Изобретение относится к области сварки пластмасс, а именно к устройствам для контактной сварки труб из термопластов.
Известно устройство для контактной сварки труб из термопластов, содер- ; жащее зажимные хомуты, направляющие и кинематически связанные рычаги. . Недостатком устройства является то, что оно не позволяет производить сварку в труднодоступных .Местах из-з4 громоздкости привода.
-Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство Для сварки труб из термопластов, содержащее неподвижный и подвижный заяммные хомуты, шарнирно закрепленный на неподвижном хомуте приводной рычаг с фиксатором его положения связанный
с подвижным хомутом посредством под-пружиненного толкателя.Недостаток указанного устройства
Об 00
заключается в том, что при сварке труб больших диаметров из-за значифтельного вылета приводного рычага и
Од
.воздействия на хомуты большого реакСОтивного момента от приклеиваемого к концу рычага усилия снижается точность центровки труб и затрудняется
J сварка в монтажной зоне незакрепленных труб во всех пространственных положениях, в том числе на высоте. В результате снижается качество сварных соединений и сужается сфера применения устройсгтва.
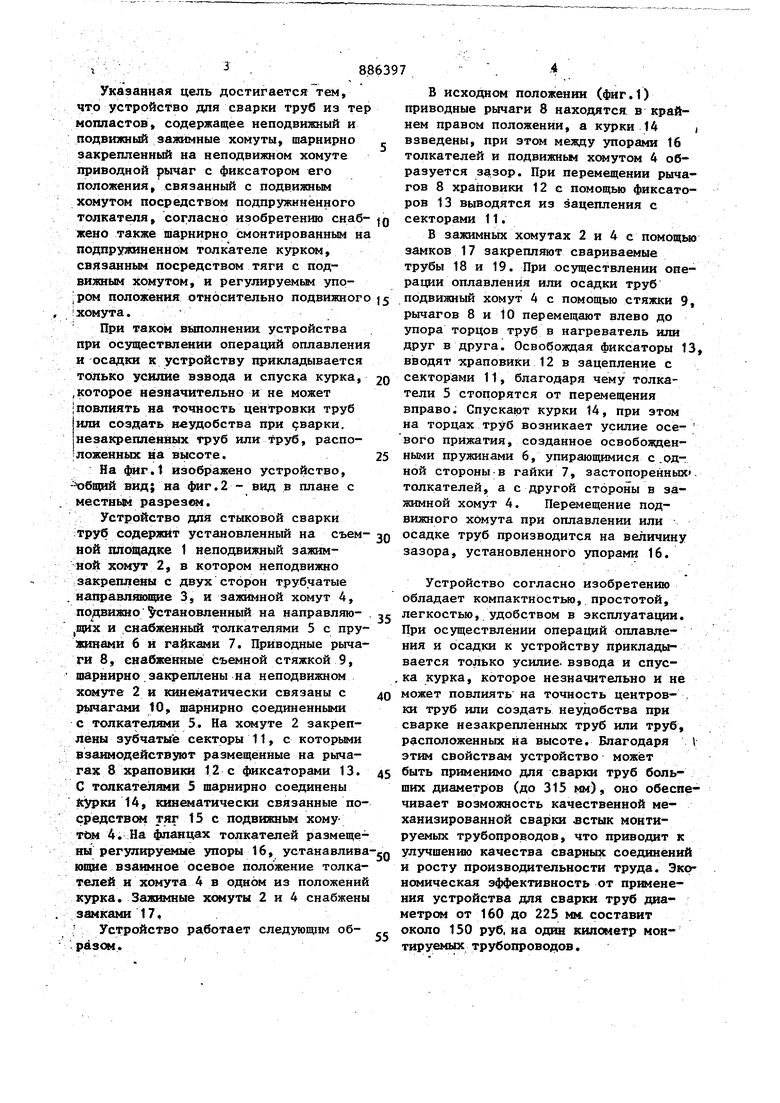
Цель изобретения - повышение качества сварных соединений и расширение области применения. Указанная цель достигается тем, что устройство для сварки труб из те мопластов, содержащее неподвижный и подвижный зажимные хомуты, шарнирно закрепленный на неподвижном хомуте приводной рычаг с фиксатором его положения, связанный с подвижным хомутом посредством подпружиненного толкателя, согласно изобретению снаб жене также шарнирно смонтированным н подпружиненном толкателе курком, связанным посредством тяги с подвижным хомутом, и регулируемьм упр:ром положения относительно подвижног хомута. При таком выполнении устройства при осуществлении операций оплавлени и осадки к устройству прикладывается только усилие взвода и спуска курка, ,которое незначительно и не может Iповлиять на точность центровки труб или создать неудобства при уварки, незакрепленных труб или труб, расположенных tta высоте. На фиг.t изображено устройство, -Ч)бщий вид; на фиг.2 - вид в плане с местным разрезем. Устройство для стыковой сварки .труб содержит установленный на съем ной площадке 1 неподвижный зажимной хомут 2, в котором неподвижно закреплены с двух сторон трубчатые . нащ авляющие 3, и хомут 4, подвижно остановленный на направляю|ЩИХ и снабженный толкателями 5 с пру жинами б и гайками 7. Приводные рыча ги 8, снабженные съемной стяжкой 9, шарнирно закреплены на неподвижном хомуте 2 и кинематически связаны с рычагами 10, шарнирно соединенными с толкателями 5, На хсадуте 2 закреплены зубчатые секторы 11, с которыми взаимодействуют размещенные на рычагах 8 храповики 12 с фиксаторами 13. С толкателями 5 шарнирно соединены курки 14, кинематически связанные по средстве тяг 15 с подвижным хому тЪм 4. На фланцах толкателей р1азмеще ны регулируемые упоры 16, устанавлив К1щие взаимное осевое положение толка телей и хомута 4 в одном из положени курка. Зажимные -хоиуты 2 и 4 снабжен замками 17, - Устройство работает следующим образом. В исходном положении (г.1) приводные рычаги 8 находятся в крайнем правом положении, а кзгрки 14 взведены, при этом между упорами 16 толкателей и подвижньм хомутом 4 образуется зазор. При перемещении рычагов 8 храповики 12с помощью фиксаторов 13 выводятся из зацепления с секторами 11. В зажимных хомутах 2 и 4 с помощью замков 17 закрепляют свариваемые трубы 18 и 19. При осуществлении операции оплавления или осадки труб подвижный хомут 4 с помощью стяжки 9, рычагов 8 и 10 перемещают влево до упора торцов труб в нагреватель или друг в друга. Освобождая фиксаторы 13, вводят храповики 12 в зацепление с секторами 11, благодаря чему толкатели 5 стопорятся от перемещения вправо. Спускают курки 14, при этом на торцах труб возникает усилие осевого прижатия, созданное освобожденными пружинами 6, упирающимися с.одной стороны в гайки 7, застопоренньк, толкателей, а с другой стороны в зажимной хомут 4. Перемещение подвижного хомута при оплавлении или осадке труб производится на величину зазора, установленного упорами 16. Устройство согласно изобретению обладает компактностью, простотой, легкостью, удобством в эксплуатации. При осуществлении операций оплавления и осадки к устройству прикладывается только усилие, взвода и спуска курка, которое незначительно и не может повлиять на точность центров- . ки труб или создать неудобства при сварке незакрепленных труб или труб, расположенных на высоте. Благодаря этим свойствам устройство может быть применимо для сварки труб больших диаметров (до 315 мм), оно обеспечивает возможность качественной механизированной сварки зстык монтируемых трубопроводов, что приводит к улучшению качества сварных соединений и росту производительности труда. Экономическая эффективность от применения устройства для сварки труб диаметром от 160 до 225 мм. составит около 150 руб, на один километр монтируемых трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1454722A1 |
| Устройство для контактной сварки труб из термопластов | 1977 |
|
SU740513A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1597291A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1537563A1 |

УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ,содержащее неподвижный и подвижный зажимные хомуты, шар- нирно закрепленный на неподвижном хомуте приводной рычаг с фиксатором .его положения, связанный с прдвижньм хомутом посредством подпружиненного .толкателя, отличающееся тем, что, с целью повышения качества сварных соединений и расширения .области применения, устройство снабжено шарнирно смонтированным на подпружиненном толкателе курком, связанным посредством тяги с подвижным хомутом, и регулируемьм упором положения толкателя относительно подвижного хомута.
| Матрица для изготовления художественных изделий | 1952 |
|
SU102628A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Устройство для сварки труб | 1972 |
|
SU462723A1 |
| Солесос | 1922 |
|
SU29A1 |
| .; | |||
