Изобретение относится к обработке металлов давлением, а именно к гфо- катке, и наиболее эффективно может быть использовано в станах непрерывной горячей и холодной прокатки труб и прутков.
Цель изобре ения - увеличение стойкости валков, повышение точности проката и производительности путем предварительного напряжения элементов клети за счет взаимнрго осевого перемещения полукорпусов без их про- ворота относительно друг друга и тем самым возможности опирания каждого рабочего валка на два опорных.
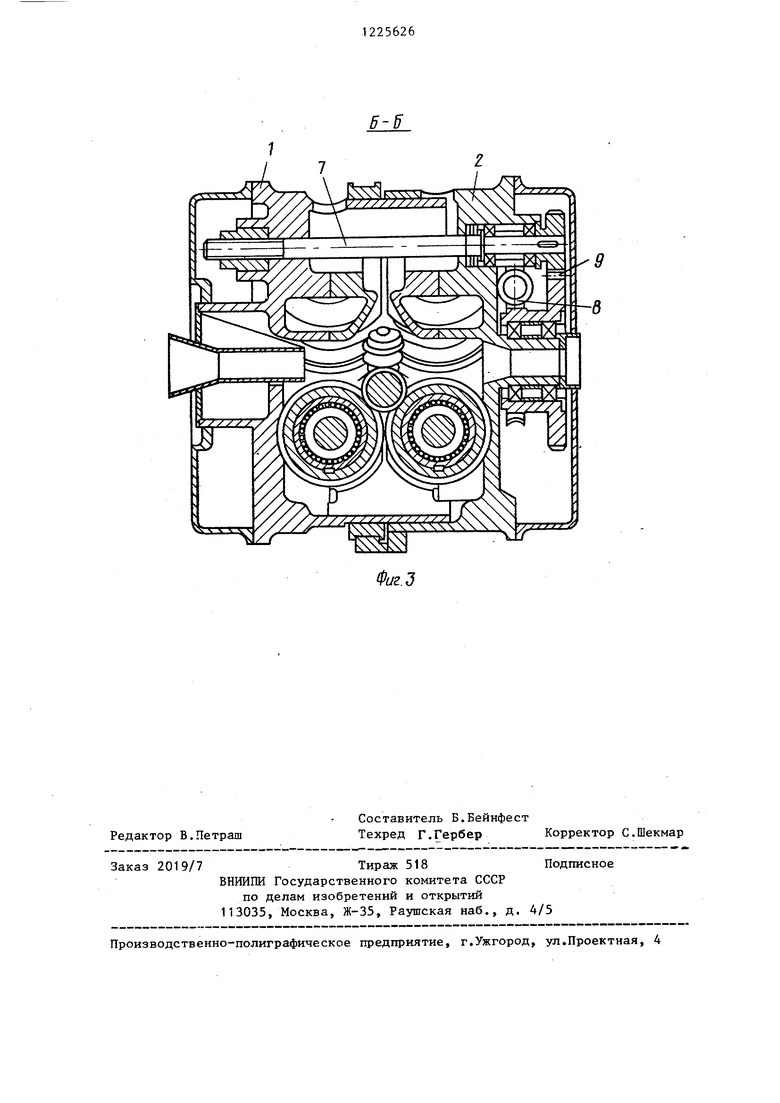
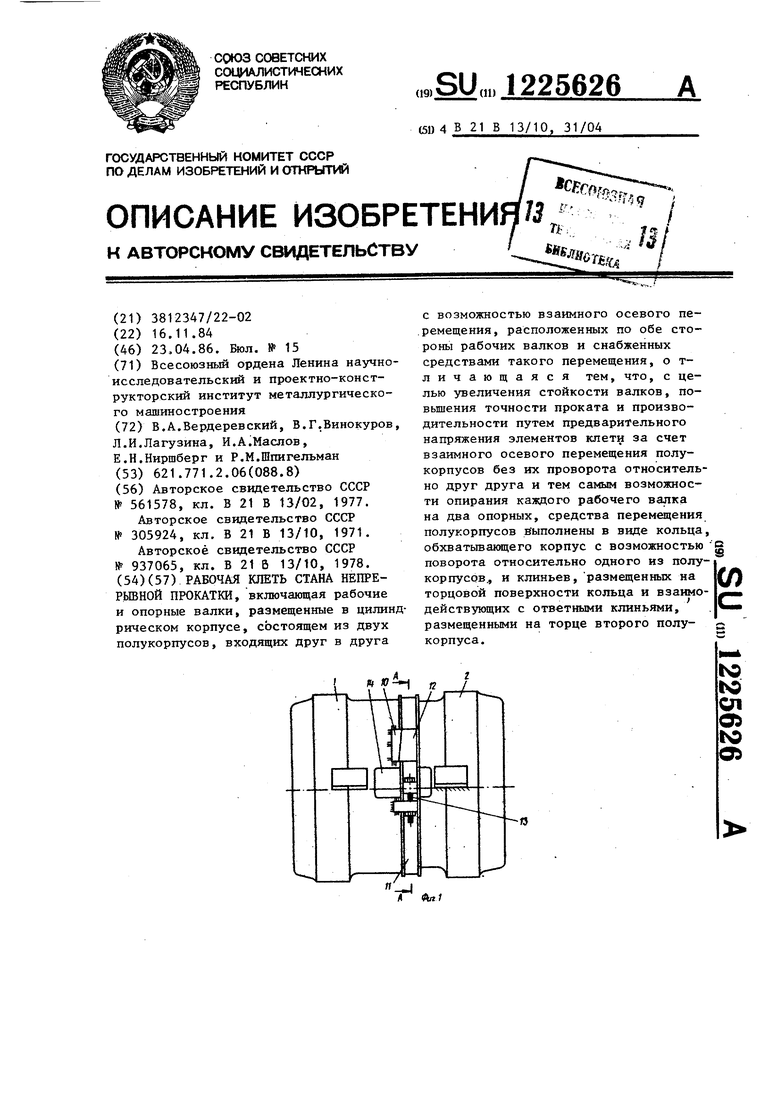
На фиг. 1 изображена рабочая клет стана непрерывной прокатки, вид сбоку; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2..
Рабочая клеть стана непрерывной прокатки содержит два полукорпуса 1 и 2, входящих один в другой, причем первый полукорпус 1 нелодвижно закреплен на станине, а второй полукорпус 2 имеет возможность перемещаться в осевом направлении. В полукорпусах по обе стороны рабочих валков .расположены опорные валки 3, на реборды 4 которых своими цапфами 5 опираются рабочие валки 6. Стяжные винты 7, приводимые во вращение механической передачей 8 и 9,крепят между -собой Неподвижный и подвижный полукбрпуса.
На наружной торцовой поверхности неподвижного полукорпуса устанавливаются клинья 10, рабочая поверхЛ-А
Ч
ность которых обращена к подвижному полукорпусу. На наружной проточке поды-скного полукорпуса размещается поворотное кольцо It, ,на торце которого размещаются клинья 12, образующие клиновые пары с ответными клиньями 10. Поворот кольца осуществляется с помощью механической передачи 13. Б полукорпусе имеются
окна 14.
Устройство работает следующим образом.
С помощью стяжных винтов 7 рабочие 6 и опорные 3 валки устанавливаются на заданный размер калибра. Вращением кольца 11 клинья 10 и 12 вводят в соприкосновение. После этого стяжными винтами 7 создается предварительное напряжение на величину,
равную или большую усилия прокатки. Незначительное изменение величины усилия предварительного напряжения можно осуществлять с помощью клиньев , перемещая их в ту или иную сторону вращением кольца 11.
При перевалках рабочего инструмента подвижный корпус отводится с помощью стяжных винтов и рабочие валки заменяются через окна 14.
Предлагаемая конструкция рабочей клети стана непрерывной продольной прокатки обеспечивает возможность создания предварительного напряжения и регулировки размеров калибра путем взаимного осевого перемещения полукорпусов без их проворота друг относительно друга.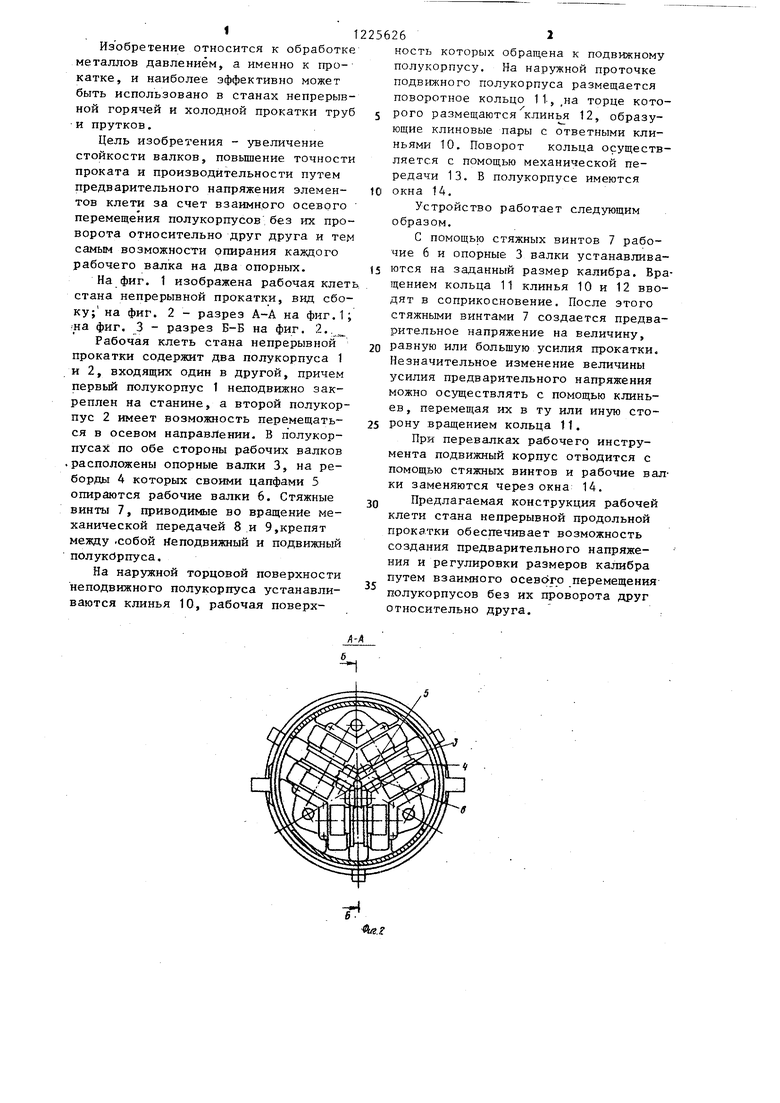
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана непрерывной прокатки | 1987 |
|
SU1421435A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Рабочая клеть стана непрерывной прокатки | 1987 |
|
SU1447441A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
Редактор В.Петраш
Заказ 2019/7Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по Делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Б.Бейнфест
Техред Г.Гербер Корректор С.Шекмар
| Прокатная клеть | 1975 |
|
SU561578A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 0 |
|
SU305924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Многовалковая клеть | 1978 |
|
SU937065A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
