Изобретение относится к автоматизации производственных процессов в машиностроении.
Цель изобретения - расширение технологических возможностей.
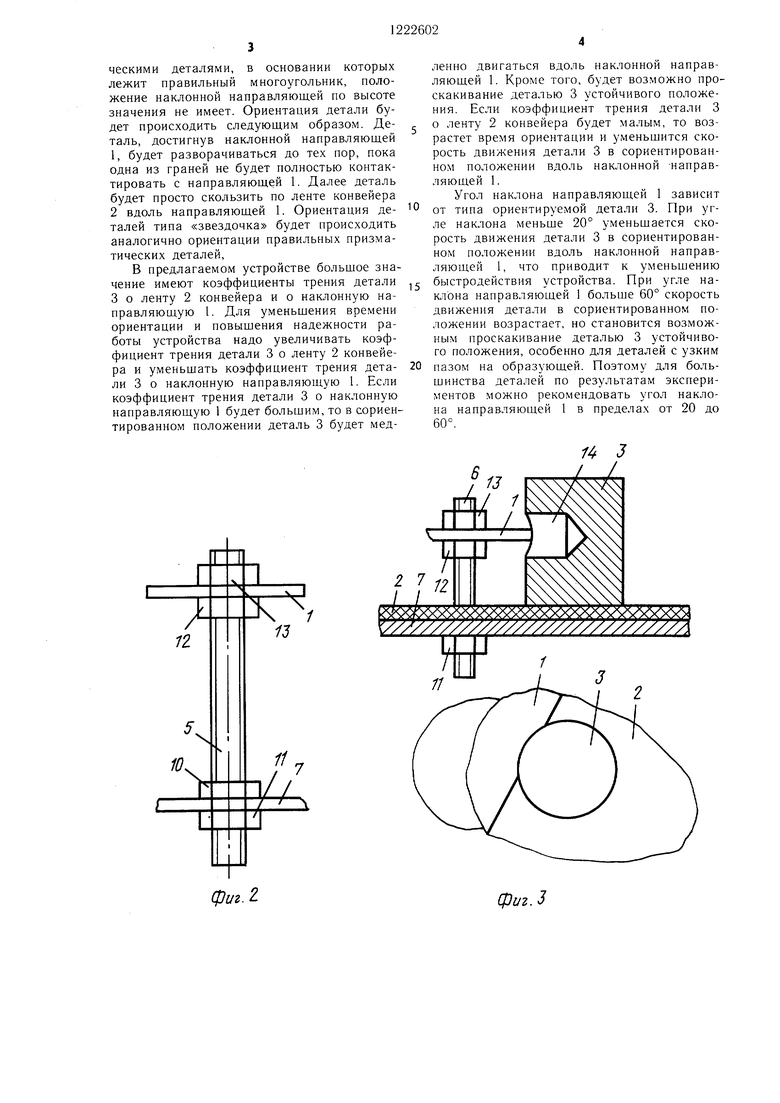
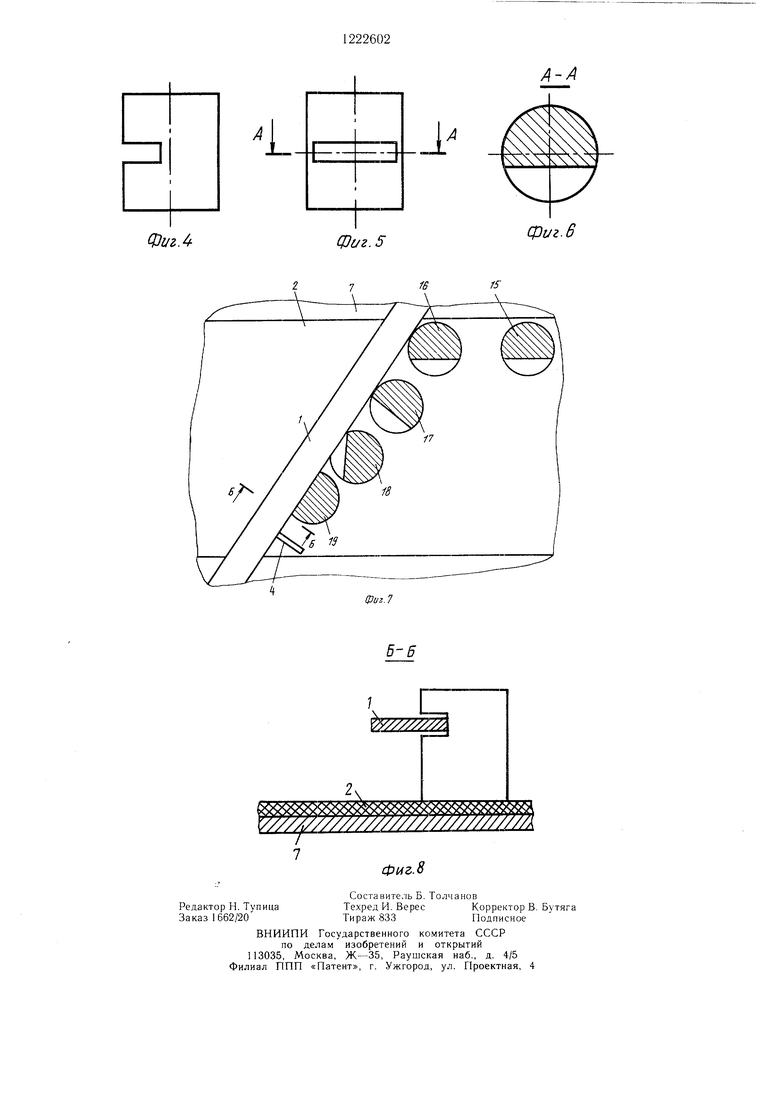
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - шпилька; на фиг. 3 - деталь в процессе контактирования с направляюшей; на фиг. 4 - цилиндрическая деталь с пазом на образующей, выполненным в виде горизонтальной проточки, вид сбоку; на фиг. 5 - то же, вид спереди; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - процесс ориентации детали; на фиг. 8 - разрез Б-Б на фиг. 7.
Направляющая 1 представляет собой тонкую пластину, смонтированную над лентой 2 конвейера, по которой движется деталь 3. С направляющей 1 под углом 90° жестко соединен упор 4. Положение по высоте и угол наклона направляющей 1 по отношению к направлению движения ленты 2 конвейера могут быть отрегулированы с помощью приспособлений в виде пары щпилек 5 и 6 и гаек. Шпилька 5 закреплена жестко в опоре 7, а щпилька б установлена с возможностью перемещения в пазу 8 направляюшей 1 и в пазу 9 опоры 7. Шпилька 5 представляет из себя валик с резьбой, нарезанной по всей длине щпильки 5. Нижний конец шпильки 5 вставлен в отверстие опоры 7 и жестко закреплен в нем гайками 10 и 11. Направляющая 1, надетая через имеющееся в ней отверстие на шпильку 5, может перемещаться вдоль всей ее длины за счет перемещения гайки 12. Если гайка 13 -не затянута, то направляющая 1 может вращаться вокруг щпильки 5. Шпилька 6 выполнена аналогично шпильке 5, но ее нижний конец при незатянутой гайке 10 может перемещаться вдоль паза 9 опоры 7. Направляющая 1, надетая на щпильку 6 через паз 8, также может перемещаться вдоль всей ее длины за счет перемещения гайки 12. Если гайка 13 не затянута, то шпилька 6 может перемещаться вдоль паза 8 направляющей 1 и вращаться вокруг щпильки 6. Деталь 3 представляет из себя цилиндр, на образующей которого на высоте Н высверлено отверстие или имеется какой-либо паз 14.
Несориентированная деталь в позиции 15 перемещается лентой 2 конвейера. Кос- нувщись направляющей 1 (позиция детали 16), деталь начнет скользить по ленте 2 конвейера вдоль направляющей 1 и одновременно с этим разворачивается - позиция детали 17. Направляющая 1 начнет входить в паз детали - позиция детали 18. Носле того, как направляющая 1 полностью войдет в паз детали - позиция детали 19, разворот детали прекратится, и она займет устойчивое положение, сориентированное по пазу, в котором будет скользить по ленте 2 конвейера вдоль направляющей 1. Дойдя до упора 4, она остановится.
Устройство работает следующим образом.
На этапе настройки направляющая 1 с помощью гаек 12 щпилек 5 и 6 устанавливается в горизонтальном положении на высоте Н над лентой 2 конвейера. Необходимый угол наклона направляющей 1 по отношению к направлению движения ленты 2 конвейера устанавливается перемещением нижнего конца шпильки 6 в пазу 9 опоры 7 при ослабленных гайках
13 шпилек 5 и 6 и ослабленной гайке 10 щпильки 6. При этом верхний конец шпильки 6 будет перемещаться вдоль паза 8 направляюшей 1. После окончания настройки гайки 13 шпилек 5 и 6 гайка 10 шпильки 6 затягивается, тем самым устройство
переводится в рабочее состояние.
Деталь 3, первично сориентированная таким образом, что горизонтальная плоскость, проходящая через центр паза 14 на образующей детали 3 (эта ориентация
может быть выполнена вибробункером), находится на высоте Н над лентой 2 конвейера и движется по последней. Доходя до наклонной направляющей I, деталь 3 начинает скользить по ленте 2 конвейера вдоль направляющей I и одновременно с
этим под действием сил трения начинает вращаться в горизонтальной плоскости. Материал направляющей 1 выбирается таким, чтобы коэффициент трения детали 3 о направляющую 1 был несколько меньще коэффициента трения детали 3 о ленту 2
конвейера. За счет этого, как только деталь 3 развернется на такой угол, что направляющая 1 попадает в паз 14 детали 3, вращение детали 3 прекратится, и далее она будет просто скользить по ленте 2 конвейера вдоль наклонной направляющей 1 уже в сориентированно.м положении.
Дойдя до упора 4, деталь 3 остановится, после чего она может быть захвачена роботом для последующей обработки.
Переход от одного класса деталей к другому осуществляется поднятием или опусканием направляющей 1 на высоту, равную расстоянию от ленты 2 конвейера до горизонтальной плоскости, проходящей через центр паза на образующей деталей
нового класса, и изменением угла наклона направляющей 1.
Устройство может быть использовано для ориентации конических деталей с пазом на образующей, правильных призмати- ческих деталей, деталей типа «звездочка.
Работа с коническими деталями происходит аналогично работе с цилиндрическими деталями. При работе с призмати
ческими деталями, в основании которых лежит правильный многоугольник, положение наклонной направляющей по высоте значения не имеет. Ориентация детали будет происходить следующим образом. Деталь, достигнув наклонной направляющей 1, будет разворачиваться до тех пор, пока одна из граней не будет полностью контактировать с направляющей 1. Далее деталь будет просто скользить по ленте конвейера
2вдоль направляющей 1. Ориентация деталей типа «звездочка будет происходить аналогично ориентации правильных призматических деталей,
В предлагаемом устройстве больщое значение имеют коэффициенты трения детали
3о ленту 2 конвейера и о наклонную направляющую 1. Для уменьщения времени ориентации и повыщения надежности работы устройства надо увеличивать коэффициент трения детали 3 о ленту 2 конвейера и уменьщать коэффициент трения детали 3 о наклонную направляющую 1. Если коэффициент трения детали 3 о наклонную направляющую 1 будет больщим, то в сориентированном положении деталь 3 будет мед
ленно двигаться вдоль наклонной направляющей 1. Кроме того, будет возможно про- скакивание деталью 3 устойчивого положения. Если коэффициент трения детали 3 о ленту 2 конвейера будет малым, то возрастет время ориентации и уменьщится скорость движения детали 3 в сориентированном положении вдоль наклонной -направляющей 1.
Угол наклона направляющей 1 зависит от типа ориентируемой детали 3. При угле наклона меньще 20° уменьщается скорость движения детали 3 в сориентированном положении вдоль наклонной направляющей 1, что приводит к уменьшению быстродействия устройства. При угле наклона направляющей 1 больще 60° скорость движения детали в сориентированном положении возрастает, но становится возможным проскакивание деталью 3 устойчивого положения, особенно для деталей с узким пазом на образующей. Поэтому для большинства деталей по результатам экспериментов можно рекомендовать угол наклона направляющей 1 в пределах от 20 до 60°.
фиг. 2.
Сриг.З
Фиг Л
фиг. 5
фиг. 6
фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| Устройство для управления роботом технологического конвейера | 1984 |
|
SU1251023A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Сборочная машина | 1975 |
|
SU557905A1 |
| Сменное рабочее оборудование к одноковшовому экскаватору | 1982 |
|
SU1183625A1 |
| Снегопах-валкователь | 1976 |
|
SU886764A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Соединение деталей встык | 1980 |
|
SU935653A2 |
| Натяжное устройство тягового органа конвейера | 1984 |
|
SU1221095A1 |
| Оправка | 1987 |
|
SU1442331A1 |

У///////////////////////////////А I 7
ф14г.8
Составитель Б.
Техред И. Верес Тираж 833
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
W///A 7/Z.
Составитель Б. Толчанов
ехред И. Верес ираж 833
Корректор В. Бутяга Подписное
| Устройство для разгрузки с ленточного конвейера штучных грузов | 1978 |
|
SU747784A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ПАЗОМ НА ОБРАЗУЮЩЕЙ | 0 |
|
SU364413A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
