10
11459993
Изобретение относится к области транспортирования изделий, в частности к способу и устройству для ориентации изделий типа пластин на конвейере, и может быть использовано при автоматизации производственных процессов изготовления пластин круглой формы, имеющих прямслинейньш баг зовый срез по одной из сторон.
Целью изобретения является снижение затрат времени при определении положения геометрического центра изделий в процессе их ориентации.
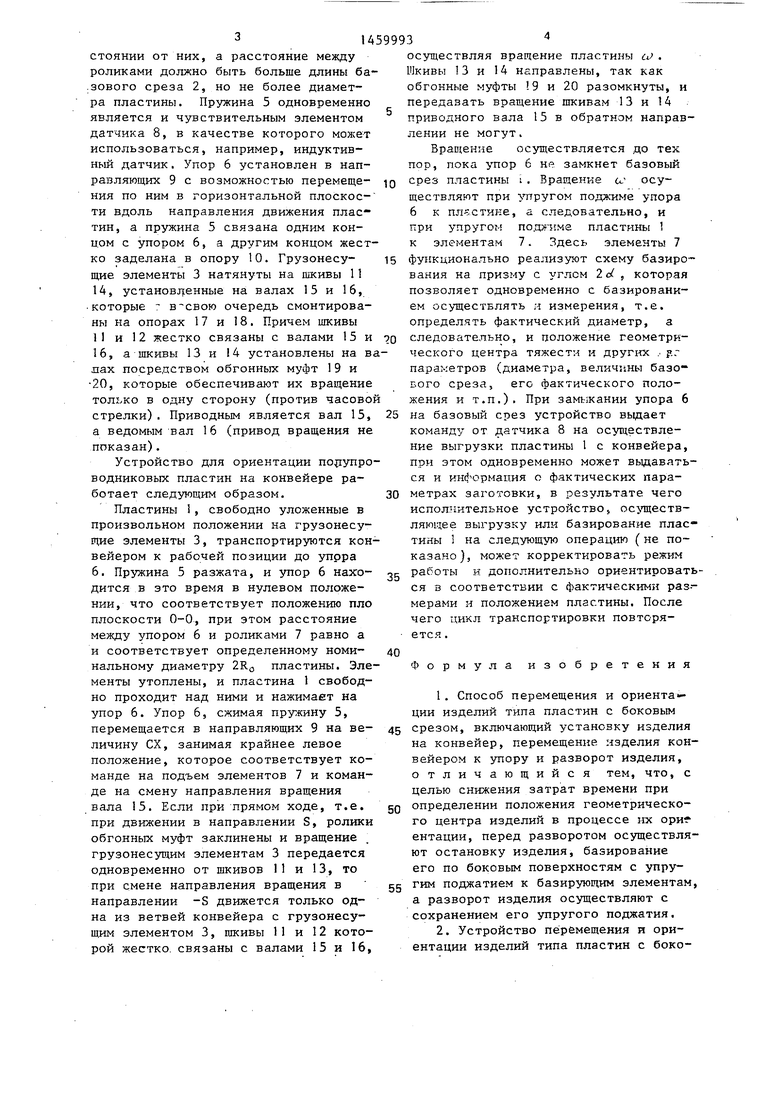
На фиг.1 изображено устройство, реализуищее предлагаемьй способ, об- щий вид; на фиг.2 - положение ориентируемой пластины в начальный момент
ориентдции; на фиг.З - то же, в ко- , - , .„
нечный момент ориентации; на фиг.4 - 20 ечный) диаметр и величину А, можно схема определения геометрр1ческих па определять отклонение положения цeнтf раметров пластины.
Согласно данному способу пластину
плоскости чертежа) подожение, что будет соответствовать окончанию ориентации ее загрузки в касету или приспособление (не показаны).Здесь крайне левое положение упора 6 от нулевого, обозначенного следами плоскости 0-0 соответствует величине СХ и определяется жесткостью лрзжины 5, которая должна быть такой, чтобы величина перемещения СХ была бы чуть больше величины сГ , т.е. равной расстоянию до базового среза.
При транспортировании и ориента- 15 ции пластин различных диаметров, например 2 2 R-j (фиг.4), зная расстояние от нулевого положения, определяемого настройкой ci величину 2о1 , RO номинальный (настро1 круглой формы с прямолинейным боват и перемещение пластин различного диаметра. Величины 2of, А являются заданными, величины RO и а - настра пластины О и О по фактическог- му отклонению сП, и вносить соJ круглой формы с iiymn..in......u.. ответствующую корретировку в прог- ковым срезом 2 устанавливают на кон- 25 рамму робота или другого исполнитель- вейер с двумя бесконечными грузоне- ного механизма, осуществляющего зах- сущими элементами 3 и перемещают конвейером с ограничительными стенками 4
по направлению S, При этом ее базирую -. , J л
ют таким образом, что базовый срез 2 30 раиваемые, а величины СХ, d и произвольным образом ориентирован в определяемые в процессе рриентации, плоскости движения пластины. - например, индуктивным датчиком 8,
Перед разворотом пластину 1 ос- пружина 5 которого одновременно явля- танавливают, препятствуя ее переме- ется и его чувствительным элементом и щению подпружиненным пружиной 5 упо- 35 « УПРУгим элементом упора 6.
Таким образом, реализуется способ
ориентации.
Устройство для ориентации полупроводниковых пластин 1, имеющих базовый срез 2, состоит из двух ветвей грузонесзпцих бесконечных .-элементов 3 конвейера с ограничительными стенками 4. В качестве грузонесущих элером 6, одновременно с этим прекращают движение одной из грузонесущих „ветвей 3 и выдвигают базирующие элементы 7, которые базируют пластину 1 по боковым поверхностям. Направление . 40 движения второй ветви меняют на противоположное и осуществляют вращение пластины 1, т.е. ее ориентацию, воздействием грузонесущего элемента с ментов 3 могут испоользоваться ленты, сохранением упругого поджатия пласти-45 ШНУРЬЬ Депи и т.п.
ны 1 к элементу 7. Элементы 7 установ- Подпружиненный пружиной 5 упор 6 лены на своих осях с возможностью предназначен для упругой остановки Свободного вращения, поэтому при дви- пластин 1, перемещаемых грузонесущи- жении одной из грузонесущих ветвей в ми элементами 3, и упругого поджатия воположном направлении (-S) плас- о пластин 1 к f ,. тина 1 в процессе ориентации базиру- выполненным в виде -роликов, установ ется своей цилиндрической боковой поверхностью на элементы, как на призму с углом конусности 2d, Перемещение (вращение w) осуществляют при упругом поджиме пластины 1 пруяшной 5 до тех пор, пока упор 6 не базовый срез 2 (фиг.З). При этом
ленных на своих осях с возможностью свободного вращения и с возможностью вертикального перемещения от отдельного привода (не показан), например
пружина 5 примет крайнее правое (в
пневмоцилиндра. В крайнем нижнем поло жении базирующие элементы утоплены и находятся ниже плоскости расположе,- ния грузонесущих ветвей на равном рас
0
, - , .„
плоскости чертежа) подожение, что будет соответствовать окончанию ориентации ее загрузки в касету или приспособление (не показаны).Здесь крайне левое положение упора 6 от нулевого, обозначенного следами плоскости 0-0 соответствует величине СХ и определяется жесткостью лрзжины 5, которая должна быть такой, чтобы величина перемещения СХ была бы чуть больше величины сГ , т.е. равной расстоянию до базового среза.
При транспортировании и ориента- 5 ции пластин различных диаметров, например 2 2 R-j (фиг.4), зная расстояние от нулевого положения, определяемого настройкой ci величину 2о1 , RO номинальный (настроват и перемещение пластин различного диаметра. Величины 2of, А являются заданными, величины RO и а - настответствующую корретировку в прог- рамму робота или другого исполнитель- ного механизма, осуществляющего зах-
-. , J л
Подпружиненный пружиной 5 упор 6 предназначен для упругой остановки пластин 1, перемещаемых грузонесущи- ми элементами 3, и упругого поджатия пластин 1 к f ,. выполненным в виде -роликов, установ
ленных на своих осях с возможностью свободного вращения и с возможностью вертикального перемещения от отдельного привода (не показан), например
пневмоцилиндра. В крайнем нижнем положении базирующие элементы утоплены и находятся ниже плоскости расположе,- ния грузонесущих ветвей на равном расстоянии от них, а расстояние между роликами должно быть больше ДЛИНЬЕ ба- -зового среза 2, но не более диаметра пластины. Пружина 5 одновременно является и чувствительным элементом датчика 8, в качестве которого может использоваться, например, индуктивный датчик. Упор 6 установлен в направляющих 9 с возможностью перемещения по ним в горизонтальной плоскоети вдоль направления движения пластин, а пружина 5 связана одним концом с упором 6, а другим концом жестко заделана в опору 10. Грузонесу- щие элементы 3 натянуты на шкивы 11 14, установленные на валах 15 и 16, которые очередь смонтированы на опорах 17 и 18. Причем шкивы 11 и 12 жестко связаны с валами 15 и 16, а шкивы 13 и 4 установлены на влах посредством обгонных муфт 19 и 20, которые обеспечивают их вращение только в одну сторону (против часово стрелки). Приводным является вал 15, а ведомым вал 16 (привод вращения не показан).
Устройство для ориентации nojiynpo водниковых пластин на конвейере работает следующим образом.
Пластины 1, свободно уложенные в произвольном положении на грузонесу- щие элементы 3, транспортируются конвейером к рабочей позиции до упрра 6. Пружина 5 разжата, и упор 6 находится в это время в нулевом положении, что соответствует положению пло плоскости 0-0, при этом расстояние между упором 6 и роликами 7 равно а и соответствует определенному номинальному диаметру 2Ro пластины. Элементы утоплены, и пластина 1 свободно проходит над ними и нажимает на упор 6. Упор 6, сжимая пру;кину 5, перемещается в направляющих 9 на величину СХ, занимая крайнее левое положение, которое соответствует команде на подъем элементов 7 и команде на смену направления вращения вала 15. Если при прямом ходе, т.е. при движении в направлении S, ролики обгонных муфт заклинены и вращение грузонесупдам элементам 3 передается одновременно от щкивов 11 и 13, то при смене направления вращения в направлении -S движется только одна из ветвей конвейера с грузонесу- щим элементом 3, щкивы 11 и 12 которой жестко, связаны с валами 15 и 16,
5
0
5
0
5
и
0
5
0
5
осуществляя вращение пластины ci) , Шкивы 13 и 14 направлены, так как обгонные муфты 9 и 20 разомкнуты, передавать вращение шкивам 13 и 14 приводного вала 15 в обратном направлении не могут.
Вращение осуществляется до тех пор, пока упор б не, замкнет базовый срез пластины ;. Вращение ее осуществляют при упругом поджиме упора 6 к пл,.стике, а следовательно, и при упругом поде-яме пластины к элементам 7. Здесь элементы 7 функционально реализуют схему базирования на призму с углем 2 о , которая позволяет одновременно с базированием осуществлять и измерения, т.е. определять фактический диаметр, а следовательно, и положение геометрического центра тяжести и друп-гх .. р.г параметров (диаметра, величины базового среза, его фактического положения и т.п.). При замыкании упора 6 на базовый срез устройство выдает команду от датчика 8 на осуществление выгрузки пластины 1 с конвейера, при этом одновременно может выдаваться и информация о фактических параметрах заготовки, в результате чего исполнительное устройство, осуществляющее выгрузку или базирование пластины 1 на следующ-ую операцию ( не показано), может корректировать режим работы и дополнительно ориентироваться в соответствии с фактическими размерами и положением пластины. После чего цикл транспортировки повторяется .
Формула изобретения
1 . Способ перемещения и ориентации изделий типа пластин с боковым срезом, включающий установку изделия на конвейер, перемещение изделия конвейером к упору и разворот изделия, отличающийся тем, что, с целью снижения затрат времени при определении положения геометрического центра изделий в процессе их ориентации, перед разворотом осуществляют остановку изделия, базирование его по боковым поверхностям с упругим поджатием к базирующим элементам, а разворот изделия осуществляют с сохранением его упругого поджатия,
2. Устройство перемещения и ориентации изделий типа пластин с боковым срезом, включающее приводной конвейер с бесконечнымн грузонесущи- ми элементами и установленный над последними упор, отличающееся тем, что оно снабжено расположенными перед упором выдвижными ба1А599936
зириующими элементами, при этом упор выполнен подпружиненным, а бесконечные 7грузонесущне элементы выполнены в виде двух ветвей, одна нз которых установлена посредством обгонных муфт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый конвейер | 1986 |
|
SU1413046A1 |
| Транспортная установка для сыпучих материалов | 1989 |
|
SU1689244A1 |
| Устройство для аварийной остановки грузонесущего органа подъемника | 1977 |
|
SU650934A1 |
| Установка контроля базового среза полупроводниковых пластин | 1991 |
|
SU1771006A1 |
| Захватное устройство для грузов с цапфами | 1987 |
|
SU1481190A1 |
| Став ленточного конвейера | 1979 |
|
SU839888A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| Канатный строительный подъемник для длинномерных грузов | 1983 |
|
SU1127833A1 |
| Канатно-скребковый кольцевой конвейер | 1982 |
|
SU1033388A1 |
| Устройство для ориентирования штучных изделий | 1985 |
|
SU1390143A1 |

Изобретение относится к транспортированию изделий и позволяет снизить затраты времени при определении геометрического центра изделий в процессе их ориентации. Пластину (П) 1 круглой формы с прямолинейным боковым срезом 2 устанавливают на конвейер с двумя бесконечными грузонесуп щими элементами (Э) 3. Последние выполнены в виде двух ветвей, одна из которых устанрвлена посредством обгонных муфт. Перемещают П 1 конвейером с ограничительными стенками 4 по направлению S. При этом срез 2 ориентирован произвольным образом в плоскости движения П 1. Перед разворотом П 1 останавливают с помощью ус тановленного над Э 3 подпружиненного пружиной 5 упора 6. Одновременно прекращают движение одной из ветвей Э 3 и вьщвигают базирующие свободно вращающиеся Э 7. Последние базируют П 1 по боковым поверхностям. Направление второй ветви Э 3 меняют на противоположное (-S) и осуществляют вращение П 1. При этом ориентация П 1 производится воздействием Э 3 с сохранением упругого поджатия П 1 к Э 7. Перемещение при упругом поджиме П 1 пружиной 5 осуществляют до замыкания среза 2 упором 6. 2 с.п. ф-лы, 4 ил. Иг/г го сл 4 ел со со со 00
сх
.2
и
фи.еЛ
| Способ ориентирования изделий с центральным отверстием и выступами на поверхности | 1979 |
|
SU870292A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для ориентации деталей с пазом на образующей поверхности | 1984 |
|
SU1222602A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
