Изобретение относится к сварке, а именно к конструкции внутренних центраторов для сборки и сварки кольцевых швов, и может быть ислользовано в различных отраслях машиностроения для сварки кольцевых швов, преимущественно тонкостенных оболочек.
Цель изобретения - повьшбние точности сборки за счет увеличения площади, контакта формирующего устройства с поверхностью собираемых деталей
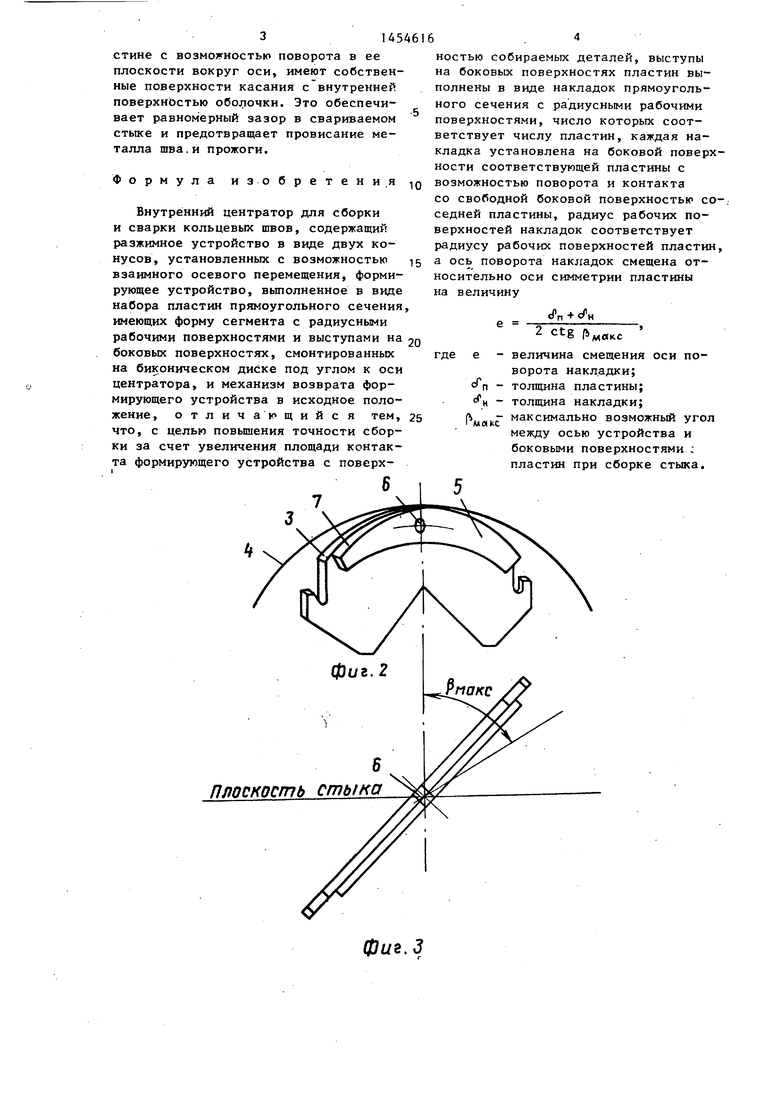
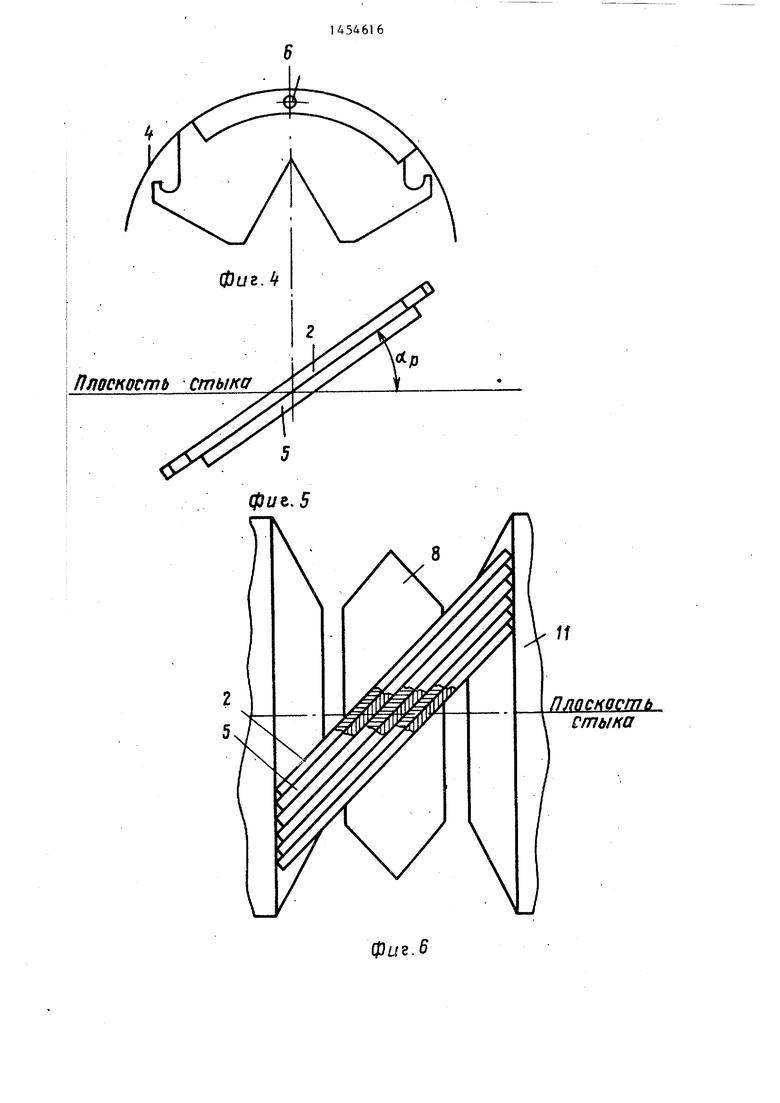
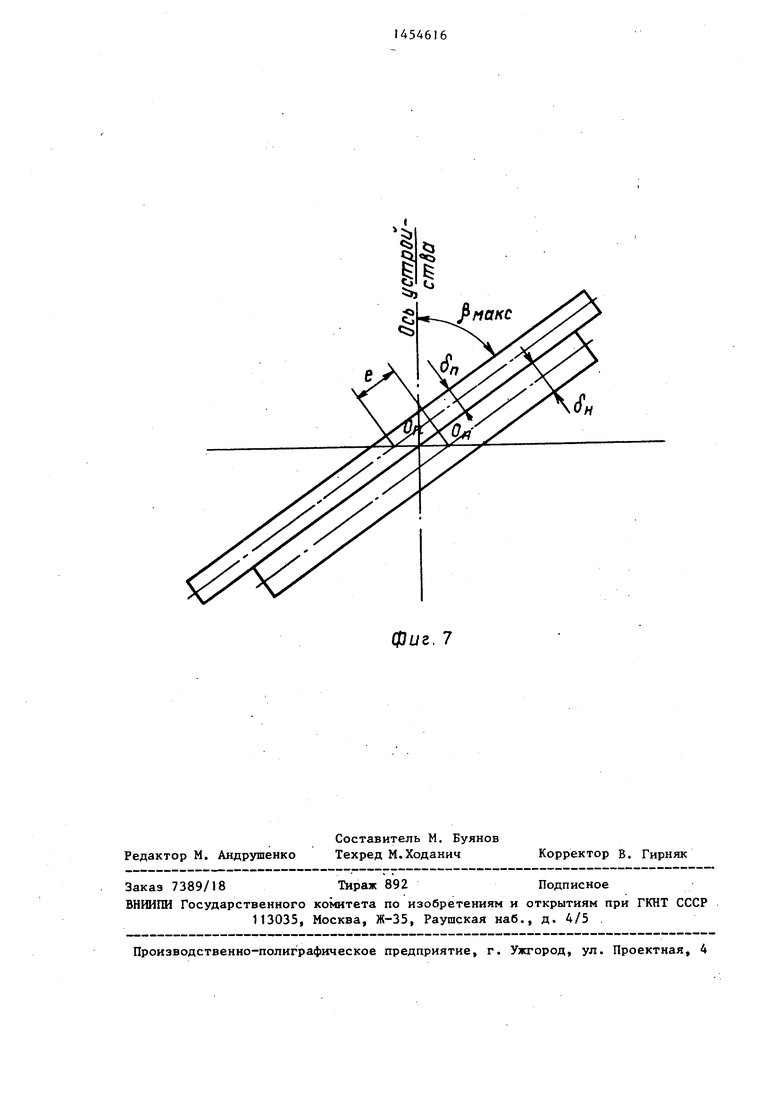
На фиг. 1 представлен предлагаемый центратор, общий вид; на фиг.2 - расположение отдельной пластины формирующего устройства относительно внутренней поверхности собираемых оболочек в исходном состоянии; на фиг. 3 - расположение той же пластины относительно плоскости стыка; на фиг. 4 и 5 - то же, соответственно для рабочего положения; на фиг.6 - взаимное расположение соседних пластин; на фиг. 7 - схема, поясняющая вывод формулы для определения е.
Внутренний центратор для сборки и сварки кольцевых щвов содержит формирующее и разжимное устройства, установленные на оси 1. Формирующее устройство состоит из набора прямоугольных в поперечном сечении пластин 2, имеющих в продольном сечении форму сегментов круга, с радиусом рабочей поверхности 3, большим радиуса внутренней поверхности 4 стыкуемых оболочек. Каждая из пластин сна0 жена накладкой 5, которая крепится к пластине с помощью оси 6, располагаемой в среднем сечении пластины 2 с возможностью вращения относительно нее. Накладка 5 располагается в верхней части пластины 2 и имеет форму поверхности 7, одинаковую с формой рабочей поверхности 3 пластины 2.
Накладка 5 располагается на одноименных поверхностях пластин 2. В пластинах 2 вьтолнен треугольный вырез , которым они установлены на бико нический диск 8 под углом /ь к продольной оси центратора и стягиваются двумя упругими бандажами 9.
На рабочих поверхностях 3 и 7 пластин 2 и накладок 5 вьтолнена формирующая канавка (не показана).
Разжимное устройство состоит из двух конусов - силового конуса. 10, зафиксированного на оси 1, подвижного силового конуса 11; втулки 12 и гайки 13.
5
0
5
0
5
0
Для простоты установки внутрь собираемых оболочек устройство снабжено опорным фланцем 14, покрытым эластичным материалом, и тремя опорными роликами 15, которые крепятся к фланцу гибкими вилками 16 и винтами 17. При сборке устройство ориентируется так, чтобы формирующая канавкг располагалась под стыком оболочек. При затягивании 1 айки 13 силовые конуса- 10 и 11 воздействуют на скоше - ные торцы пластин 2, одновременно перемещая их в радиальном направлении и разворачивая в сторону увеличения угла /э относительно плоскости стыка. При этом накладки 5, закрепленные на одноименной стороне каждой из пластин 2, опираясь на поверхность соседних с данной, удерживают пластины 2 в перпендикулярном к оси 1 положении и обеспечивают равномерное расположение пластин 2 по окружности стыка.
При перемещении пластин 2 изменяется кривизна линии их контакта с внутренней поверхностью 4 оболочки. Возможность вращения накладок 5 относительно пластин 2 на осях 6 обеспечивает контакт внутренней поверхности 4 оболочки по линии как с формирующей поверхностью 3 пластины 2, так и с формирующей поверхностью накладок 5, что повьааает точность центрирования и увеличивает отвод теплоты из зоны сварки.
Величина смещения оси 6 относительно оси симметрии пластины 2 может быть определена по формуле
П +сГн
е 5
2 ctg
5
0
5
где
е - величина смещения; с/ п - толщина пластины; f - толщина накладки; f MCTKc максимально возможньй угол разворота пластины 2 относительно оси центратора при сборке стыка (в рабочем положении).
Предлагаемый внутренний центратор для сборки и сварки кольцевых швов позволяет повысить точность центрирования и улучшить интенсивность теп- лоотвода из зоны сварки за счет увеличения области контакта с внутренней поверхностью оболочки, в результате того, что как сегментная пластина, так и накладка, закрепленная на пла3U546
стине с возможностью поворота в ее плоскости вокруг оси, имеют собственные поверхности касания с внутренней поверхностью оболочки. Это обеспечивает равномерный зазор в свариваемом стыке и предотвращает провисание металла шва.и прожоги.
5
Формула иэобретени.я
Внутренний центратор для сборки и сварки кольцевых швов, содержащий разжимное устройство в виде двух конусов, установленных с возможностью взаимного осевого перемещения, формирующее устройство, вьтолненное в виде набора пластин прямоугольного сечения имеющих форму сегмента с радиусными рабочими поверхностями и выступами на боковых поверхностях, смонтированных на биконическом диске под углом к оси центратора, и механизм возврата формирующего устройства в исходное положение, отличающийся тем, что, с целью повьш1ения точности сборки за счет увеличения площади контакта формирующего устройства с поверх6
7 3
6.4
ностью собираемых деталей, выступы на боковых поверхностях пластин выполнены в виде накладок прямоугольного сечения с радиусными рабочими поверхностями, число которых соответствует числу пластин, каждая накладка установлена на боковой поверхности соответствующей пластины с возможностью поворота и контакта со свободной боковой поверхностью со-, седней пластины, радиус рабочих поверхностей накладок соответствует радиусу рабочих поверхностей пластин, а ось поворота накладок смещена относительно оси симметрии пластины на величину
d n + c/ н
2 ctg /ь„„
де
е
п rf-u MOIKC
величина смещения оси поворота накладки; толщина пластины; толщина накладки; максимально возможный угол между осью устройства и боковыми поверхностями ; пластин при сборке стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1986 |
|
SU1397232A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |

фиг.З
фиг.6
фиг. 7
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1986 |
|
SU1397232A1 |
