N4
СП СО (UD
Изобретение относится к черной металлургии, а именно к способам раз- пивки стали сверху, и может быть использовано при разливке стали в крупные листовые изложницы.
Цель изобретения - повышение качества поверхности слитков, снижение расхода листовой стали и трудоемкости изготовления защитных приспособ- лений.
Способ осуществляют следующим образом.
В листовых изложницах в двух первых и в двух последних по заливке из одного ковша устанавливают защитные приспособления в виде стальных лис- . тов площадью, равной площади широких граней, закрепленных на этих гранях скобами за верхний торец, а затем заполняют изложницы жидким металлом.
Рекомендуется использовать стальные листы толщиной 0,5-1,5 мм.
Установка защитных приспособлений в две первые и две последние по ходу заливки из одного ковша изложницы обусловлена тем, что слитки, полученные именно в этих изложницах, как правило, поражены грубой пленой, которая не всегда удаляется при зачистке на МОЗе и приводит к повьш1ен- ной отбраковке металла по плене и порывам при прокатке жести. Защита от разбрызгивания металла двух первых изложниц обусловлена также тем, что вследствие прожигания стаканов шиберных затворов кислородом над этими изложницами (двухшиберная разливка) происходит заливка неорганизованной .струей металла из-за прохождения его через еще не прогретые стаканы. Последние же две изложницы заливаются через одно шиберное устройство, в котором некачественная струя металла обусловлена недостаточно высокой температурой последних порций стали и образующимися трещинами в стаканах На остальных слитках плены, особенно в верхней части, практически не наблюдается .
Пример. В цехе подготовки составов в две первые и в две посл;ед ние листовые изложницы для слитков массой 16,2 т (все 20 изложниц в составе) на широкие грани устанавливали с помощью устройства для подвешива- ния теплоизоляционных плит стальные листы толщиной 1 мм, шириной, равной ширине грани, и длиной 3000 мм. Один
5 0
5
5
0
5
0
5
0
конец листа опускали до упора в поддон, а другой загибали за верхний торец изложниц и креш-ши скобами для крепления теплоизоляционных плит. Раз- лйвку стали марки 08 КП осуществляли из 320 т ковша через два шиберных затвора.
Открьгаание шиберов над первыми двумя изложницами производили с помощью кислорода при высоко поднятом ковше, что привело к заливке первых двух изложниц широкой струей. Последние две изложницы заливали через один шибер некачественной струей с подтеком. При осмотре в стрипперном отделении наличия плены на всех слитках не обнаружено.
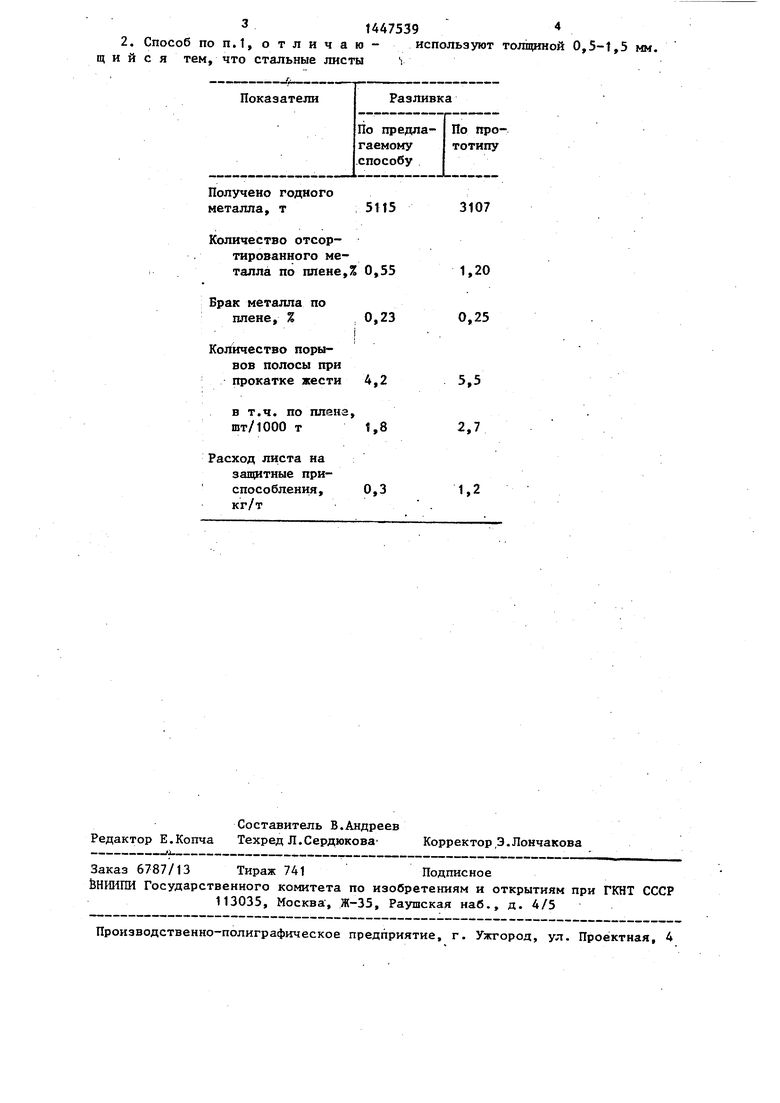
Технологические и ,технико-экономические показатели плавок предлагаемым и известным способами приведены в таблице.
Таким образом, при использовании стальных листов, подвешиваемых на широкие грани на всю высоту двух первых к двух последних изложниц, достигаются более высокие технико-экономические показатели, чем при известных способах (см. таблицу),
Использование предлагаемого способа обеспечивает упрощение процесса изготовления защитных приспособлений, экономию в 3-4 раза стального листа, снижение брака и отсортировки металла по плене, снижение количества по- рьгоов металла при прокатке жести.
Формула изобретения
1. Способ разливки стали сверху преимущественно в крупные листовые изложницы, включшопщй использование защитных приспособлений из листовой стали для снижения пленообразования и последющуее заполнение изложницы жидким металлом, отличающий- с я тем, что, с целью повьш1ения качества поверхности слитков, снижения расхода листовой стали и трудоемкости изготовления защитных приспособлений, защитные приспособления устанавливают в двух первых и двух последних по ходу разливки из одного ковша изложницах, при этом в качестЕ:е защитных приспособлений использ утот стальные листы площадью, равной площади широких граней изложниц, причем листы подвешивают на этих гранях и закрепляют скобами за верхний торец.
31447539
2. Способ по П.1, отличаю- используют толщиной 0,5-1,5 мм.
щ и и с я тем, что стальные листы
V
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
| Устройство для ввода дисперсных материалов в струю жидкого металла | 1988 |
|
SU1629150A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ ВЕРХОВОЙ РАЗЛИВКЕ В ЦИЛИНДРИЧЕСКУЮ ИЗЛОЖНИЦУ | 2021 |
|
RU2785711C1 |
| Способ отливки стальных слитков и устройство для его осуществления | 1990 |
|
SU1770039A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2004 |
|
RU2266173C1 |
| Устройство для сифонной разливки стали | 1979 |
|
SU854559A1 |
| Способ получения слитков без прибыльной части | 1989 |
|
SU1729684A1 |
| Изложница | 1976 |
|
SU616045A1 |
Изобретение относится к черной металлургии, а именно к способам разливки стали сверху, и может быть использовано при разливке стали в крупные листовые изложницы. Цель изобретения - повышение качества поверхности слитков, снижение расхода листовой стали и трудоемкости изготовления защитных приспособлент. Способ включает установку в первые две и последние две по ходу разливки из- |Ложни1да защитных приспособленш1, в качестве которых используют стальные листы площадью, равной площади широких граней, причем последние подвешивают на этих гранях и закрепляют скобами за верхний торец и осуществляют последующую заливку изложниц жрщким металлом. 1 з.п. ф-лы, 1 табл. б
Показатели
Получено годного металла, т : 5115
Количество отсортированного металла по плене,% 0,55
Брак металла по
плене, % ,0,23
Количество порывов полосы при прокатке жести
в т.ч. по плена, шт/1000 т
Расход листа на защитные приспособления, кг/т
Разливка
По предлагаемому.способу
3107
1,20 0,25
5,5 2,7
1,2
| Струйный датчик положения | 1977 |
|
SU697813A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Селиванов Ю.Н | |||
| и др | |||
| Улучшение качества поверхности слитков кипящей и полуспоксйной стали | |||
| - Металлург, 1974, № 2, с.19-20. | |||
