О1
О5
4
литейному дозаторам
Изобретение относится к производству, в частности к жидких металлов и сплавов.
Цель изобретения - предотвращение попадания в заливаемый металл включений.
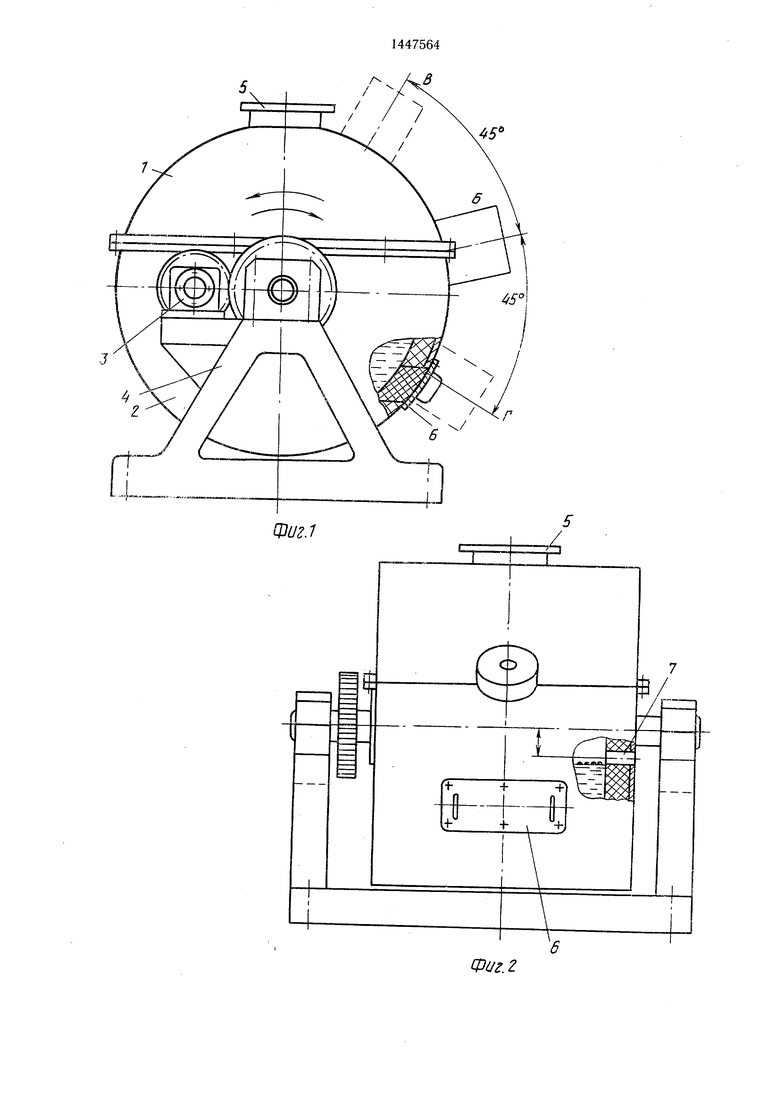
На фиг. 1 показан дозатор, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, разрез, в исходном положении; на фиг. 4 - то же в положении заполДозатор работает следующим образом. Для забора дозы жидкого металла дозатор из положения Б (фиг. 1 и 3) поворачивают с помощью привода 3 против шлаковых часовой стрелки на 45 до положения В (фиг. 1 и 4) вокруг неподвижной горизонтальной оси 0. При этом отверстие 13 дозирующей камеры А оказывается под верхним уровнем металла полости 11. Чистый металл без шлака из полости 11 через
нения дозирующей емкости металлом; на 10 контрольное отверстие 13 поступает в дофиг. 5 - то же, в положении слива дозы металла в форму.
Поворотный дозатор додержит емкость, состо5 щую из верхней 1 и нижней 2 часзирующую камеру А. При следующем повороте дозатора по часовой стрелке на 45° до положения Б, при котором контрольное отверстие 13 дозирующей камеры А нахотей (фиг. 1), соединенных между собой дится всегда выще уровня HI металла и
при помощи болтов. Дозатор внутри футерован огнеупорным составом. Емкость выполнена поворотной вокруг горизонтальной оси О по и против часовой стрелки при помощи привода 3, установленного на ставыдержке в этом положении излишки металла сливаются обратно через контрольное отверстие 3 в полость И, а отмеренная доза металла, ограниченная контрольным отверстием 3, остается в каменка,; 4. В верхней части 1 расположена 20 ре А. Следующим поворотом дозатора по заливочная горловина 5. На нижней 2 час- часовой стрелке на 45° в положение Г
(фиг, 1 и 5) доза выливается в фор.му через сливкое отверстие металлопровода 12. По .мере расходования металла уровень его в дозаторе снижается, но доза остается всегда постоянной, пока уровень металла не опустится до HZ. При этом уровне дозатор необходимо долить. Периодически, при достижении уровня Нг открывают люк 6 и удаляют шлак, который нати дозатора расположен люк 6 для удаления шлака. В торцовой стенке нижней части 2 выполнено отверстие 7 на определенном расстоянии от оси вращения 0. Отверстие 7 ограничивает уровень заливаемого в дозатор металла. Дозатор (фиг. 3, 4, 5) вдоль оси поворота разделен огне- упсрвой перегородкой 8 с окном 9 в нижней части на две полости 10 и И,
25
сообщающиеся между собой через окно 9. ,„ капливается в результате заливок дозатора
Полости 10 и 11 обогреваются, например,
газовыми горелками (не показаны). Внутри дозатора размещен металлопровод 12 с дозирующей камерой А, имеющей отверстие 13 ,а.я заполне|:ия ее металлом, являющееся сдновремепно контрольным для уровня металла в дозирующей камере. Металлопровод 12 жестко закреплен в огнеупорной футеровке 14 дозатора и перегородке 8, и представляет собой огнеупорную трубу, открытую с одной стороны для елипроцессе работы.
Изобретение обеспечивает получение точ ной дозы горячего чистого металла.
Формула изобрете1т.ия
Дозатор для яаливки литейных форм жидккы металлом, содержащий поворотную вокруг горизонтальной QC.K емкость, имеющую заливочное пкьо и разделенную перегородкой на две полости, сообщающиеся
ва металла. Контрольное отверстие 13 рас- 40 между собой посредство.м отверстия в нижположено на оси металлопровода 12, ось которого проходит через ось поворота 0. Шлак 15 располагается над жидким металлом в полости 10. В полость 1 и камеи части перегородки, дозирующую , связанную металлопроводом, проходящим через ось поворота емкости, со сливным отверстием, отличающийся тем, что, с
меи части перегородки, дозирующую , связанную металлопроводом, проходящим через ось поворота емкости, со сливным отверстием, отличающийся тем, что, с
меру А шлак попасть не может, так как . предотвращения попадания в заливаемый
полости 10 и 11 разделены огнеупорной перегородкой 8 с окном 9, через которое жидкий металл из полости 10 закону сообщающихся сосудов поступает в полость П. Шлак легче металла и осчеталл ллаковых включении, перегородка установлена вдоль оси поворота емкости, дозирующая камера и сливное отверстие расположены по разные стороны от перегородки, при этом в дозирующей камере
контрольное отверстие 13 поступает в дозирующую камеру А. При следующем повороте дозатора по часовой стрелке на 45° до положения Б, при котором контрольное отверстие 13 дозирующей камеры А находится всегда выще уровня HI металла и
процессе работы.
Изобретение обеспечивает получение точ ной дозы горячего чистого металла.
Формула изобрете1т.ия
Дозатор для яаливки литейных форм жидккы металлом, содержащий поворотную вокруг горизонтальной QC.K емкость, имеющую заливочное пкьо и разделенную перегородкой на две полости, сообщающиеся
между собой посредство.м отверстия в нижмеи части перегородки, дозирующую , связанную металлопроводом, проходящим через ось поворота емкости, со сливным отверстием, отличающийся тем, что, с
предотвращения попадания в заливаемый
четалл ллаковых включении, перегородка установлена вдоль оси поворота емкости, дозирующая камера и сливное отверстие расположены по разные стороны от перегородки, при этом в дозирующей камере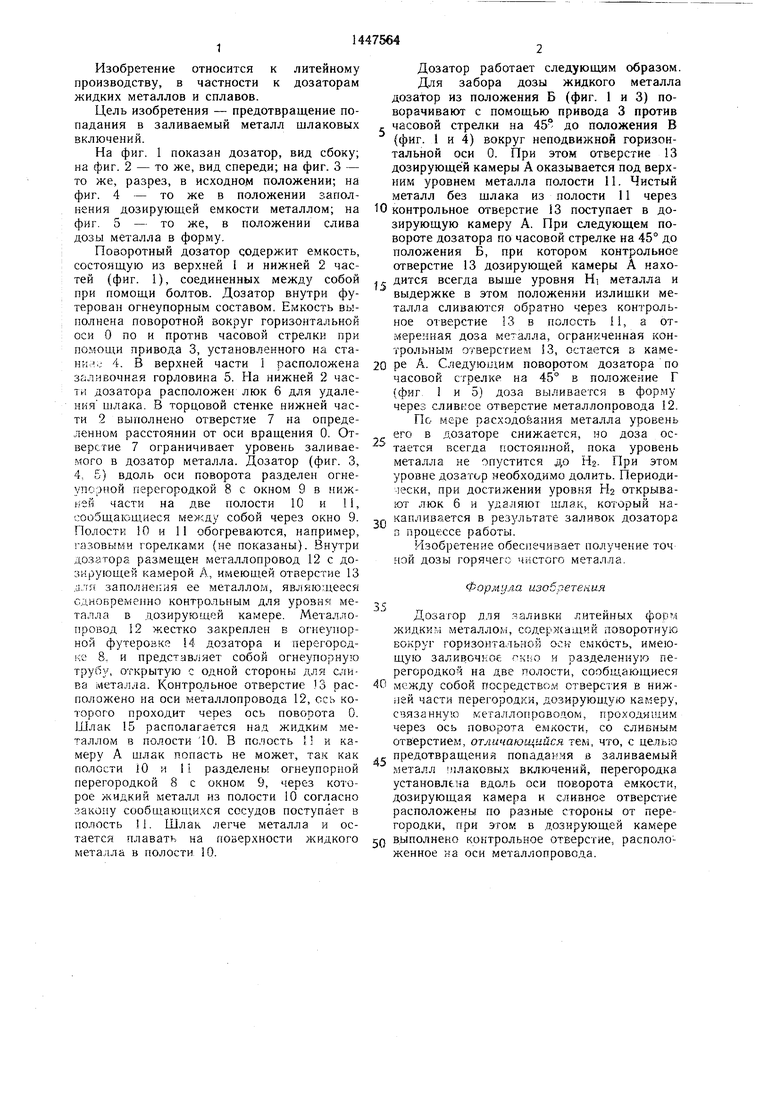
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1982 |
|
SU1034834A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Дозатор жидкого металла | 1986 |
|
SU1699708A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Устройство для слива металла | 1983 |
|
SU1118689A1 |
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Устройство для обработки металла жидким шлаком в ковше | 1981 |
|
SU1002369A1 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЧУШЕК ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ЧУШКА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ И МАШИНА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2090624C1 |

Изобретение относится к литейному производству, в частности к дозированной разливке жидких металлов и сплавов. Цель изобретения - предотвращение попадания в заливаемый металл шлаковых включений. Дозатор состоит из емкости с металлом, поворотной вокруг горизонтальной оси, дозирующей камеры А и ме- таллопровода 12, проходящего через ось. Емкость разделена перегородкой, расположенной вдоль ее оси поворота, на две полости 10 и 11, сообщающиеся через отверстие 9 в перегородке. В результате этого шлак присутствует только в полости 10. Забор дозы металла осуществляется из полости 11, из под уровня металла через отверстие 13 при повороте емкости против часовой стрелки. Слив металла в форму осуществляется при обратном повороте емкости. Отверстие 13 является контрольным и отсекает точную дозу чистого металла. 5 ил. S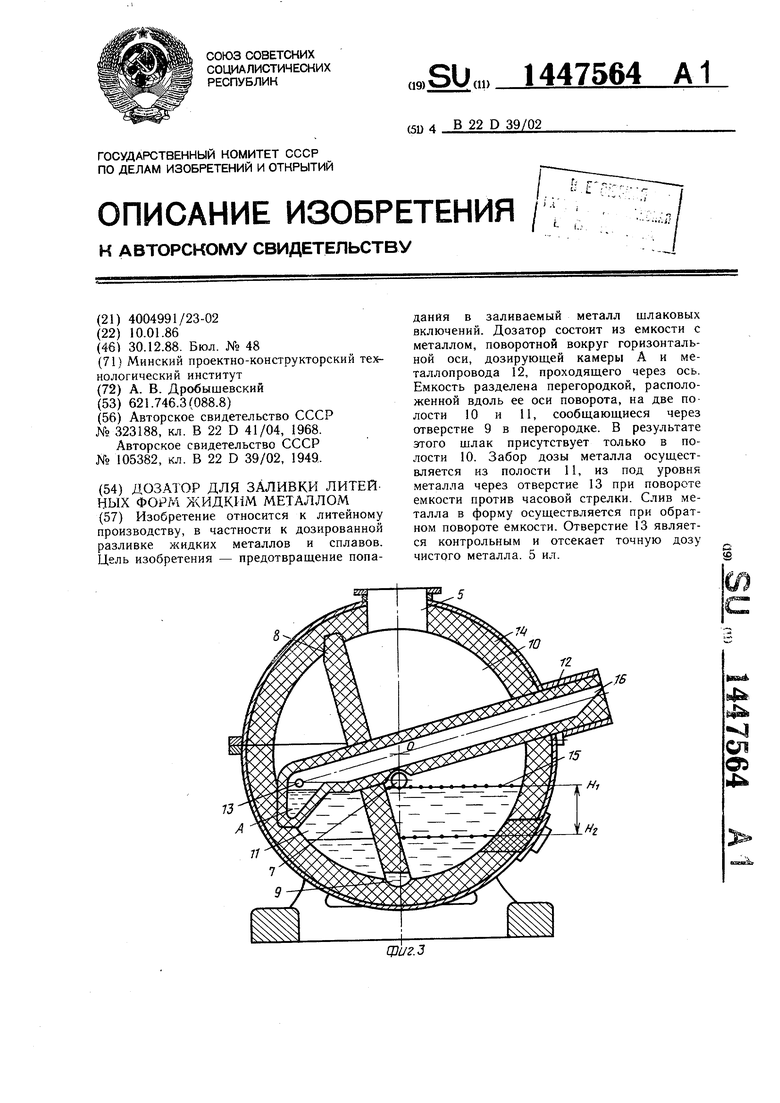
тается плавать на поверхности жидкого JQ выполнено контрольное отверстие, располомета.лла в полости 10.
женное ка оси металлопровода.
женное ка оси металлопровода.
.
Л.8
5
ч- + -f
Фиг. 2
| БИБЛИОТЕНД I | 0 |
|
SU323188A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения катионообменных смол | 1955 |
|
SU105382A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
