/ -f
и
Изобретение относится к строительству, в частности к устройствам для изготовления каркасов железобетонных изделий, и является усовершенствованием установки но авт. св. № 1285131.
Целью изобретения является расширение функциональных возможностей путем изготовления каркасов раструбных труб.
На чертеже показана установка, общий вид.
Установка содержит неподвижную опору 1, дополнительную неподвижную опору 2 и подвижную опору 3. Опора 1 состоит из рамы 4, вращаюшейся планшайбы 5, обечайки 6 и сварочного устройства 7, закрепленного на раме 4. Планшайба 5 имеет от- верстия 8, расположенные по окружности под продольные стержни 9 внутреннего каркаса.
Опора 2, размешенная между опорой 1 и подвижной опорой 3, состоит из планшайбы 10 с отверстиегу 1 1 под продольные стерж- ни 9 и обечайки 12, на которой закрепляют стержни 13 наружного каркаса. Встык к торпу обечайки 12 установлен оголовник 14, имеющий фор.му цилиндра с переходом на усеченный конус. На опоре 2 смонтирован силовой цилиндр 15, ; на штоке установлен пуансон 16, рабочая поверхность которого соответствует раструбной части каркаса.
Подвижная опора 3 состоит из планшайбы 17с отверстиями 18 для продольных стержней 13, обечаек 19 и 20 и сварочное устройство 21. Вращение планшайбы 17 осуществляется через синхронизирующий вал от привода 22, а перемещение подвижной опоры 3 от привода 23.Сварочное устройство 21 снабжено сварочной головкой 24 и дополнительным приводом 25 для перемещения устройства 21 в двух взаимно перпендикулярных направлениях.
Установка работает следующим образом.
Подвижную опору 3 вплотную подводят к опоре 2. Оператор вставляет в отверстия 8 продольные стержни 9, концы которых закрепляет па обечайке 20. После этого оператор вставляет в отверстия 18 продольные стержпи 13 и их концы закрепляет на обечайке 12. К продольные стержням 9 и 13 в зону сварочных устройств 7 и 21 соответственно подводят поперечную арматуру или проволоку (не показана).
0
5
5
0
Электрод сварочного устройства -7 подводят под пересечение поперечной арматуры с продольным стержнем 9, а электрод сварочного устройства 21 - под пересечение поперечной арматуры с продольным стержнем 13, после чего включают привод 22 и подают напряжение на электроды. Для создания необходимой жесткости при формировании каркасов осуществляют один замкнутый виток, причем сварка пересечений осуществляется при отключенном приводе 22 и в это же время происходит гибка стержня 13 на оголовнике. 14 при помощи пуансона 16 от силового цилиндра 15, т.е. формируется раструбная часть каркаса.
Осуществив замкнутый виток, в процессе чего осуществлена сварка каждого пересечения и гибка каждого продольного стержня, в постоянную работу включаются приводы 22 и 23. Сформировав цилиндр раструбной части каркаса, сварочная головка 24 сварочного агрегата 21 с помощью привода 25 смещается вправо со значительно больщей скоростью, чем скорость передвижения подвижной опоры 3, и сразу же - в перпендикулярном направлении вперед до контакта электродов с пересечение.м поперечной арматуры и продольных стержней 13 цилиндрической части меньшего диаметра.
Формула изобретения
. Установка для изготовления арматурных каркасов железобетонных изделий по авт. св. № 1285131, отличающаяся тем, что, с целью расширения фупкциональных возможностей путем изготовления каркасов раструбных труб, дополнительная неподвижная опора снабжена оголовником, имеющим цилиндрическую поверхность, переходящую в усеченный конус и соответствующую раструбной части каркаса, при это.м оголовник установлен встык с обечайкой, .а сварочное устройство размещено на подвижной опоре и снабжено дополнительными приводами для его перемещения в двух взаимно перпендикулярных направлениях.
2. Установка по п. 1, отличающаяся тем. что дополнительная неподвижная опора снабжена гибочным .механизмом, выполненным в виде силового цилиндра, связанного своим щтоком с пуансоном, и.меющи.м рабочую поверхность, ответную раструбной части каркаса.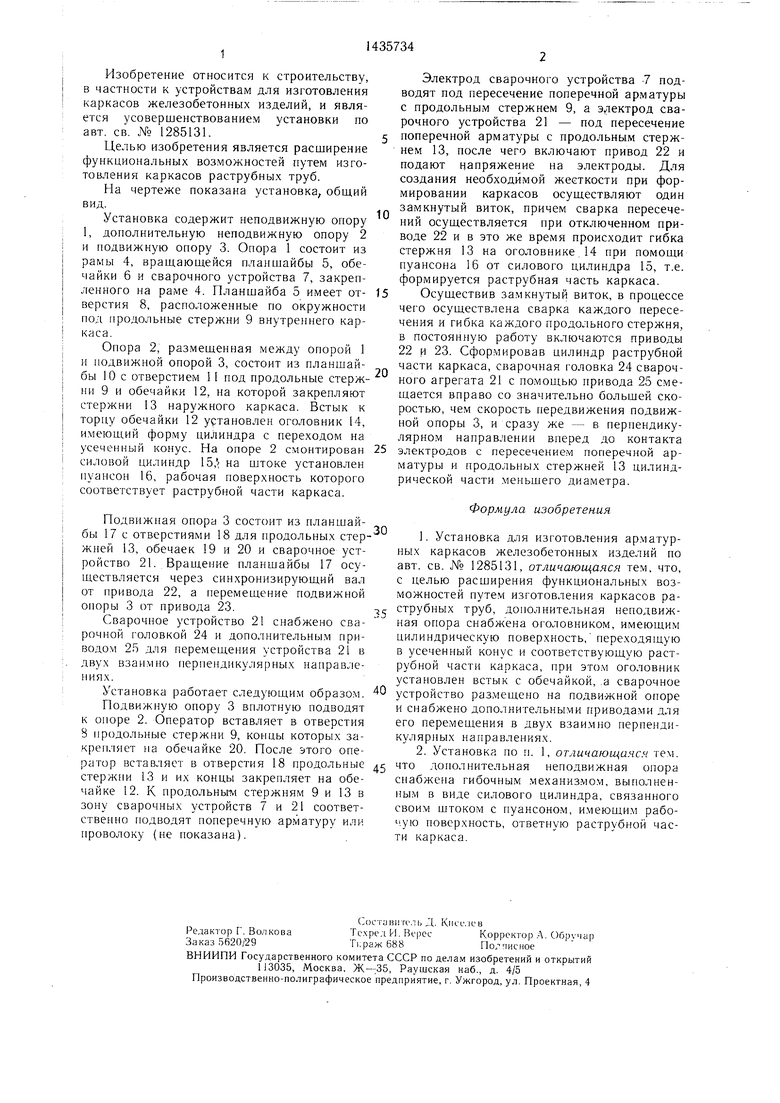
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления арматурных каркасов железобетонных изделий | 1985 |
|
SU1285131A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1986 |
|
SU1333754A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1459865A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
Изобретение относится к строительству бюрои может быть использовано для изготовления арматурных каркасов раструбных желе- зобетонны.х труб. Целью изобретения является расипфение функциональных возмож- liocreii путем изготовления каркасов раструбных труб, что достигается тем, что дополнительная неподвижная онора 2 снабжена гибочным механизмом и оголовником 14, установленным встык с планшайбо 10, а сварочное устройство 21 снабжено дополнительным приводом 25 для его нереме1це1П1я в двух взаимно перпендикулярных направлениях, причем гибочный механизм выполнен в виде силового ци,1индра 15, связанного с пуансоно.м 16, имеюплим рабочую поверхность, ответную раструбной части каркаса. з.п. ф-лы, 1 и,л. 1512 f6 lif / J-. 2i f7itrfe / /j 4 ОС СП СлЭ 4
| Станок для изготовления арматурных каркасов железобетонных труб и тому подобных изделий | 1956 |
|
SU137658A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1985 |
|
SU1285131A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
