10
Изобретение относится к сварке полимерных материалов, а именно к устройства.м для сварки термопластичных пленок.
Цель изобретения - повышение производительности и качества сварного соединения.
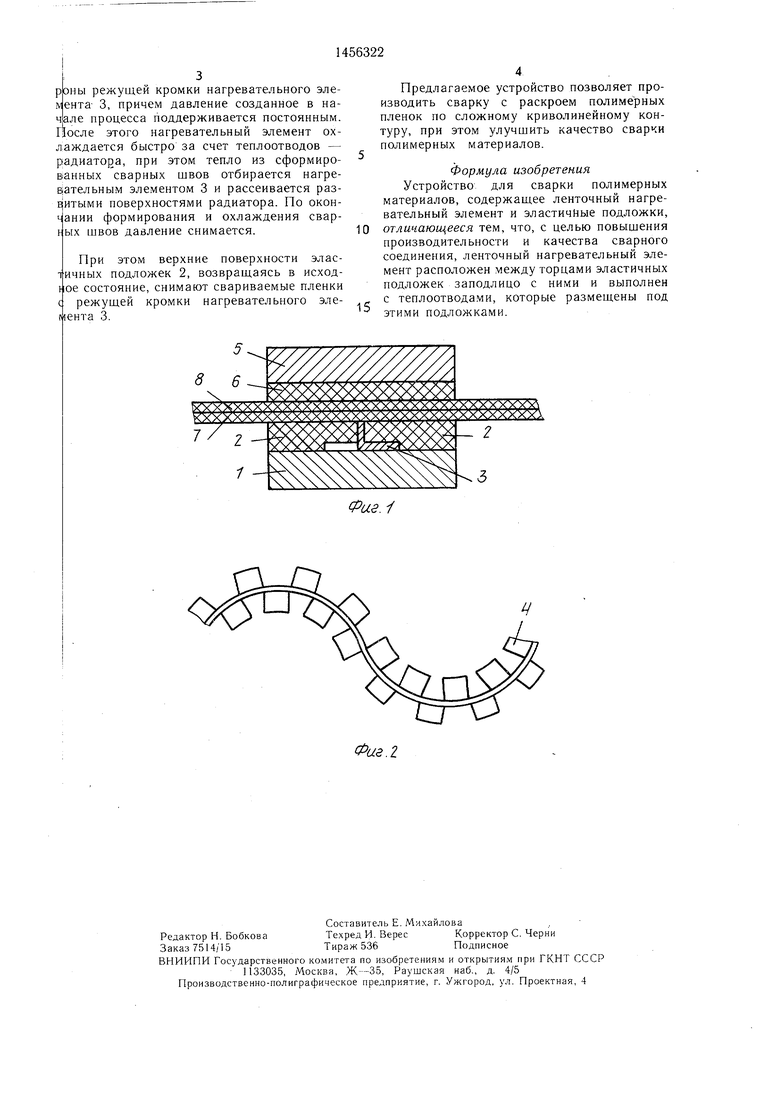
На фиг. 1 изображено устройство, попе- разрез; на фиг. 2 - нагревательный элемент, вид сверху.
Устройство содержит нижний упор 1, на котором размещены подложки 2. Ленточ- ный нагревательный элемент 3 расположен между торцами эластичных подложек 2 так, что нагревательная режущая кромка его на- ходится заподлицо, т.е. в одной плоскости с поверхностью-эластичных подложек 2, а теплоотводы - радиатор 4 нагревательного 15 элемента - расположены под эластичными подложками 2. Верхний упор 5 со стороны нагревательного элемента 3 облицованы эластичной подложкой 6.
Устройство работает следующим образом.
Полимерные пленки 7 и 8, наложенные одна на другую, размещены на эластичных подложках 2, которые зафиксированы на
20
10
15
20
нижнем упоре 1. При этом нагревательный алемент 3, расположенный между торцами эластичных подложек 2, также заф иксирован на нижнем упоре 1.
После этого верхним упором 5, облицованным эластичной подложкой 6, создают давление на свариваемые материалы а нагревательный элемент 3 подвергается нагреву.
При разогреве до необходимой температуры и достижении определенного давления режущая кромка нагревательного эле- мента 3, выдвигаясь из торцов эластичных подложек 2, которые подвергаются упругой деформации, продавливает оба свариваемых материала и упираясь в упругий элемент верхнего упора 5, останавливает свое выдвижение.
При этом происходит нагрев и образование расплава в прилегающих к нагревательному элементу 3 слоях полимера Эпас- тичные подложки 2 и 6 сдавливают свариваемый материал как в зоне полученного расплава, так и в прилегающих к этому расплаву участках - происходит формирование двух санитарных щвов по обе сто(Л
N
сд
С5
00 to
N5
роны режущей кромки нагревательного элемента- 3, причем давление созданное в начале процесса поддерживается постоянным. После этого нагревательный элемент охлаждается быстро за счет теплоотводов - радиатора, при этом тепло из сформированных сварных швов отбирается нагревательным элементом 3 и рассеивается развитыми поверхностями радиатора. По окончании формирования и охлаждения сварных швов давление снимается.
При этом верхние поверхности эластичных подложек 2, возврашаясь в исходное состояние, снимают свариваемые пленки с режуш.ей кромки нагревательного элемента 3.
Предлагаемое устройство позволяет производить сварку с раскроем полимерных пленок по сложному криволинейному контуру, при этом улучшить качество сварки полимерных материалов.
Формула изобретения Устройство- для сварки полимерных материалов, содержащее ленточный нагревательный элемент и эластичные подложки, отличающееся тем, что, с целью повышения производительности и качества сварного соединения, ленточный нагревательный элемент расположен между торцами эластичных подложек заподлицо с ними и выполнен с теплоотводами, которые размещены под этими подложками.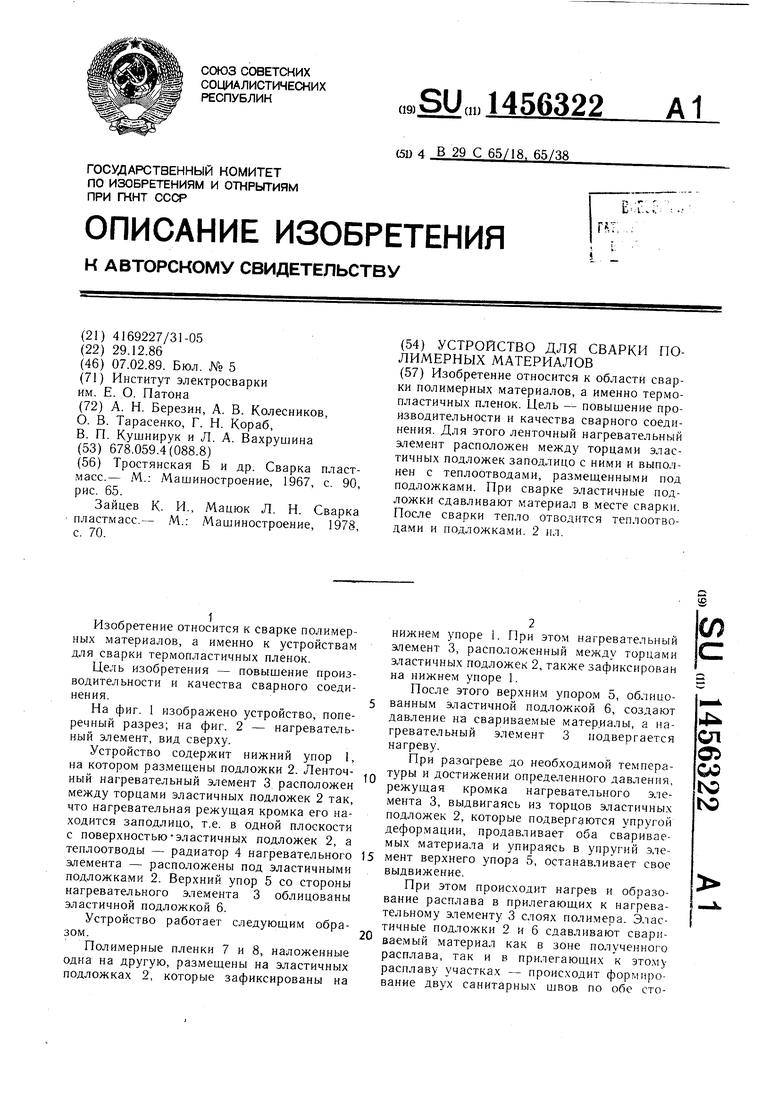
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Устройство для изготовления рукавов из полимерных пленок | 1980 |
|
SU927523A1 |
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| Способ сварки термопластичных полимерных материалов и устройство для его осуществления | 1990 |
|
SU1752570A1 |
| Устройство для изготовления упаковочной оболочки из полимерных пленок | 1982 |
|
SU1060486A1 |
| Способ сварки полимерных материалов | 1979 |
|
SU870162A1 |
| Устройство для сварки полимерных пленок | 1982 |
|
SU1098807A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
Изобретение относится к области сварки полимерных материалов, а именно термопластичных пленок. Цель - повышение производительности и качества сварного соединения. Для этого ленточный нагревательный а1емент расположен между торцами эластичных подложек заподлицо с ними и выполнен с теплоотводами, размещенными под подложками. При сварке эластичные подложки сдавливают материал в месте сварки После сварки тепло отводится теплоотводами и подложками. 2 ил.
8 6
I
XX VQ noofSnn( хххххххххХХХХХХххХХХХХХХХХХХХХХХХ О.
(Paa.i
Фиг. г
| Тростянская Б и др | |||
| Сварка пластмасс.- М.: Машиностроение, 1967 с 90 рис | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Зайцев К | |||
| И., Мацюк Л | |||
| Н | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
