.--f.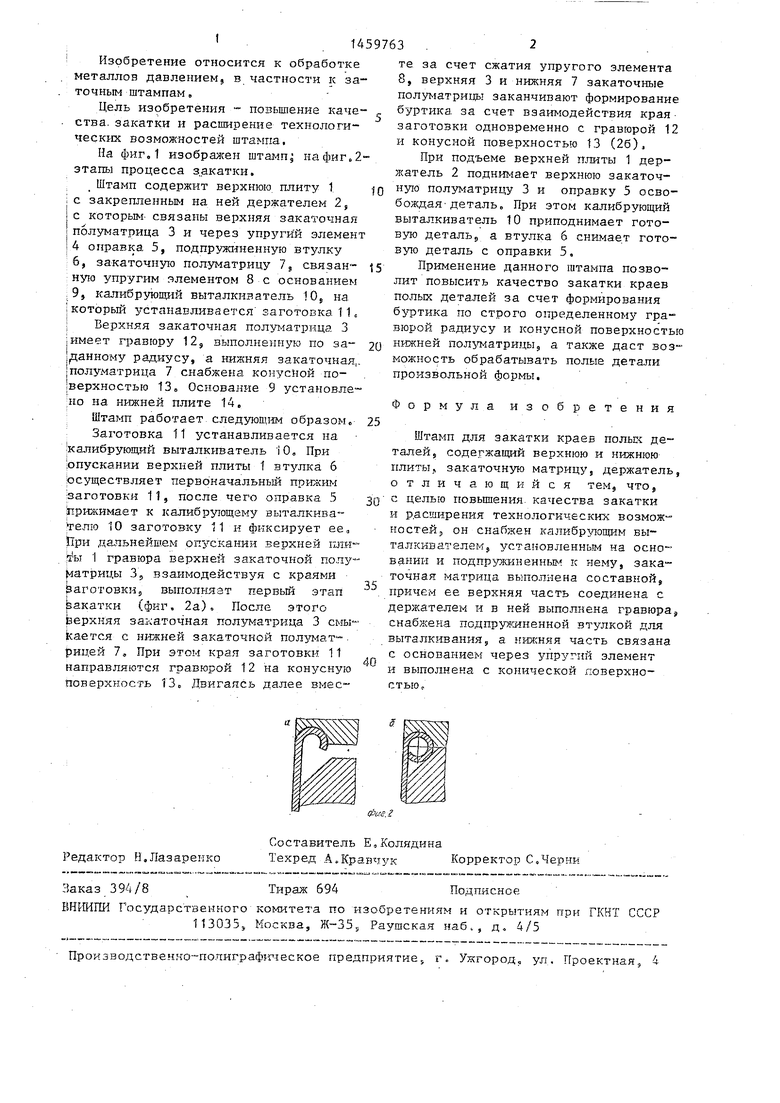
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для штамповки изделий | 1977 |
|
SU623629A1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для закрытой штамповки | 1978 |
|
SU727306A1 |
| Автоматизированный штамп для правки и калибровки заготовок с удлиненной осью | 1981 |
|
SU1057140A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
Изобретение относится к обработке металлов давлением, в частности к закаточньп штампам. Цель изобретения - повьшение качества и расширение технологических возможностей. Штамп содержит верхнюю плиту 1 с закрепленным на ней держателем 2, с которым связана верхняя закаточная полуматрица 3, упругий элемент 4, оправку 5, подпружиненную втулку 6, закаточную полуматрицу 7, связанную упругим элементом 8 с основанием 9, {установленным на нижней плите 14, калибруюпщй выталкиватель 10, на который устанавливается заготовка 11. Верхняя закаточная полуматрица 3 снабжена гравюрой 12, выполненной по радиусу, а нижняя закаточная полуматрица 7 имеет конусную поверхность 13. В процессе сборки в начальный период осуществляется предварительный прижим заготовки 11 к верхней поверхности калибрующего выталкивателя 10. По мере опускания верхней плиты 1 заготовка 11 прижимается по всей поверхности оправкой 5, а при дальнейшем опускании верхней плиты 1 происходит умыкание полуматриц 3 и 7. В этот момент и происходит загибка краев заготовки 11 по замкнутому контуру гравюры, образованной полуматрицами 3 и 7. 2 ил. Ф сл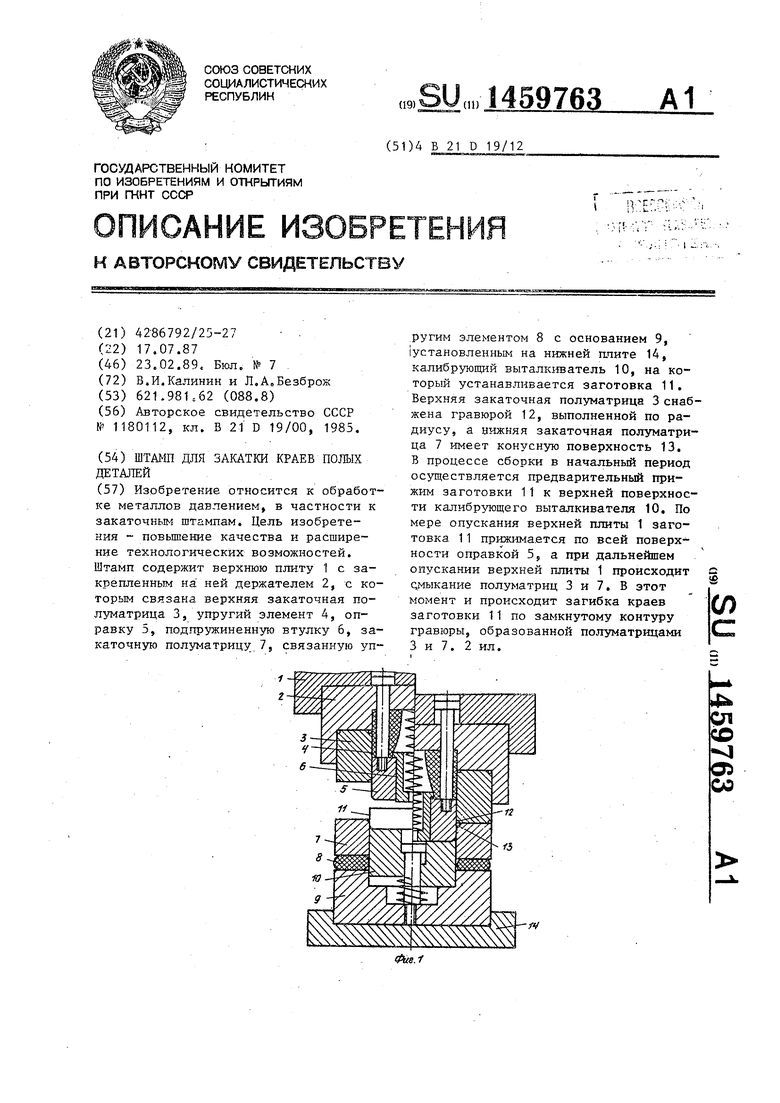
| Авторское свидетельство СССР № 1180112, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
