1
Изобретение относится к обработке металлов давлением, в частности к экспериментальным методам изучения течения и деформации металла при
прокатке и волочении, и может быть использовано для исследования формоизменения поверхностных и углубленных дефектов.
Цель изобретения - определение оптимальных схем обжатий и маршруто волочения и установление допустимых разновидностей и размеров дефектов на исходных заготовках, не влияющи на качество поверхности готовой продукции.
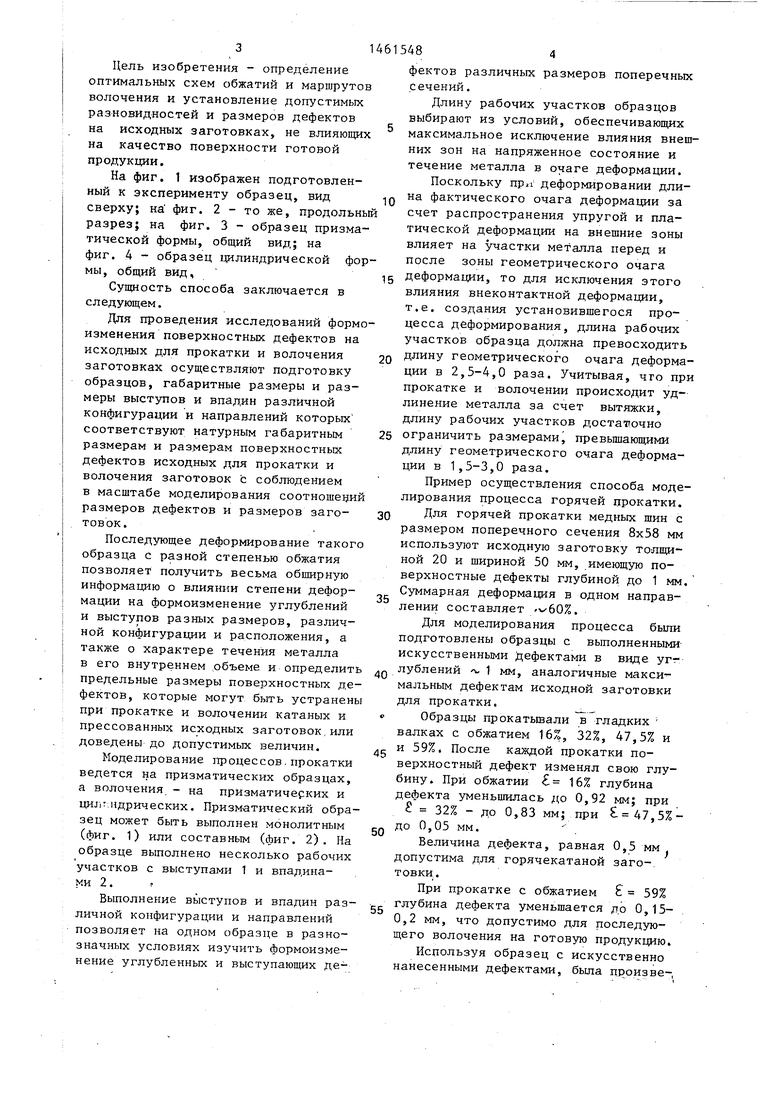
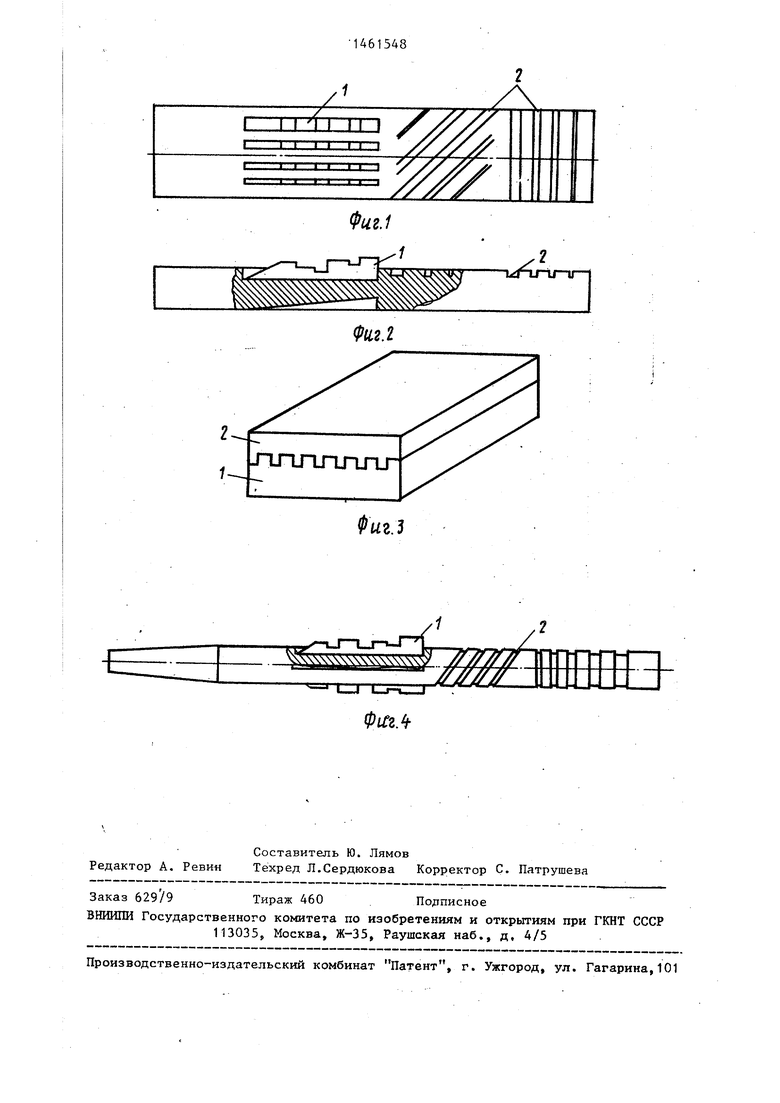
На фиг. 1 изображен подготовленный к эксперименту образец, вид сверху; на фиг. 2 - то же, продольн разрез; на фиг. 3 - образец призматической формы, общий вид; на фиг. 4 - образец цилиндрической фомы, общий вид,
Сущность способа заключается в следующем.
Для проведения исследований формизменения поверхностных дефектов на исходных для прокатки и волочения заготовках осуществляют подготовку образцов, габаритные размеры и размеры выступов и впадин различной конфигурации и направлений которых соответствуют натурным габаритным размерам и размерам поверхностных дефектов исходных для прокатки и волочения заготовок с соблюдением в масштабе моделирования соотношений размеров дефектов и размеров заготовок .
Последующее деформирование такого образца с разной степенью обжатия позволяет получить весьма обширную информацию о влиянии степени деформации на формоизменение углублений и выступов разных размеров, различной конфигурации и расположения, а также о характере течения металла в его внутреннем объеме и определить предельные размеры поверхностных дефектов, которые могут быть устранены при прокатке и волочении катаных и прессованных исходных заготовок,или доведены до допустимых величин.
Моделирование процессов прокатки ведется на призматических образцах, а волочения, - на призматических и цилиндрических. Призматический образец может быть выполнен монолитным (фиг. 1) или составным (фиг. 2). На образце выполнено несколько рабочих участков с выступами 1 и впадинами 2. ,
Выполнение выступов и впадин различной конфигурации и направлений позволяет на одном образце в разнозначных условиях изучить формоизменение углубленных и выступающих де
4615484
фектов различных размеров поперечных сечений.
Длину рабочих участков образцов выбирают из условий, обеспечивающих максимальное исключение влияния внешних зон на напряженное состояние и течение металла в очаге деформации.
Поскольку деформировании дли- Q на фактического очага деформации за счет распространения упругой и пла- тической деформации на внешние зоны влияет на участки металла перед и после зоны геометрического очага 5 деформации, то для исключения этого влияния внеконтактной деформации, т.е. создания установившегося процесса деформирования, длина рабочих участков образца должна превосходить 20 длину геометрического очага деформации в 2,5-4,0 раза. Учитывая, что при прокатке и волочении происходит удлинение металла за счет вытяжки, длину рабочих участков достаточно 25 ограничить размерамиj превьшающими длину геометрического очага деформации в 1,5-3,0 раза.
Пример осуществления способа моделирования процесса горячей прокатки. 30 Д горячей прокатки медных шин с размером поперечного сечения 8x58 мм используют исходную заготовку толщиной 20 и шириной 50 мм, имеющую поверхностные дефекты глубиной до 1 мм. ,g Суммарная деформация в одном направлении составляет v60%.
Для моделирования процесса бьши подготовлены образцы с выполненными искусственными дефектами в виде угг
45
- -I I - -
Q лублений -ч- 1 мм, аналогичные максимальным дефектам исходной заготовки для прокатки.
« Образцы прокатьюали в гладких валках с обжатием 16%, 32%, 47,5% и и 59%. После каждой прокатки поверхностный дефект изменял свою глубину. При обжатии 16% глубина дефекта уменьшилась до 0,92 мм; при
«- 32% - до 0,83 мм; при 47,5%- до 0,05 мм. Величина дефекта, равная 0,5 мм допустима для горячекатаной заго-. тонки.
При прокатке с обжатием 59% g глубина дефекта уменьшается до 0,15- 0,2 мм, что допустимо для последующего волочения на готовую продукцию.
Используя образец с искусственно нанесенными дефектами, была прризве-,
0
5146
дена качественная оценка заготовки .; для прокатки медной шины 8x58 мм.
Пример осуществления спбсоба моделирования процесса волочения.
При промышленном изготовлении медных прутков i 22-18 мм волочением из горячекатаной заготовки мм необходимо установить допустимую глубину поверхностных дефектов на 10 заготовке, чтобы обеспечить глубину дефекта на изделии 0,2 мм (по требованиям ГОСТ 1535-72).
Для моделирования процесса были подготовлены образцы с выполненными 15 на них искусственными дефектами глубиной 0,5 мм, аналогичные максимальным поверхностным дефектам заготовки OQ Г ™ протянуты с обжатием 28,4%, 40,8% и 52,1%. После волочения 20 глубина дефектов изменилась: при 28,4%глубина дефекта уменьшилась до 0,22 мм; при г 40,8% - до 0,125мм; при 52,1% - до 0,05 мм.
По результатам моделирования бьто 25 установлено, что дефект заготовки глубиной 0,5 мм при деформации на 28% превьпнает допустимую по ГОСТ величину, а при деформации 40% и 52% исходн ая заготовка пригодна для полу- 30 чения качественной продукции.
При моделировании продессов деформирования призматические монолит- ные образцы вначале прокатывают, определяют формоизменение выступов 35 и впадин, а затем (при необходимости) из гладкого участка прокатанного образца изготавливают захватку и проводят волочение с режимом обжатий, соответствующим режиму реаль- 40 кого технологического процесса. Призматические составные образцы подвергают преимущественно прокатке, а цилиндрические - волочению.
Использование предлагаемого спо- 45 оба моделирования процессов прокат- и и волочения позволяет при минич ; альном расходе металла и времени сследовать практически на одном бразце при выбранном обжатии фор- 50 оизменение выступов и впадин в ироком интервале их первоначальных азмеров и уст новкить экстремальые виды, формы и размеры поверх.
в п и дл от ра ки оч пу но но ру ти ны не ме тим
46
10
15 0
5 0
5
15486
ностных дефектов на исходных для прокатки.и волочения заготовках, которые могут быть устранены или уменьшены до допустимых размеров. Это позволяет производить сортиров исходных заготовок перед горячей прокаткой и волочением и не направлять в обработку заготовки с поверхностными дефектами, которые в процессе всего техкологихтеского цикла не могут быть устранены или уменьшены допустимых размеров.
Технико-экономическая эффективность предлагаемого способа базируется на снижении трудоемкости проведения экспериментальных исследовани за счет уменьшения расхода металла и сокращения сроков вьтолнения экспериментов при снижении трудозатрат
.Формула изобретения
Способ исследования деформации при обработке металлов давлением включающий нанесение впадин с образованием выступов на поверхности образца, деформацию образца, преимущественно в прокатных валках и (или) волоках и определение перемещений объемов металла относительно впадин после деформации, отличающийся тем, что, с пелью определения оптимальных схем обжатий и маршрутов волочения и установления допустимьпс разновидностей и размеров дефектов на исходных заготовках, не влияющих на качество поверхности готовой продукции, впадины по форме, соответствующие дефектам на исходных заготовках, предназначенных для прокатки и волочения, наносят на отдельных площадках поверхности образца с протяженностью каждой площадки 1,5-3,0 длины геометрического очага деформации при максимально допустимом обжатии образца с произвольной ориентировкой впадин относитель- но направления деформации и деформируют эти площадки с различными обжатиями, а затем устанавливают оптимальные обжатия, исходя из полного устранения или частичного уменьшения размеров впадин н выступов до допустимых . ;
/ I I -1 I I I I
J-J- f
2 /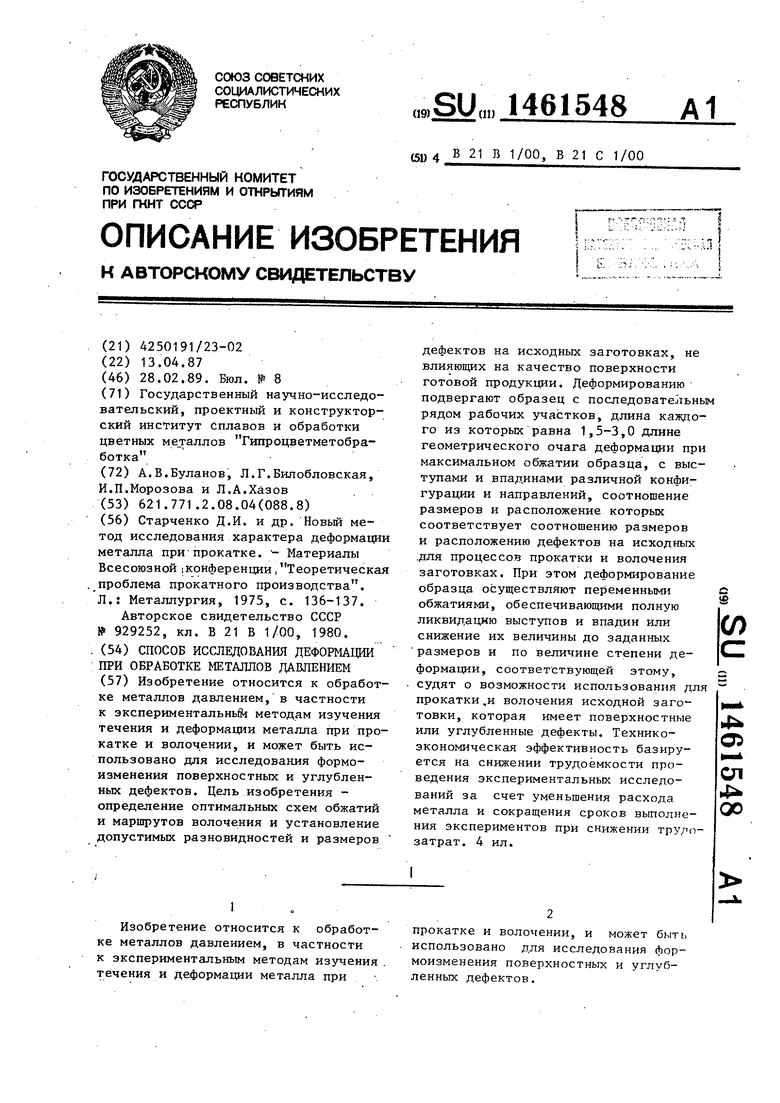
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ прокатки | 1980 |
|
SU869871A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Способ прокатки слитков | 1991 |
|
SU1755971A1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| Способ определения пластичности металлов при прокатке | 1989 |
|
SU1669595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2006 |
|
RU2319559C1 |
Изобретение относится к обработке металлов давлением, в частности к экспериментальнь&1 методам изучения течения и деформации металла при прокатке и волочении, и может быть использовано для исследования формоизменения поверхностных и углубленных дефектов. Цель изобретения - определение оптимальных схем обжатий и маршрутов волочения и установление допустимых разновидностей и размеров дефектов на исходных заготовках, не влияющих на качество поверхности готовой продукции. Деформированию подвергают образец с последовательным рядом рабочих участков, длина каждого из которых равна 1,5-3,0 длине геометрического очага деформации при максимальном обжатии образца, с выступами и впадинами различной конфигурации и направлений, соотношение размеров и расположение которых соответствует соотношению размеров и расположению дефектов на исходных .для процессов прокатки и волочения заготовках. При этом деформирование образца осуществляют переменными обжатиями, обеспечивающими полную ликвидацию выступов и впадин или снижение их величины до заданных размеров и по величине степени деформации, соответствующей этому, судят о возможности использования для прокатки,и волочения исходной заготовки, которая имеет поверхностные или углубленные дефекты. Технико- экономическая эффективность базируется на снижении трудоемкости проведения экспериментальных исследований за счет уменьшения расхода металла и сокращения сроков вьтолне- ния экспериментов при снижении трудозатрат. 4 ил. (Л 4 С5 СП 1 00
Фиг.1
.
i
У
L l-ifnnr-ir-1
te.2
Фиг. 5
ФкгЛ
| Старченко Д.И | |||
| и др | |||
| Новый метод исследования характера деформации металла при-прокатке | |||
| - Материалы Всесоюзной(Конференции,Теоретическая проблема прокатного производства | |||
| Л.: Металлургия, 1975, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Способ исследования деформации металла при прокатке | 1980 |
|
SU929252A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
