксироващ1ых че- ками 5, и рабочие ручьевые валки б, опирающиеся на опорные валки 7, Причем опорные валки с одной стороны размещаются непосредственно в одной части корпуса, а опорные валки с другой стороны установлены в подвижной кассете 8, жестко связанной со стаканом 9, подпружиненным относительно части корпуса пружиной 10, регулируе- мой и фиксируемой в этой части корпуса с помощью гайки 11,
Средство осевого перемещения кассеты выполнено в виде кольца 12, размещенного внутри корпуса и охватывающего ступеньку одной его части с воз- можностью поворота в пределах 5-10, причем на торцовой поверхности кольца жестко закреплены клинья 13, а взаимодействующие с ними ответные клинья 14 закреплены на торцовой поверхности кассеты. При этом сопрягаемые поверхности для полного прилегания при повороте обработаны по винтовой линии. Поворот кольца осуществляется с помощью червячной передачи 15.
Устройство работает следующим образом,
Части 1 и 2 корпуса установленные неподвижно, стягиваются стяжками 3 с помощью гидрогаек 4 и фиксируются чеками 5, Суммарное усилие стягивания превышает усилие прокатки.
Рабочие валки 6 и опорные валки 7 устанавливаются на заданный размер калибра при осевом перемещении кассеты 8, прижатой к торцу одной из частей корпуса пружиной 10, поворотом кольца I2 через сопрягаемые винтовые поверхности клиньев 13 и 14 с помощью самотормозящей червячной передачи 15.
Предлагаемая конструкция рабочей клети стана непрерывной прокатки, по сравнению с аналогичным оборудованием, сокращает время регулировки и настройки клети, повышает производи-., тельность стана. В предлагаемой клети все операции, связанные со снятием и созданием усипия предварительного напряжения в стяжках, производят только при сборке - разборке клети, а при настройке они оста У)тся все время стянутыми этим усилием, поэтому время настройки сокращается на 75%, а всей перевалки на t5%.
Формула изобретения
Рабочая клеть стана непрерывной прокатки, включающая цилиндрический корпус, состоящий из двух частей,стянутых стяжкой с усилием, превьшающим усилие прокатки, рабочие ручьевые валки с расположенными по разные стороны от них опорными валками, которые с одной стороны размещены в одной части корпуса, и охватывающее другую часть корпуса с возможностью поворота кольцо с клиньями на торцовой поверх ности, взаимодействукщими с ответными клиньями, имеющими возможность осевого перемещения, отлич ающая- с я тем, что, с целью повьшения производительности путем сокращения времени настройки, она снабжена кассетой и жестко связанным с ней стака- ном, подпружиненым относительно части корпуса, несущей кольцо с клиньями, при этом кассета установлена с возможностью осевого перемещения и в ней размещены опорные валки с другой стороны и ответные клинья.
12
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2297890C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| Рабочая клеть стана холодной прокатки труб | 1981 |
|
SU990354A1 |
Изобретение относится к прокатному производству, а точнее к непрерывной прокатке труб, листа, сортового прокатами может быть наиболее эф$ /-Ц 2 У . . ..........l,.,.,. Sf. rl фективно использовано в непрерывной холодной прокатке труб. Цель изобретения повьшение производительности за счет сокращения -времени настройки. Рабочая клеть стана непрерывной прокатки содержит корпус, состоящий из двух частей 1 и 2, стянутых стяжками 3 с гидрогайками 4 с усипием, пре- вьшающим усилие прокатки, и зафиксированных чеками 5. Рабочей ручьевые валки опираются на опорные валки, которые с одной стороны размещаются в одной части корпуса. Опорные ралки с другой стороны установлены в подвижной кассете 8, несущей клинья, жестко связанной со стаканом 9, подпружиненным относительно этой части корпуса пружиной 10, регулируемой гайками 1 1 . Кольцо 12 с клиньями 13, взаимодействующими с клиньями кассеты, обеспечивает осевое перемещение кассеты поворотом кольца с помощью червячной пары. 3 ил. ff IS If2 4 xTjLL Й7 // (Л Ч 4i й S W SWWJWJW Фиг. i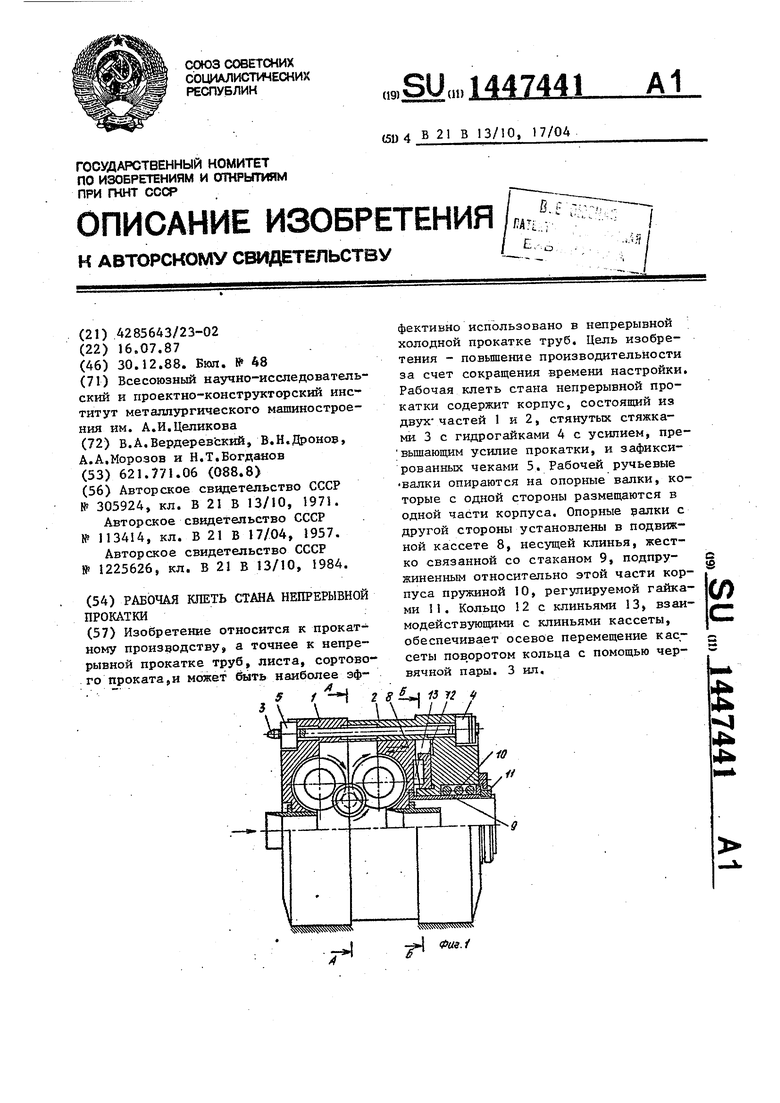
Составитель А.Толмачев Редактор Т.Парфенова Техред Л.Сердюкова Корректор И.Myска
Заказ 6782/8
Тираж 467
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 0 |
|
SU305924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Непрерывный стан для прокатки труб и прутков | 1957 |
|
SU113414A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть стана непрерывной прокатки | 1984 |
|
SU1225626A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
